第七章 磨削加工(机制)
- 格式:ppt
- 大小:5.38 MB
- 文档页数:64
磨削加工1. 简介磨削加工是一种常见的金属加工方法,通过使用磨料对工件表面进行摩擦磨损,以达到加工的目的。
它可以用于改善工件表面质量、调整尺寸精度和形状精度,以及去除杂质和残余应力等。
磨削加工广泛应用于机械制造、航空航天、汽车制造、模具制造等领域。
2. 磨削原理磨削加工是利用切削性能较差的材料(磨料)对工件进行切削,通过与工件表面的相对运动来实现切削作用。
其主要原理包括以下几个方面:•切削颗粒:磨料是由硬度较高的颗粒组成,通常为氧化铝、碳化硅等材料。
这些颗粒与工件表面摩擦产生很高的切向力,从而实现切削作用。
•切向力:当磨料与工件表面接触时,由于相对运动产生了摩擦力,使得磨料在切向方向上产生了切削力。
这种力对工件表面进行了切削作用。
•磨屑形成:在磨削过程中,磨料与工件表面的摩擦力和切向力使得工件表面的材料被切削下来,形成了磨屑。
这些磨屑会随着磨料的运动带走,并通过冷却液进行排出。
•热效应:由于切削过程中的摩擦力和切向力,会产生较高的温度。
为了避免温度过高引起工件变形或损坏,通常需要使用冷却液进行冷却。
3. 磨削方法根据加工目标和工件材料的不同,磨削加工可以采用多种方法。
下面介绍几种常见的磨削方法:3.1 平面磨削平面磨削是最基本、最常用的磨削方法之一。
它主要用于对平面工件进行加工,如平面零件、平底孔等。
平面磨削通常采用平面砂轮进行加工,通过对工件表面进行连续的摩擦来实现加工效果。
在平面磨削过程中,需要注意保持磨削面与砂轮之间的良好接触,以确保加工质量。
3.2 内圆磨削内圆磨削是用于加工孔内表面的一种方法。
它通常使用内圆砂轮进行加工,通过对孔内表面进行旋转磨削来实现加工效果。
在内圆磨削过程中,需要注意选择合适的砂轮尺寸和形状,并控制好加工参数,以确保加工质量。
3.3 外圆磨削外圆磨削是用于加工轴类零件外表面的一种方法。
它通常使用外圆砂轮进行加工,通过对零件外表面进行旋转磨削来实现加工效果。
在外圆磨削过程中,同样需要注意选择合适的砂轮尺寸和形状,并控制好加工参数。
第七章磨削加工基本要求及重点:1、了解磨削特点和各种磨削方法与磨削运动。
2、明确砂轮的特性及其选择原则。
3、理解砂轮磨损及耐用度、磨削力及功率、磨削温度及烧伤等概念。
4、了解磨削过程,知道磨削表面缺陷产生的原因及解决办法。
5、了解高效率和高精度及小粗糙度磨削的方法。
§7-1 磨削概述及其原理一、概述磨削加工是用硬质磨粒作为切削工具对工件进行微细切削加工过程的统称。
它是一种精密加工方法。
1、磨削加工的优点及其应用与其他切削加工方法相比,磨削加工是一种多刀多刃的高速切削方法。
它是为适应传统金属材料的精加工及其淬硬表面加工的需要而发展起来的。
随着磨料磨具和高效磨削工艺(如高速磨削、强力磨削、重负荷磨削、砂带磨削等)的发展,以及磨床结构性能的不断改进,磨削加工效率和经济性在显著提高,磨削的应用已从精加工逐步扩大到粗加工领域。
同时,在当今的钛合金、高温合金、超高强度钢、不锈钢及高温结构陶瓷等难加工材料以及硬脆材料的加工中,磨削是一种非常有效的加工方法。
3、磨削加工机床分类磨床是用磨料或磨具(砂轮、砂带、油石或研磨料)作为工具对工件表面进行加工的机床。
为了适应磨削加工表面、结构形状和尺寸大小不同的各种工件的需要,满足不同生产批量的要求,需要的磨床种类很多。
按加工工件表面不同,分为如下几类:(1) 外圆磨床包括万能外圆磨床、外圆磨床及无心外圆磨床等。
(2) 内圆磨床包括内圆磨床,无心内圆磨床及行星式内圆磨床等。
(3) 平面磨床包括卧轴矩台平面磨床、立轴矩台平面磨床、卧轴圆台平面磨床及立轴圆台平面磨床等。
(4) 工具磨床 包括万能工具磨床(能刃磨各种常用刀具)、拉刀刃磨床、滚刀刃磨床等。
(5) 曲线磨床(6) 专用磨床 包括曲轴磨床、凸轮轴磨床,花键轴磨床、轧辊磨床、轴承套圈滚道磨床等。
(7) 坐标磨床(8) 锯磨机(9) 精磨机床 包括研磨机、珩磨机、抛光机、超精加工机床及砂轮机等。
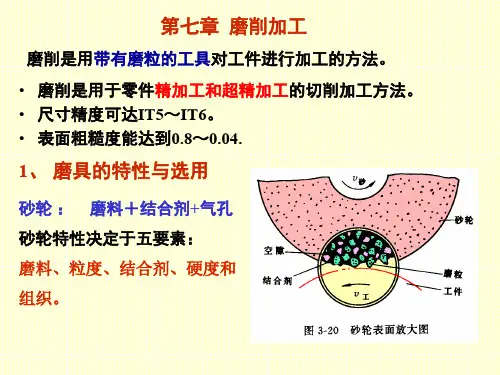
二、磨削原理1、砂轮构造磨削时所用的砂轮是由磨粒、结合剂和气孔组成的,见图7-1。


7.3.2珩磨珩磨是磨削加工的 1 种特殊形式,属于光整加工。
需要在磨削或精镗的基础上进行。
珩磨加工范围比较广,特别是大批大量生产中采用专用珩磨机珩磨更为经济合理,对于某些零件,珩磨已成为典型的光整加工方法,如发动机的气缸套,连杆孔和液压缸筒等。
(1)珩磨原理在一定压力下,珩磨头上的砂条(油石)与工件加工表面之间产生复杂的的相对运动,珩磨头上的磨粒起切削、刮擦和挤压作用,从加工表面上切下极薄的金属层。
(2)珩磨方法珩磨所用的工具是由若干砂条 ( 油石 ) 组成的珩磨头,四周砂条能作径向张缩,并以一定的压力与孔表面接触,珩磨头上的砂条有 3 种运动 ( 如图7.3 a ) ;即旋转运动、往复运动和加压力的径向运动。
珩磨头与工件之间的旋转和往复运动,使砂条的磨粒在孔表面上的切削轨迹形成交叉而又不相重复的网纹。
珩磨时磨条便从工件上切去极薄的一层材料,并在孔表面形成交叉而不重复的网纹切痕 ( 如图 7.3 b ), 这种交叉而不重复的网纹切痕有利于贮存润滑油,使零件表面之间易形成—层油膜,从而减少零件间的表面磨损。
(3)珩磨的特点1)珩磨时砂条与工件孔壁的接触面积很大,磨粒的垂直负荷仅为磨削的 1/50~1/100 。
此外,珩磨的切削速度较低,一般在 100m/min 以下,仅为普通磨削的 1/30~1/100 。
在珩磨时,注入的大量切削液,可使脱落的磨粒及时冲走,还可使加工表面得到充分冷却,所以工件发热少,不易烧伤,而且变形层很薄,从而可获得较高的表面质量。
2)珩磨可达较高的尺寸精度、形状精度和较低的粗糙度,珩磨能获得的孔的精度为 IT6~IT7 级,表面粗糙度 Ra 为 0.2~0.025 。
由于在珩模时,表面的突出部分总是先与沙条接触而先被磨去,直至砂条与工件表面完全接触,因而珩磨能对前道工序遗留的几何形状误差进行一定程度的修正,孔的形状误差一般小于 0.005mm 。
3)珩磨头与机床主轴采用浮动联接,珩磨头工作时,由工件孔壁作导向,沿预加工孔的中心线作往复运动,故珩磨加工不能修正孔的相对位置误差,因此,珩磨前在孔精加工工序中必须安排预加工以保证其位置精度。