两天试生产审核表
- 格式:doc
- 大小:114.50 KB
- 文档页数:8

青岛市建设项目试生产环境保护审批
申请表
建设项目名称:青岛XX项目
建设单位名称:XXX有限公司(公章)
青岛市环境保护局制
填写说明
一、填表要求:
1、申请书必须打印并提供原件,填写内容应真实准确,手写、涂改、复制件均无效。
2、本表及附件资料一式一份,均须加盖申请单位公章,材料由多页组成的需加盖骑缝章,印章不得复印。
3、按照要求填写文字或数字,请勿空项,没有以“/”示意。
所有材料一律以A4纸申
4、申请书必须打印并提供原件,填写内容应真实准确,手写、涂改、复制件均无效。
二、附件资料:
1、该项目环评报告书/报告表/环境影响审批申请表。
2、该项目环保审批文件。
3、代理人的授权书/委托书。
4、项目法人发生变更的,需提供有关证明文件。
三、填表指南:
1、右上方表格由行政机关受理部门填写。
2、审批编号:填写该项目环评报告书/报告表//环境影响审批申请表右上方原属编号,格式为20××-××,非环保审批文件文号。
3、变更说明:建设项目环境影响报告书、环境影响报告表或者环境影响审批申请表经批准后,建设项目的性质、规模、地点或者采用的生产工艺等发生变化的,应予以说明。
4、“其他”填写须特别说明事项。


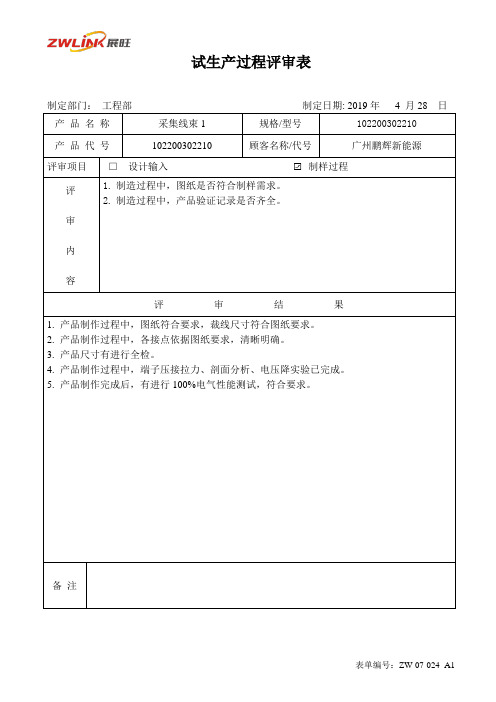
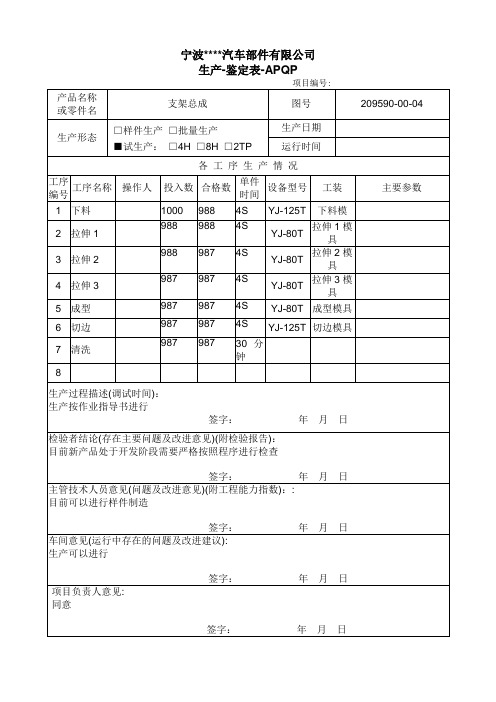
试生产过程评审表
表单编号:ZW-07-024 A1
制定部门: 工程部 制定日期: 2019年 4 月28 日 产 品 名 称
采集线束1 规格/型号 102200302210 产 品 代 号
102200302210 顾客名称/代号 广州鹏辉新能源 评审项目
□ 设计输入 ☑ 制样过程 评
审
内
容
1. 制造过程中,图纸是否符合制样需求。
2. 制造过程中,产品验证记录是否齐全。
评 审 结 果
1. 产品制作过程中,图纸符合要求,裁线尺寸符合图纸要求。
2. 产品制作过程中,各接点依据图纸要求,清晰明确。
3. 产品尺寸有进行全检。
4. 产品制作过程中,端子压接拉力、剖面分析、电压降实验已完成。
5. 产品制作完成后,有进行100%电气性能测试,符合要求。
备 注。
试生产 /小批量生产检查试生产 /小批量生产检查1.外协件 /原资料入厂控制1.1.进货地区能否有清楚的界限1.2.能否有必需的查验文件1.3.能否具备查验所需的查验设施——查验设施能否处于正常状态1.4.检测设施和装备的监控——检具按计划按期进行查验——使用调整用的合格标样——使用不合格标样1.5.1. 对二次配套厂实行下述质量保证举措——对二次配套厂进行过程审查——样件查验、认同——检查质量保证系统的运转状况——试验室查验、认同(资料、电镀及油漆表面、花纹)1.5.2. 全部的二次配套件都获得认同1.6. D 件查验能否有记录——能否有完好的证明, 无缺项1.7.能否进行单件重量检查——能否记录1.8.能否有原始样件(颜色、花纹)——能否经过本企业认同1.9.能否有作业指导书——供操作者随时使用——入厂的不合格品能否明确规定了办理方法1.10. 洁净——进货地区——查验工位——货架上或货箱里共8页,第1页检查表是否□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□备注试生产 /小批量生产检查2.库房2.1.能否按照先进先出原则2.2.储藏预批量件,送入生产线前由质保部同意或由产品部同意2.3.隔绝库——用于外协件——用于自制件2.4.能否由以下部门参加隔绝库房的管理——质管部——生产车间——货物发运部门2.5.部件表记——使用标签——拥有可追忆性2.6.洁净——库区内——工作岗位——工位用具——工位用具能否有盖备注检查表是否□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□试生产 /小批量生产检查3.生产线3.1.能否为专用生产线3.2.多产品使用同一设施加工3.3.能否确立了工艺文件3.4.能否确立了查验计划3.5.能否考证了重要部件的机器能力3.6.用于生产批量件的模具能否——制造完成——投入使用3.7.装置线流程——全自动——半自动——手动—— SPC 控制——逼迫控制(防差错装置)3.8.能否使用了适合的查验设施3.9.能否设置了SPC 质量控制点并作出表记3.10. D 件工位能否作了表记3.11. 工位上能否有作业指导书——关于废品能否有明确的办理规定——废品件能否有表记3.12. 能否有废品箱——有显然的表记——废品箱能否能够上锁3.13. 能否明确规定了返修件的物流路线3.14. 能否出缺点采集卡——能否洁净、有序地使用采集卡——剖析评论的频率——能否制定举措——能否有记录归档——能否对举措的有效性进行考证3.15. 过程工艺参数控制卡——适合——按规定实行3.16.对装置线和生产设施实行监控:—— SPC 控制——调整用标准样件——不合格样件——巡检——计算机数字控制及故障诊疗3.17.工位用具能否适合——数目能否知足生产需求——最后产品能否需另行包装检查表是否□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□试生产 /小批量生产检查3.18.在投入使用压铸及注塑设施时,能否有明确的操作规程3.19.何部门对马上投入批量生产的设施进行查收——生产车间——品管部3.20.调整、监测设施参数或工艺参数的方式——自动——手动—— SPC 控制——巡检3.21.能否采纳了在线检测设施——检测部件的百分比: % ——终检能否考证了在线检测的质量特征防备3.22.能否洁净——锻造线——工位——工位用具内检查表是否□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□试生产 /小批量生产检查共8页,第5页试生产 /小批量生产检查检查表3.23.工序及机器能力考证部件名称额定技术要求额定值公差Cmk Cpk试生产 /小批量生产检查共8页,第6页试生产 /小批量生产检查检查表4.终检4.1.能否有效地管理合格部件的表记——能否能够有效地追忆过程查验的结果4.2.查验项目4.3.查验方式—— 100% 查验——依据质量控制的要求进行抽检——目视查验——其余查验:4.4.合格率% 4.5.能否对查验结果作记录——能否作统计剖析——频率——能否制定了举措——成效能否监控4.6.废品件能否表记4.7.能否对不合格件进行剖析——能否记录缺点——能否制定相应的改良举措——能否进行了有效的考证4.8.针对废品件有无明确的办理方法——各相应的检查点能否拟订了作业指导书4.9.重要的单件及总成件能否有生产日期是否□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□备注试生产 /小批量生产检查试生产 /小批量生产检查5.增补的质保手段5.1.能否进行功能及寿命试验——试验结果能否知足技术要求——试验直至部件无效否——频率:5.2.能否约定了批量生产的查验项目有哪些:5.3.对花纹能否监控——能否记录——频率:——检测仪器:5.4.能否确立对润滑脂用量及质量进行监控——能否记录——频率:——依据TL/进行查验能否记录查验结果——能否作统计剖析5.6.依据的查验结果能否制定了相应的举措——能否对举措的成效进行考证备注共8页,第8页检查表是否□□□□□□□□□□□□□□□□□□□□□□□□5.5.试生产 /小批量生产检查共8页,第7页试生产 /小批量生产检查检查表6.发货6.1.能否实行发货审查(或发货前的开箱查验)——频率:6.2.能否对样件实行目视检查,防止发货件与拟发货件混装或错装。