CPK过程能力控制计算表格
- 格式:doc
- 大小:34.50 KB
- 文档页数:5

工序能力指数Cpk计算表1234567891011121314151617181964109154199计算表1#2#Cp 1.09918634CpCpU0.719800509CpUCpL-0.719800509CpLCpk0.719800509CPKT 6.6Tε 1.139ε标准正态累积分0.999512354标准正态累积分CP的P值0.0975292%CP的P值标准正态累积分0.984590485标准正态累积分CPU的P值 1.5409515%CPU的P值标准正态累积分0.015409515标准正态累积分CPL的P值98.4590485%CPL的P值CPK的P值 1.5414103%CPK的P值判断上公差是否FALSE判断上公差是否为空判断下公差是否FALSE判断下公差是否为空结果0.719800509结果P显示结果 1.5414103%P显示结果Cpk Cpk>1.67过程能力非常充分,为>1.67过程能>1.33过程能力充分,当不是>1.33过程能>1过程能力尚可,必须用控>1过程能力>0.67过程能力不充分,分析>0.67过程能过程能力不足,一般应停止继过程能力不足1.67≥ 1.67≥1.33≥ 1.33≥1≥1≥0.67>0.67>1≥Cpk>0.67过程能力不充分0.67>Cp过程频次3#4#0.666666667Cp0Cp0.0721687840.666666667CpU-0.96225045CpU 2.838638824-0.666666667CpL0.962250449CpL-2.694301260.666666667CPK-0.96225045CPK-2.694301260.2T0T0.050ε 1.666666667ε0.9583333330.977249868标准正态累积分0.5标准正态累积分0.5857034624.5500264%CP的P值###########CP的P值82.8593075%0.977249868标准正态累积分0.001946209标准正态累积分12.2750132%CPU的P值99.8053791%CPU的P值0.0000000%0.022750132标准正态累积分0.998053791标准正态累积分3.16213E-1697.7249868%CPL的P值0.1946209%CPL的P值###########4.5500264%CPK的P值###########CPK的P值###########FALSE判断上公差是否为空TRUE判断上公差是否为空FALSEFALSE判断下公差是否为空FALSE判断下公差是否为空TRUE0.666666667结果0.962250449结果 2.8386388244.5500264%P显示结果0.1946209%P显示结果0.0000000%CpL CpU>1.67过程能力非常充分,为提高产品质量,对过程能力非常充分,为>1.67过程能力非常充分,>1.33过程能力充分,当不是关键或主要项目时>1.33过程能力充分,当不过程能力充分,当不是>1过程能力尚可,必须用>1过程能力尚可,必须用控制图或其它方法对程能力尚可,必须用控>0.67过程能力不充分,分析分散程度大的原因>0.67过程能力不充分,分过程能力不充分,分析过程能力不足,一般应停止继续加工,找出原因力不足,一般应停止继过程能力不足,一般应停止1.67≥ 1.67≥1.33≥ 1.33≥1≥1≥0.67>0.67>CpU>1.67过程能力非常充分,为提高产品质量Cp过程能力不足,一般1≥CpL>0.67过程能力不充高产品质量,对关键或主要项目可缩小公差范围;或为提高效率、降低成本而放宽波动幅度,降低设备精度等级;或键或主要项目时,放宽流动幅度;降低对原材料的要求;简化质量检验,采用抽样检验或减少检验频次或其它方法对过程进行控制和监督,以便及时发现异常波动;对产品按正常规定进行检验散程度大的原因,制订措施加以改进,在不影响产品质量的情况下,放宽公差范围,加强质量检验,进行全数检验或加工,找出原因,改进工艺,提高Cp值,否则全检,挑出不合格品提高产品质量,对关键或主要项目可缩小公差范围;或为提高效率、降低成本而放宽波动幅度,降低设备精度等级降低设备精度等级;或将精度要求特别高的零件调至该工序进行加工等检验,进行全数检验或增加检验频次度,降低设备精度等级;或将精度要求特别高的零件调至该工序进行加工等。
excel表格怎样用函数计算cpk值有时候我们需要对产品的相关特性数据进行分析,利用数据统计工具制作过程能力控制图,从而计算出CPK值,下面店铺给大家分享excel表格函数算出cpk值的方法,欢迎大家来到店铺学习。
excel表格函数算出cpk值的方法收集你所需要控制的特性的数据,并且输入到Excel当中,注意是要按列输入:excel表格用函数计算cpk值的方法图1打开Minitab软件,将Excel中的数据复制粘贴到Minitab中的表格中excel表格用函数计算cpk值的方法图2然后统计--质量工具--能力分析--正态excel表格用函数计算cpk值的方法图3然后就会弹出一个对话框。
点击第一个空格,然后双击左边列出的C1 152.324,这样你就把这组数据放到了第一个空格当中---这就是选择数据的过程。
然后子组大小输入5excel表格用函数计算cpk值的方法图4然后输入你这个特性所要求的规格上限和规格下限excel表格用函数计算cpk值的方法图5先别忙着点击确定,点击右上角有个选项按钮,会弹出另一个对话框,这个是设置图表参数的,目标就是你的特性的中心值,下面的6是默认的,代表利用6Sigma来运行图表,你也可以改成5或4试试excel表格用函数计算cpk值的方法图6好啦,依次点击确定,这样就得到了CPK图,所有的控制指标一目了然。
CPK PPM 标准差 CPM,扥等excel表格用函数计算cpk值的方法图7Excel如何快速格式化报表为了制作出美观的报表,需要对报表进行格式化。
有快捷方法,即自动套用Excel预设的表格样式。
方法是:选定操作区域,选取“格式”菜单中的“自动套用格式”命令,在格式列表框中选取一款你满意的格式样式,按“确定”按钮即可。
要注意的是,格式列表框下面有包括“数字”、“边框线”、“字体” 等6个“应用格式种类”选项,若某项前面的“x”不出现,则在套用表格样式时就不会用该项。
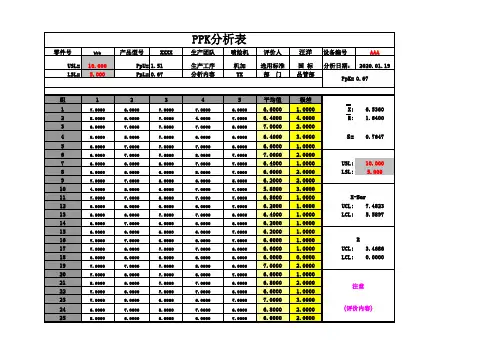
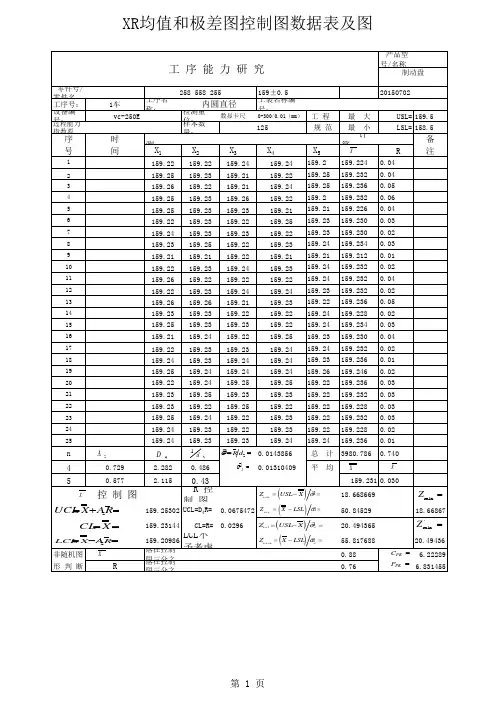
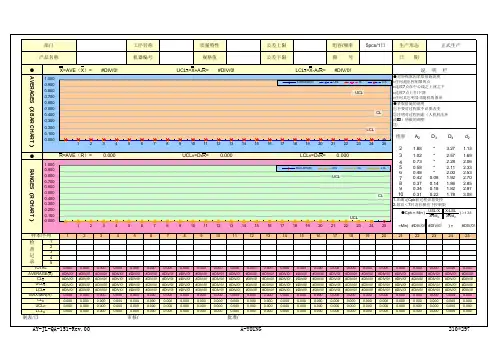
性能系数û=x性能参数 X-MR图X-R图CPK计算方法:δ=R/d 2X-R图δ= s /c 4 X-s 图Cpk=( 1 - k ) * Cp 或 MIN(CPU,CPL)长期过程的能力指数,通常定义CPU或CPL中最小值制程准确度,反映的是位置关系(集中趋势)(均值-标准偏差控制图)能力指数下限能力指数上限制程精密度,反映的是散布关系(离散趋(均值-极差控制图)(中位数-极差控制(单值-移动极差控制图)Pp: 1.09Pp: 1.09PpU: 1.51PpU: 1.51性能参数û=xPpL:0.67PpL:0.67PpK:0.67PpK:0.67性能指数UCL LCL 平均值XCL UCL LCL 极差RCL 7.4823 5.5897 6.6 6.5360 3.46860.00001 1.64007.4823 5.5897 6.4 6.5360 3.46860.00004 1.64007.4823 5.58977 6.5360 3.46860.00002 1.64007.4823 5.5897 6.4 6.5360 3.46860.00003 1.64007.4823 5.5897 6.6 6.5360 3.46860.00001 1.64007.4823 5.58977 6.5360 3.46860.00002 1.64007.4823 5.5897 6.4 6.5360 3.46860.00001 1.64007.4823 5.5897 6.6 6.5360 3.46860.00002 1.64007.4823 5.5897 6.2 6.5360 3.46860.00002 1.64007.4823 5.5897 5.8 6.5360 3.46860.00003 1.64007.4823 5.5897 6.8 6.5360 3.46860.00001 1.64007.4823 5.5897 6.2 6.5360 3.46860.00001 1.64007.4823 5.5897 6.4 6.5360 3.46860.00001 1.64007.4823 5.5897 6.2 6.5360 3.46860.00001 1.64007.4823 5.5897 6.2 6.5360 3.46860.00001 1.64007.4823 5.5897 6.6 6.5360 3.46860.00001 1.64007.4823 5.5897 6.6 6.5360 3.46860.00001 1.64007.4823 5.58976 6.5360 3.46860.00000 1.64007.4823 5.58977 6.5360 3.46860.00002 1.64007.4823 5.5897 6.6 6.5360 3.46860.00001 1.64007.4823 5.5897 6.8 6.5360 3.46860.00002 1.64007.4823 5.5897 6.6 6.5360 3.46860.00001 1.64007.4823 5.58977 6.5360 3.46860.00003 1.64007.4823 5.5897 6.8 6.5360 3.46860.00002 1.64007.48235.58976.66.53603.46860.000021.6400Ppk=( 1 - k ) * Pp 或 MIN(PPU,PPL),不稳定过程,短期过程表现,通常定义PPU或PPL中最小值详细:第一步:选定“控制上限、控制下限、选定L7:O32,“插入”--“折线图”--“数据点折线图”--“完成”。
cpk统计表格
CpK(过程能力指数)是统计质量控制中用于衡量一个过程的稳定性和一致性的指标。
它通过考察过程的变异性和工程规范的关系来评估过程是否能够产生合格的产品。
CpK值越高,表示过程的能力越强。
下面是一个简单的CpK统计表格,以便记录和计算CpK值:
```plaintext
|数据样本|观测值1|观测值2|观测值3|...|观测值n|平均值|标准差|规格上限|规格下限|CpK值|
|----------|---------|---------|---------|-----|---------|--------|----------|----------|-------|
|1||||...|||| ||
|2||||...|||| ||
|3||||...|||| ||
|...||||...|||| ||
|n||||...|||| ||
```
解释每一列的含义:
-数据样本:记录每个观测值所属的样本编号。
-观测值1,观测值2,...观测值n:记录每个观测值的具体数值。
-平均值:对观测值求平均的结果。
-标准差:对观测值计算标准差的结果。
-规格上限:产品规格的上限值。
-规格下限:产品规格的下限值。
-CpK值:通过计算得到的CpK值。
这个表格用于记录一系列观测值,然后计算平均值、标准差和CpK值,以评估过程的能力。
请根据实际情况填充表格,并使用适当的统计工具计算所需的数值。
在Excel表格中,CPK(即过程能力指数)是用来评估一个过程的稳定性和一致性的指标。
CPK值越高,表明该过程的成品质量越稳定,生产的产品质量也越高。
在实际工作中,我们经常需要使用Excel来计算CPK值,下面将介绍在Excel中计算CPK值时所使用的公式和注解。
一、CPK值的计算公式1. 标准CPK值的计算公式如下:CPK = min((USL - μ) / (3σ), (μ - LSL) / (3σ))其中,USL代表过程的上限规格,LSL代表过程的下限规格,μ代表过程的均值,σ代表过程的标准差。
2. CPK值的计算步骤:a. 我们需要计算出数据的均值μ和标准差σ。
b. 根据公式进行计算并得出CPK值。
二、在Excel中的CPK值计算方法在Excel中,我们可以通过使用一些函数来轻松地计算出CPK值。
下面是在Excel表格中计算CPK值的具体步骤和函数使用注解:1. 计算数据的均值和标准差在Excel中,我们可以使用AVERAGE函数来计算数据的均值,使用STDEV.S函数来计算数据的样本标准差。
具体的函数如下:- 均值的计算: =AVERAGE(A1:A100)- 标准差的计算: =STDEV.S(A1:A100)2. 使用函数计算CPK值在Excel中,我们可以使用MIN函数和IF函数来计算出CPK值。
具体的函数如下:=MIN((B1-C1)/(3*D1),(C1-A1)/(3*D1))其中,B1代表上限规格,C1代表均值,D1代表标准差,A1代表下限规格。
三、CPK值的解读和应用1. CPK值的范围一般来说,CPK值越大,说明该过程的稳定性和一致性越好。
根据一般标准,CPK值大于1.33表示过程能力良好,大于1.0表示过程能力可以接受,小于1.0则表示过程能力不足。
2. CPK值的应用在实际工作中,CPK值的计算可以帮助我们评估生产过程的稳定性和一致性,及时发现并解决生产中的质量问题,以提高产品的质量和生产效率。
CPK(过程能力指数)表格模板1. 背景介绍CPK(过程能力指数)是一种常用的统计工具,用来评估一个过程的稳定性和能力。
它可以帮助人们判断一个过程是否达到了规定的要求,并提供相应的数值指标。
CPK值越高,说明过程的稳定性和能力越强。
2. CPK指数的计算CPK指数主要通过计算过程的标准差和规格限制来得出。
它可以将过程的数据分布情况和规格限制进行对比,从而评估过程的能力。
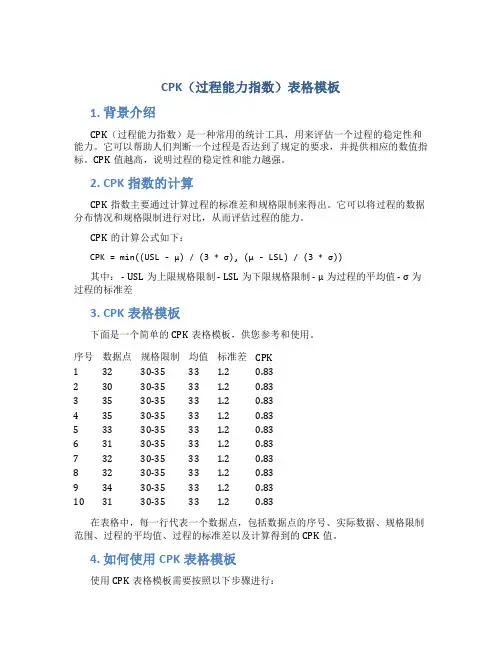
CPK的计算公式如下:CPK = min((USL - μ) / (3 * σ), (μ - LSL) / (3 * σ))其中: - USL为上限规格限制 - LSL为下限规格限制 - μ为过程的平均值 - σ为过程的标准差3. CPK表格模板下面是一个简单的CPK表格模板,供您参考和使用。
序号数据点规格限制均值标准差CPK1 32 30-35 33 1.2 0.832 30 30-35 33 1.2 0.833 35 30-35 33 1.2 0.834 35 30-35 33 1.2 0.835 33 30-35 33 1.2 0.836 31 30-35 33 1.2 0.837 32 30-35 33 1.2 0.838 32 30-35 33 1.2 0.839 34 30-35 33 1.2 0.8310 31 30-35 33 1.2 0.83在表格中,每一行代表一个数据点,包括数据点的序号、实际数据、规格限制范围、过程的平均值、过程的标准差以及计算得到的CPK值。
4. 如何使用CPK表格模板使用CPK表格模板需要按照以下步骤进行:步骤一:收集数据首先,收集您需要评估的过程的数据。
具体数据的收集方式会根据不同的过程而有所不同。
步骤二:计算均值和标准差使用收集到的数据,计算过程的平均值和标准差。
步骤三:确定规格限制确定过程的规格限制,即上限规格限制(USL)和下限规格限制(LSL)。
步骤四:填写表格根据收集到的数据和计算结果,填写CPK表格中的相应栏目。
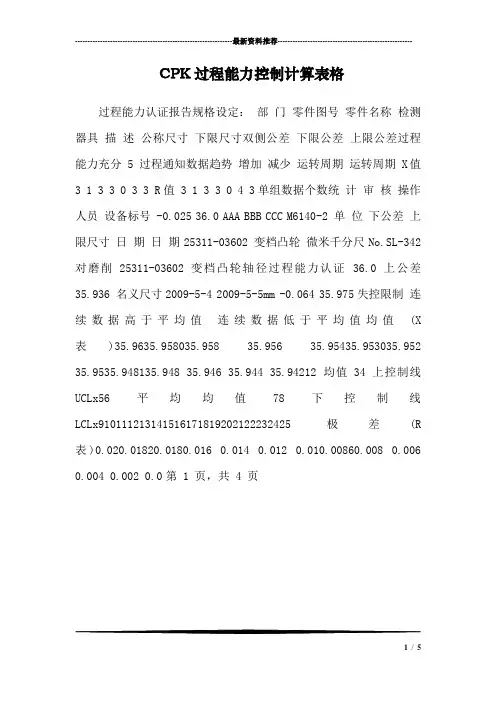
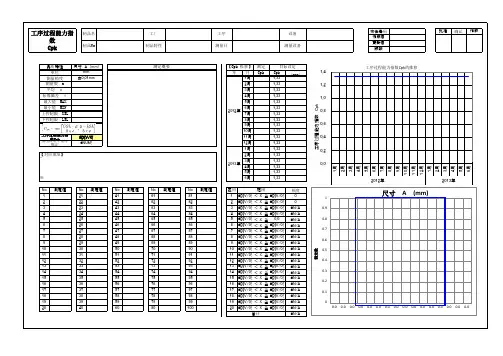
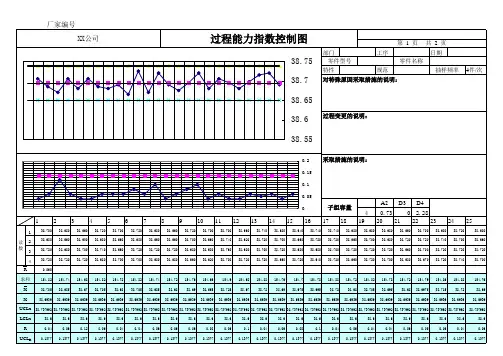
---------------------------------------------------------------最新资料推荐------------------------------------------------------CPK过程能力控制计算表格过程能力认证报告规格设定:部门零件图号零件名称检测器具描述公称尺寸下限尺寸双侧公差下限公差上限公差过程能力充分 5 过程通知数据趋势增加减少运转周期运转周期 X值3 1 3 3 0 3 3 R值 3 1 3 3 0 4 3单组数据个数统计审核操作人员设备标号 -0.025 36.0 AAA BBB CCC M6140-2 单位下公差上限尺寸日期日期25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差35.936 名义尺寸2009-5-4 2009-5-5mm -0.064 35.975失控限制连续数据高于平均值连续数据低于平均值均值(X 表)35.9635.958035.958 35.956 35.95435.953035.952 35.9535.948135.948 35.946 35.944 35.94212均值34上控制线UCLx56平均均值78下控制线LCLx910111213141516171819202122232425极差(R 表)0.020.01820.0180.016 0.014 0.012 0.010.00860.008 0.006 0.004 0.002 0.0第 1 页,共 4 页1/ 5过程能力认证报告0.0过程能力充分15 16 17 18 19 20 21 22 23 24 2512极差34上控制线r56平均均值7891011121314下控制线LCLr 第 2 页,共 4 页---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告部门零件图号零件名称检测器具描述公称尺寸下限尺寸 25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差 35.936 名义尺寸统计审核操作人员设备标号 -0.025 36.0LSL80 25 25 22 60 20 18 19 50 4011 49过程能力充分2009-5-4 2009-5-5AAA BBB CCC M6140-2日期日期统计描述数据个数n 尺寸下限 (LSL) 公称值尺寸上限 (USL) 数据总数平均均值( X ) 最大值Max 最小值Min 低于下限数据个数高于上限数据个数平均极差(R) D2 ,n=5 高能力指数 (CPU) 低能力指数(CPL) 过程能力指数 (Cp) 过程能力(Cpk) 过程比率(CR) 标准偏差 (n-1) 标准偏差(n) 方差(n-1) 方差(n) 性能指数(PP) 性能比率(PR) 性能指数(Ppk) 15 35.95535.960 35.951 35.952 35.95135.9538 0.009数值125 35.936036.0000 35.9750 4,494.1290 35.9530 35.9620 35.9450 0 0 0.0086 2.3260 1.9805 1.5355 1.7580 1.5355 0.5688 0.0034 0.0034 0.0000 0.0000 1.8854 0.5304 1.6467单位下公差上限尺寸mm -0.064 35.975USL样本柱状分布图30控制线柱状分布图70 70 35.9360 35.9750151310 7 5 1 0 35.94 9 35.95 1 35.95 6 35.95 8 35.96 135.94 6 35.95 9 630 20 2 10 0 35.94 4 35.94 8 35.95 435.95 3 016 035.9 320 35.9 63 35.9 40 35.9 4835.9 560 35.9 710 35.9 790 35.9 8735.9 24分 n1 2 3 4 5 均值X 35.9518 极差R 0.012 21 n 1 35.956 2 35.958 3 35.955 4 35.957 5 35.945 1 35.949 35.959 35.947 35.951 35.9533/ 52 35.956 35.957 35.952 35.949 35.95535.9538 0.008组数据11 35.953 35.952 35.960 35.953 35.95735.955 0.0083 35.949 35.946 35.949 35.950 35.95535.9498 0.0094 35.951 35.958 35.949 35.953 35.95535.9532 0.0095 35.956 35.954 35.955 35.953 35.95535.9546 0.0036 35.951 35.947 35.951 35.953 35.95535.9514 0.0087 35.951 35.956 35.956 35.953 35.95435.954 0.0058 35.956 35.947 35.956 35.953 35.95535.9534 0.0099 35.951 35.955 35.956 35.953 35.95435.9538 0.00510 35.951 35.949 35.957 35.948 35.95035.951 0.00912 35.951 35.956 35.951 35.955 35.95835.9542 0.00713 35.951 35.956 35.949 35.949 35.95135.9512 0.00714 35.951 35.957 35.960 35.953 35.94935.954 0.01116 35.949 35.959 35.951 35.951 35.94835.9516 0.01117 35.951 35.953 35.960 35.951 35.95035.953 0.0118 35.951 35.957 35.954 35.950 35.95235.9528 0.00719 35.952 35.961 35.955 35.950 35.95635.9548 0.01120 35.953 35.947 35.952 35.955 35.95335.952 0.00822 35.952 35.949 35.957 35.954 35.95623 35.951 35.953 35.954 35.953 35.96224 35.949 35.958 35.951 35.953 35.95125 35.953 35.950 35.952 35.956 35.948注意第 3 页,共 4 页---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告均值X 35.9542 极差R 0.01335.9536 0.008 35.9546 0.011 35.9524 0.009 35.9518 0.008过程能力充分第 4 页,共 4 页5/ 5。
---------------------------------------------------------------最新资料推荐------------------------------------------------------
CPK过程能力控制计算表格
过程能力认证报告规格设定:部门零件图号零件名称检测器具描述公称尺寸下限尺寸双侧公差下限公差上限公差过程能力充分 5 过程通知数据趋势增加减少运转周期运转周期 X值3 1 3 3 0 3 3 R值 3 1 3 3 0 4 3单组数据个数统计审核操作人员设备标号 -0.025 36.0 AAA BBB CCC M6140-2 单位下公差上限尺寸日期日期25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差35.936 名义尺寸2009-5-4 2009-5-5mm -0.064 35.975失控限制连续数据高于平均值连续数据低于平均值均值(X 表)35.9635.958035.958 35.956 35.95435.953035.952 35.9535.948135.948 35.946 35.944 35.94212均值34上控制线UCLx56平均均值78下控制线LCLx910111213141516171819202122232425极差(R 表)0.020.01820.0180.016 0.014 0.012 0.010.00860.008 0.006 0.004 0.002 0.0第 1 页,共 4 页
1/ 5
过程能力认证报告0.0过程能力充分15 16 17 18 19 20 21 22 23 24 2512极差34上控制线r56平均均值7891011121314下控制线LCLr 第 2 页,共 4 页
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告部门零件图号零件名称检测器具描述公称尺寸下限尺寸 25311-03602 变档凸轮微米千分尺No.SL-342 对磨削25311-03602变档凸轮轴径过程能力认证 36.0 上公差 35.936 名义尺寸统计审核操作人员设备标号 -0.025 36.0LSL80 25 25 22 60 20 18 19 50 4011 49过程能力充分2009-5-4 2009-5-5AAA BBB CCC M6140-2日期日期统计描述数据个数n 尺寸下限 (LSL) 公称值尺寸上限 (USL) 数据总数平均均值( X ) 最大值Max 最小值Min 低于下限数据个数高于上限数据个数平均极差(R) D2 ,n=5 高能力指数 (CPU) 低能力指数(CPL) 过程能力指数 (Cp) 过程能力(Cpk) 过程比率(CR) 标准偏差 (n-1) 标准偏差(n) 方差(n-1) 方差(n) 性能指数(PP) 性能比率(PR) 性能指数(Ppk) 15 35.955
35.960 35.951 35.952 35.95135.9538 0.009数值125 35.9360
36.0000 35.9750 4,494.1290 35.9530 35.9620 35.9450 0 0 0.0086 2.3260 1.9805 1.5355 1.7580 1.5355 0.5688 0.0034 0.0034 0.0000 0.0000 1.8854 0.5304 1.6467单位下公差上限尺寸mm -0.064 35.975USL样本柱状分布图30控制线柱状分布图70 70 35.9360 35.9750151310 7 5 1 0 35.94 9 35.95 1 35.95 6 35.95 8 35.96 135.94 6 35.95 9 630 20 2 10 0 35.94 4 35.94 8 35.95 435.95 3 016 035.9 320 35.9 63 35.9 40 35.9 4835.9 560 35.9 710 35.9 790 35.9 8735.9 24分 n1 2 3 4 5 均值X 35.9518 极差R 0.012 21 n 1 35.956 2 35.958 3 35.955 4 35.957 5 35.945 1 35.949 35.959 35.947 35.951 35.953
3/ 5
2 35.956 35.957 35.952 35.949 35.95535.9538 0.008组数据11 35.95
3 35.952 35.960 35.953 35.95735.955 0.0083 35.949 35.946 35.949 35.950 35.95535.9498 0.009
4 35.951 35.958 35.949 35.953 35.95535.9532 0.009
5 35.95
6 35.954 35.955 35.953 35.95535.9546 0.0036 35.951 35.94
7 35.951 35.953 35.95535.9514 0.0087 35.951 35.956 35.956 35.953 35.95435.954 0.005
8 35.956 35.947 35.956 35.953 35.95535.9534 0.009
9 35.951 35.955 35.956 35.953 35.95435.9538 0.00510 35.951 35.949 35.957 35.948 35.95035.951 0.00912 35.951 35.956 35.951 35.955 35.95835.9542 0.00713 35.951 35.956 35.949 35.949 35.95135.9512 0.00714 35.951 35.957 35.960 35.953 35.94935.954 0.01116 35.949 35.959 35.951 35.951 35.94835.9516 0.01117 35.951 35.953 35.960 35.951 35.95035.953 0.0118 35.951 35.957 35.954 35.950 35.95235.9528 0.00719 35.952 35.961 35.955 35.950 35.95635.9548 0.01120 35.953 35.947 35.952 35.955 35.95335.952 0.00822 35.952 35.949 35.957 35.954 35.95623 35.951 35.953 35.954 35.953 35.96224 35.949 35.958 35.951 35.953 35.95125 35.953 35.950 35.952 35.956 35.948注意第 3 页,共 4 页
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 过程能力认证报告均值X 35.9542 极差R 0.01335.9536 0.008 35.9546 0.011 35.9524 0.009 35.9518 0.008过程能力充分第 4 页,共 4 页
5/ 5。