刀具破损形式
- 格式:doc
- 大小:57.50 KB
- 文档页数:1
刀具破损的主要形式及其产生的原因有以下几个方面第一篇:刀具破损的主要形式及其产生的原因有以下几个方面刀具破损的主要形式及其产生的原因有以下几个方面(1)后刀面磨损后刀面磨损是由机械交变应力引起的出现在刀具后刀面上的摩擦磨损。
如果刀具材料较软,刀具的后角偏小,加工过程中的切削速度偏高,进给量太小,都会造成刃具后刀面的磨损过量,并由此使得加工表面的尺寸和精度降低,增大切削中的摩擦阻力。
因此应该选择耐磨性较高的刀具材料,同时降低切削速度,加大进给量,增大刀具后角。
如此才能避免或减少刀具后刀面磨损现象的产生。
(2)边界磨损主切削刃上的边界磨损常发生于与工件的接触面处。
主要原因是工件表面硬化、微信公众号:hcsteel锯齿状切屑造成的摩擦。
解决措施是降低切削速度和进给速度,同时选择耐磨刀具材料,并增大刀具的前角,使切削刃锋利,(3)前刀面磨损前刀面磨损是在刀具的前刀面上由摩擦和扩散导致的磨损。
前刀面磨损主要由切屑和工件材料的接触,以及对发热区域的扩散引起。
另外刀具材料过软,加工过程中切削速度较高,进给量较大,也是前刀面磨损产生的原因。
前刀面磨损会使刀具产生变形、干扰排屑、降低切削刃的强度。
应该采用降低切削速度和进速度,同时选择涂层硬质合金材料,来达到减小前刀面磨损的目的。
(4)塑性变形塑性变形是切削刃在高温或高应力作用下F产生的变形。
切削速度和进给速度太高以及工件材料中硬点的作用,刀具具材料太软和切削刃温度较高等现象,都是产生塑性变形的主要原因。
塑性变形的产生会影响切屑的形成质量,并导致刀具崩刃。
可以通过采取降低切削速度和进给速度,选择耐磨性高和导热性能好的刀具材料等措施,达到减少塑性变形的目的。
(5)积屑瘤积屑瘤是指工件材料在刀具上的黏附物质积屑瘤的产生会大大降低工件表面的加工质量,会改变切削刃的形状并最终导致切削刃崩刃。
采取的对策是提高切削速度,选择涂层硬质合金或金属陶瓷等刀具材料,并在加工过程中使用冷却液。
常见的刀具磨损的形式及应对措施
1、擦伤磨损
当后面有相当厉害的条状磨损发生时,采纳细粒子料子的刀具,而且要经过高温淬火来加强其硬度和强度。
这儿推举含微量碳化钽。
2、月牙洼磨损
当前面有相当厉害的凹状磨损发生时,应考虑高温时的扩散和
强度,推举使用碳化钛、碳化钽含量高的料子。
3、崩刃
刀后面有细小的碎粒落下时,再认真地研磨刀尖,对切削刃也
要进行珩磨,可以大幅度地削减碎屑。
对于那些在加工时需要采纳大的前角的料子(譬如说软钢)。
4、热龟裂
当前面或者后面产生严重的裂缝时,推举使用热传导性能好、
不易产生热疲乏的M系列用途料子。
5、缺口
刀具监控系统沿着刀刃产生比较大的缺口时,为了加强切削刃
的耐撞击性,将前角向负的方向修正,假如更改刀刃形状也无效果是,选择韧性高的料子。
6、异常碎屑
由于发热而在刀刃上产生严重的缺口时,可降低切削速度,或
者使用耐高温的料子。
7、积屑瘤的剥离
很多场合下,在前面或者后面去除积屑瘤时,会发生切削刃被
剥离的现象。
这种情况下要选择大的前角,或者提高切削速度。
假如以上措施不见效,选择钴含量较高的料子。
还有在提高切
削速度的情况下可选择以碳化钛为重要成分的陶瓷合金系列的料子。
*后对各种方法进行比较后再选定。
8、塑性变形
对于切削中由于高热而产生的刀刃塑性变形,可选择钴含量低的、高温时强度高的料子。
9、成片剥离
由于切削中的振动,工件料子产生弹性变形,在前面显现剥离
现象,此时可选择钴含量高的、韧性好的料子。
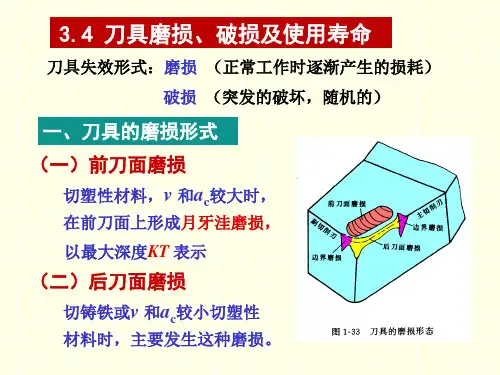
3.4 刀具磨损、破损及使用寿命刀具失效形式:磨损(正常工作时逐渐产生的损耗)破损(突发的破坏,随机的)一、刀具的磨损形式(一)前刀面磨损切塑性材料,v 和a c较大时,在前刀面上形成月牙洼磨损,以最大深度KT 表示(二)后刀面磨损切铸铁或v 和a c较小切塑性材料时,主要发生这种磨损。
后刀面磨损带不均匀,刀尖部分磨损严重,最大值为VC;中间部位磨损较均匀,平均磨损宽度以VB表示;边界处磨损严重,以VN表示。
(三)边界磨损切钢料时,主刃、副刃与工件待加工表面或已加工表面接触处磨出沟纹,称为边界磨损。
边界处的加工硬化层、硬质点、较大的应力梯度和温度梯度所造成。
二、刀具磨损的原因(一)磨料磨损切屑或工件表面上的硬质点(碳化物、氧化物等)对刀具表面刻划作用造成的机械磨损。
低速切削时,磨料磨损是刀具磨损的主要原因(HSS刀)。
(二)粘结磨损刀具与切屑、工件间存在高温高压和强烈摩擦,达到原子间结合而产生粘结现象,又称为冷焊。
相对运动使粘接点破裂而被工件材料带走,造成粘结磨损。
中速切削形成不稳定积屑瘤时,磨损严重;刀工材料硬度比小亲合力大时磨损严重;刀具刃磨质量差磨损严重。
(三)扩散磨损刀具与切屑、工件接触处由于高温作用,双方化学元素在固态下互相扩散,使刀材成分、结构改变造成磨损。
切削温度越高扩散越快;刀工材料亲合力越大扩散越快;高速切削时扩散磨损是刀具磨损的主要原因。
(四)化学磨损一定温度下,刀材与空气中的氧、切削液中的硫、氯起化学作用,生成较软的化合物,造成刀具磨损。
化学磨损是边界磨损原因之一;主要发生在较高速切削条件下。
(五)热电磨损切削区高温,在刀工间产生热电势加快扩散加剧刀具磨损。
三、刀具磨损过程及磨钝标准(一)刀具磨损过程1. 初期磨损阶段与刀具刃磨质量有关2. 正常磨损阶段VB与切削时间近似正比斜率表示磨损强度3. 急剧磨损阶段切削力、温度急升,刀具磨损加剧,之前换刀(二)刀具磨损标准刀具磨损到一定限度后就不能继续使用,这个磨损限度称为磨钝标准。
刀具磨损的形态及其原因
切削金属时,刀具一方面切下切屑,另一方面刀具本身也要发生损坏。
刀具破损的形式主要有磨损和破损两类。
前者是连续的逐渐磨损,属正常磨损;后者包括脆性破损(如崩刃、碎断、剥落、裂纹破损等)和塑性破损两种,属非正常磨损。
刀具磨损后,使工件加工精度降低,表面粗糙度增大,并导致切削力加大、切削温度升高,甚至产生振动,不能继续正常切削。
因此,刀具磨损直接影响加工效率、质量和成本。
刀具正常磨损的形式有以下几种:
1.前刀面磨损
2.后刀面磨损
3.边界磨损(前、后刀面同时磨损)
从对温度的依赖程度来看,刀具正常磨损的原因主要是机械磨损和热、化学磨损。
机械磨损是由工件材料中硬质点的刻划作用引起的,热、化学磨损则是由粘结(刀具与工件材料接触到原子间距离时产生的结合现象)、扩散(刀具与工件两摩擦面的化学元素互相向对方扩散、腐蚀)等引起的。
磨粒磨损
在切削过程中,刀具上经常被一些硬质点刻出深浅不一的沟痕。
磨粒磨损对高速钢作用较明显。
粘结磨损
刀具与工件材料接触到原子间距离时产生的结合现象,称粘结。
粘结磨损就是由于接触面滑动在粘结处产生剪切破坏造成。
扩散磨损
切削时在高温作用下,接触面间分子活动能量大,造成了合金元素相互扩散置换,使刀具材料机械性能降低,若再经摩擦作用,刀具容易被磨损。
扩散磨损是一种化学性质的磨损。
相变磨损
当刀具上*高温度超过材料相便温度时,刀具表面金相组织发生变化。
如马氏体组织转变为奥氏体,使硬度下降,磨损加剧。
氧化磨损
氧化磨损是一种化学性质的磨损。



金属机床切削刀具破损产生的原因及对策刀具破损是指刀具的非正常磨损而造成的损坏。
如:打刀、崩刀、钻头折断等。
在金属切削过程中,当刀具还没有达到磨钝标准甚至在刀具尚未产生明显磨损时,因刀具破损常使切削工作不能正常进行。
特别是加工高硬度材料或对脆性较大的材料进行断续切削时,这种现象就更多。
据有关资料介绍,硬质合金刀具大约有50%~60%因破损使切削工作不能正常进行,至于陶瓷刀具,这个比例数就更高了。
刀具破损,不仅使刀具过早地丧失了切削能力,而且破损的刀具重新刃磨困难,有时甚至不能修复。
1 刀具破损的形式刀具破损按其在切削过程中发生的时期,可分为早期破损和后期破损。
所谓早期破损,是指在切削刚开始或开始不久,刀具的前、后刀面尚未发现明显的磨损(一般VB≤0.1 mm)时,发生的刀具破损,切削高硬度材料或对脆性较大的材料进行断续切削时,最常出现的就是早期破损。
而所谓后期破损,则是在切削加工进行了一定时间后,刀具因疲劳等原因产生的破损。
刀具早期破损比后期破损对正常切削的影响更大。
刀具破损按其破损性质分为塑性破损和脆性破损两大类,下面就介绍一下这两类破损的表现形式。
1.1 刀具的塑性破损在金属切削过程中,由于前、后刀面受到高温高压的作用,使其与切屑和加工表面的接触表层发生较严重的塑性变形,当这种塑性变形超出了正常磨损范围,而使刀具丧失了切削能力,这就是刀具的塑性破损。
最常见的塑性破损是卷刃、刀尖塌陷。
刀具塑性破损过程,可以用图1—1的示意图说明:在切削刚开始的瞬间,由于切削刃处的强度最弱,首先产生钝圆,随后,钝圆半径逐渐增大,致使后刀面接触层发生塑性流动,导致实际后角发生变化,并在某一区段上等于零,使后刀面上的接触面积增大,刀具材料从接触区向后刀面流动,细颗粒从流动的刀具材料上脱落,被已加工表面带走,刀具因此而失去切削能力。
刀具的塑性破损与工件材料、刀具材料及切削条件(如切削用量、切削温度等)有关。
由于刀具材料不同和工件材料的不同,刀具塑性破损则会在不同的切削用量下发生。
刀具磨损形态和磨损机制1.刀具磨损的形态(1)前刀具破损(月牙洼磨损)切削塑性材料时,如果切削速度和切削厚度较大,切屑在前刀面上经常会磨出一个月牙洼,这种磨损形式称作前刀面磨损。
出现月牙洼的部位就是切削温度*高的部位。
月牙洼和切削刃之间有一条小棱边,月牙洼随着刀具磨损不断变大,当月牙洼扩展到使棱边变得很窄时,切削刃强度降低,极易导致崩刃。
月牙洼磨损量以其深度KT表示。
(2)后刀面磨损由于后刀面和加工表面间的强烈摩擦,后刀面靠近切削刃部位会逐渐地被磨成后角为零的小棱面,这种磨损形式称作后刀面磨损。
切削铸铁和以较小的切削厚度、较低的切削速度切削塑性材料时,后刀面磨损是主要形态。
后刀面上的磨损棱带往往不均匀,刀尖附近(C区)因强度较差,散热条件不好,磨损较大;中间区域(B区)磨损较均匀,其平均磨损宽度以VB 表示。
(3)边界磨损切削钢料时,常在主切削刃靠近工件外皮处和副切削刃靠近刀尖处的后刀面上磨出较深的沟纹,这种磨损称作边界磨损。
沟纹的位置在主切削刃与工件待加工表面、副切削刃与已加工表面接触的部位。
2.刀具磨损机制(1)硬质点划痕由工件材料中所含的碳化物、氮化物和氧化物等硬质点以及积屑瘤碎片等在刀具表面上划出一条条沟纹,造成机械磨损。
硬质点划痕在各种切削速度下都存在,它是低速切削刀具(如拉刀、板牙等)产生磨损的主要原因。
(2)冷焊粘结切削时,切屑与前刀面之间由于高正压力和高温度的作用,切屑底面材料与前刀面发生冷焊粘结形成冷焊粘结点,在切屑相对于刀具前刀面的运动中冷焊粘结点处刀具材料表面微粒会被切屑粘走,造成粘结磨损。
上述冷焊粘结磨损机制在工件与刀具后刀面之间也同样存在。
在中等偏低的切削速度条件下,冷焊粘结是产生磨损的主要原因。
(3)扩散磨损切削过程中,刀具后刀面与已加工表面、刀具前刀面与切屑底面相接触,由于高温和高压的作用,刀具材料和工件材料中的化学元素相互扩散,使刀具材料化学成分发生变化,耐磨性能下降,造成扩散磨损。
金属切削原理与刀具Principle of Metal Cutting and Cutting Tools 第六章刀具磨损、破损和刀具耐用度第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态6.2 刀具磨损的原因6.3 刀具磨损过程及磨钝标准6.4 刀具耐用度的经验公式及刀具耐用度的分布6.5 合理耐用度的选用原则6.6 刀具的破损磨损:切削时的摩擦使得刀具材料逐渐磨钝,造成切削部分形状和尺寸改变切削力增加;切削温度上升;切削颜色改变;产生振动;工件尺寸超差;已加工表面质量明显恶化刀具损坏形式主要有:磨损和破损。
磨损损坏是连续的逐渐磨损;破损包括脆性破损和塑性破损刀片磨损车削用金属陶瓷刀片刀尖半径处后刀面磨损和月牙洼磨损第六章刀具磨损、破损和刀具耐用度6.1 刀具磨损的形态一、前刀面磨损切削塑性材料时,如果切削速度和切削厚度较大,在刀具前刀面上经常会磨出一个月牙洼。
前刀面月牙洼磨损值以其最大深度KT表示。
图6-1 刀具的磨损形态二、后刀面磨损加工脆性材料或在切削速度较低、切削厚度较小(<0.1mm)的塑性材料,前刀面上刀屑间的作用相对较弱,主要发生后刀面磨损,后刀面磨损带往往不均匀。
刀尖处VC,主切削刃靠近工件外皮处的后刀面VN,中间部位磨损较均匀VB、VBmax。
图6-3 刀具磨损的测量位置三、边界磨损切削钢料时,常在主切削刃靠近工件外皮处以及刀尖处的后刀面上,磨出较深的沟纹,这就是边界磨损(图6-4)。
加工铸、锻等外皮粗糙的工件,也容易发生边界磨损。
发生边界磨损的原因:(1)应力梯度,引起很大的剪应力。
(2)加工硬化作用,边界处切削厚度为零,刀刃打滑。
刀具的磨损方式1.前刀面为主,后刀面轻微的磨损2.后刀面为主,前刀面轻微的磨损3.前刀面、后刀面同时磨损4.切削刃口变圆钝化1. 前刀面为主,后刀面轻微的磨损•切削塑性材料;•切削速度较高;•切削厚度较大;•负前角;•产生积屑瘤时2. 后刀面为主,前刀面轻微的磨损•切削脆性材料;•塑性材料切削速度较低;•塑性材料切削厚度较小;•增大前角,减小后角时更明显;•切削韧性大、导热性差的材料(不锈钢)3. 前刀面、后刀面同时磨损•切削塑性金属时,如果切削厚度适中4. 切削刃口变圆钝化•耐磨性、红硬性好的刀具精加工导热性差的材料;•切削韧性大、导热性差的材料第六章刀具磨损、破损和刀具耐用度5.2 刀具磨损的原因一、硬质点磨损(磨料磨损)二、粘结磨损三、扩散磨损四、氧化磨损一、硬质点磨损(磨料磨损)1. 概念工件材料中含有硬度极高的硬质点在刀具表面刻划出沟纹(机械磨损)。