plc编程资料
- 格式:doc
- 大小:36.50 KB
- 文档页数:15
第一章 可编程控制器简介可编程序控制器,英文称Programmable Controller ,简称PC 。
但由于PC 容易和个人计算机(Personal Computer )混淆,故人们仍习惯地用PLC 作为可编程序控制器的缩写。
它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC 是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC 的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。
用户在购到所需的PLC 后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC 应用于生产实践。
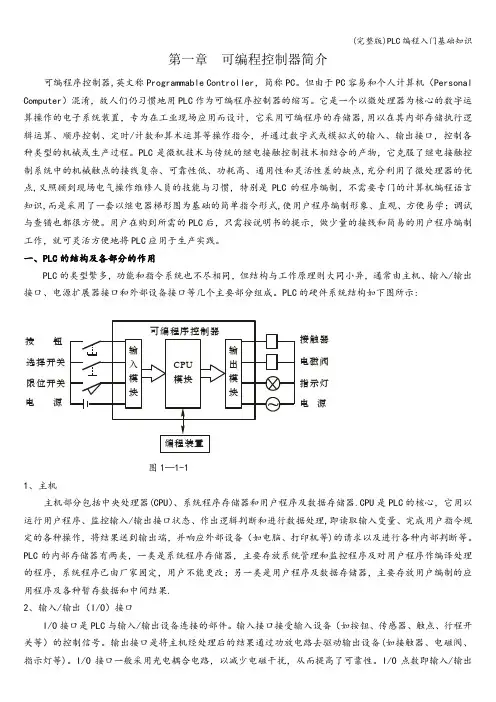
一、PLC 的结构及各部分的作用PLC 的类型繁多,功能和指令系统也不尽相同,但结构与工作原理则大同小异,通常由主机、输入/输出接口、电源扩展器接口和外部设备接口等几个主要部分组成。
PLC 的硬件系统结构如下图所示:图1—1-1 1、主机主机部分包括中央处理器(CPU )、系统程序存储器和用户程序及数据存储器.CPU 是PLC 的核心,它用以运行用户程序、监控输入/输出接口状态、作出逻辑判断和进行数据处理,即读取输入变量、完成用户指令规定的各种操作,将结果送到输出端,并响应外部设备(如电脑、打印机等)的请求以及进行各种内部判断等。
PLC 的内部存储器有两类,一类是系统程序存储器,主要存放系统管理和监控程序及对用户程序作编译处理的程序,系统程序已由厂家固定,用户不能更改;另一类是用户程序及数据存储器,主要存放用户编制的应用程序及各种暂存数据和中间结果. 2、输入/输出(I/O )接口I/O 接口是PLC 与输入/输出设备连接的部件。
plc编程学习PLC编程是现代自动化控制中不可或缺的一项技能,它负责将一系列机械、电气和电子元件的动作过程组织起来,以实现对机器和生产过程的自动化控制。
作为一种编程技能,PLC 编程必须掌握一定的理论知识和实践经验,下面我们将来了解一下PLC编程学习的相关内容。
1. 学习PLC编程的基础知识PLC编程需要掌握一定的理论知识和技能,由于PLC本质上是一种电子计算机,所以需要学习计算机的基础知识,如二进制、逻辑运算、输入输出、数据类型等。
此外,需要了解PLC的基本构造和工作原理,包括CPU、输入输出模块、存储器、通讯接口等组成部分。
同时,还需要掌握常见的PLC编程语言,如Ladder,Function Block Diagram,Structured Text等,熟悉它们的语法、结构和各种指令的用法。
2. 学习PLC编程实践PLC编程需要掌握实际操作技能,因此需要进行大量的编程实践,以熟悉各种PLC编程语言的用法和特点。
可以使用虚拟仿真软件进行模拟练习,也可以使用实际的PLC控制器进行测试。
初学者可以从简单的基本控制开始,如灯的开关控制、计时器、计数器等,随着经验的积累,可以逐渐进行更复杂的控制,如PID控制、通信控制、数据采集等。
3. 学习PLC编程实践中的注意点在PLC编程实践中,需要注意以下几点:(1)编写的程序必须具有稳定性和可靠性,需要经过充分的测试和调试。
(2)对于复杂的控制系统,需要进行模块化设计,将整个系统划分为多个模块,各自负责不同的控制任务,以便于程序的编写和维护。
(3)需要注意程序的可读性和可维护性,程序代码应该尽量简洁清晰,以便于后续的修改和升级。
4. 了解PLC编程在实际应用中的应用PLC编程在实际应用中有广泛的应用,如自动化生产线、交通信号灯、机器人控制、智能家居等领域。
在实际应用中,需要根据实际情况进行程序设计,如考虑输入输出的个数和类型,考虑实时性、精度和稳定性等因素。
plc必背50编程实例【实用版】目录1.PLC 编程基础知识2.PLC 的工作原理3.PLC 的分类4.PLC 的功能和应用5.编程必背 50 个 PLC 程序正文一、PLC 编程基础知识1.了解 PLC 的结构和工作原理PLC(可编程逻辑控制器)是一种数字计算机,用于控制机器或工厂的自动化过程。
它具有用于输入(I/O)和输出(I/O)的端口,以及用于执行程序的 CPU。
2.学习 PLC 语言(如 ladder, logic、structured, text、function, block, diagrams)的语法和用法PLC 有多种编程语言,如梯形图(ladder diagram)、逻辑功能图(logic function diagram)、结构化文本(structured text)、功能块图(function block diagram)等。
学习这些语言的语法和用法对于有效地编程至关重要。
3.掌握不同类型的I/O连接方式及其它外围设备的配置方法I/O连接方式包括输入和输出信号的连接,以及传感器和执行器等外围设备的配置。
了解并掌握这些连接方式和配置方法对于PLC编程至关重要。
二、PLC 的工作原理1.PLC 的开机运行过程PLC 开机后,其工作过程一般分为三个阶段:输入采样、用户程序执行和输出刷新。
这些阶段的完成称为一个扫描周期。
2.PLC 的扫描周期在扫描周期中,PLC 首先从输入端口读取输入信号,然后执行用户程序,并根据程序的结果更新输出信号,最后将更新后的输出信号发送到输出端口。
三、PLC 的分类1.整体式 PLC整体式 PLC 是一种容纳电源、CPU、输入/输出等的盒子。
它通常称为基本单元,并且可以配备特殊的功能单元,如模拟单元和位置控制单元,以便扩展其功能。
这种 PLC 的特点是结构紧凑、体积小、价格低。
2.模块化 PLC模块化 PLC 是将 PLC 的各个组成部分做成几个独立的模块,如CPU 模块、IO 模块、电源模块等。
完整版PLC编程入门基础知识PLC编程入门基础知识PLC(Programmable Logic Controller)被广泛应用于自动化控制领域。
PLC是一种可编程的数字计算机,用于控制硬件设备,例如机器人、流水线、加工中心、挖掘机等。
在本文中,我们将解释所有入门级别的基本PLC编程知识。
PLC概述PLC与其他数字计算机的区别在于其I/O端口。
PLC可以与现实世界中的硬件设备相连,并从中获取信息,然后用这些信息控制硬件的行为。
实际上,PLC可以被看作是一个中间件,用于连接工厂的各种硬件设备。
PLC内部PLC内部由四个主要部分组成:输入模块、输出模块、CPU和编程软件。
输入模块接收现实世界中的信号,例如按钮按下或传感器信号。
输出模块向外部发送信号,例如电机转动或灯亮。
CPU负责处理输入和输出模块之间的信息,以及执行PLC程序。
编程软件用于编写PLC程序,并对程序进行调试和修改。
PLC编程语言PLC编程语言是用于编写PLC程序的语言。
最常用的PLC编程语言是Ladder Logic。
Ladder Logic类似于电气图表,并通过旗帜和电路连接表示逻辑关系和控制信号。
Ladder Logic易于学习,易于使用,因此最受欢迎。
此外,PLC编程语言还包括Function Block Diagram、Structured Text、Instruction List等其他语言。
PLC编程步骤PLC编程按以下步骤进行:1. 定义输入和输出:首先定义需要控制的硬件设备的输入和输出。
每个输入(例如按钮)都有一个相应的输出(例如电机)。
2. 确定逻辑关系:通过旗帜、电路连接和Ladder Logic 确定输入和输出的逻辑关系。
在编程过程中,可以使用图标或变量来表示逻辑运算符,例如and、or、not等。
3. 编写PLC程序:使用已确定的逻辑关系,编写程序。
程序可以使用任何PLC编程语言。
4. 下载程序:使用编程软件将程序下载到PLC中。


PLC必背50编程实例介绍PLC(可编程逻辑控制器)是一种用于控制工业自动化过程的电子设备。
它使用编程语言来控制机器、设备和生产线的运行。
PLC编程实例是为了帮助工程师更好地理解和掌握PLC编程技术而设计的一系列实际案例。
本文将介绍50个必背的PLC 编程实例,涵盖了各种常见的控制任务和应用场景。
1. 点亮LED灯1.1 需求描述在PLC上控制一个LED灯,使其点亮。
1.2 实现步骤1.连接PLC输出口和LED灯。
2.使用PLC编程软件创建一个输出位。
3.将输出位与PLC输出口绑定。
4.编写PLC程序,将输出位设置为高电平。
1.3 代码示例-- 定义输出位Output_LED: BOOL;-- 主程序Main:-- 将输出位设置为高电平Output_LED := TRUE;2. 控制电机转动2.1 需求描述使用PLC控制一个电机按照设定的方向和速度转动。
2.2 实现步骤1.连接PLC输出口和电机控制器。
2.使用PLC编程软件创建两个输出位,一个控制电机的正转,一个控制电机的反转。
3.将输出位与PLC输出口绑定。
4.编写PLC程序,根据需要设置正转或反转输出位。
2.3 代码示例-- 定义输出位Output_Forward: BOOL;Output_Reverse: BOOL;-- 主程序Main:-- 将正转输出位设置为高电平,反转输出位设置为低电平Output_Forward := TRUE;Output_Reverse := FALSE;3. 按钮控制输出3.1 需求描述使用PLC控制一个输出位,通过按下按钮进行开关控制。
3.2 实现步骤1.连接PLC输入口和按钮。
2.连接PLC输出口和负载(如灯、电机等)。
3.使用PLC编程软件创建一个输入位和一个输出位。
4.将输入位与PLC输入口绑定,将输出位与PLC输出口绑定。
5.编写PLC程序,根据输入位的状态来控制输出位。
3.3 代码示例-- 定义输入位Input_Button: BOOL;-- 定义输出位Output_Load: BOOL;-- 主程序Main:-- 当按钮被按下时,将输出位设置为高电平;否则,将输出位设置为低电平IF Input_Button THENOutput_Load := TRUE;ELSEOutput_Load := FALSE;END_IF;结论本文介绍了PLC必背的50个编程实例,涵盖了点亮LED灯、控制电机转动、按钮控制输出等常见的PLC控制任务。
PLC 编程资料、 PLC 编程软件随着现代工业设备自动化,越来越多的工厂设备将采用 PLC、变频器、人机介面等自动化器件来控制,因此设备自动化程度越来越高。
对设备的保护人员的技术要求越来越严格。
作为一名合格的技术员,需要掌握的技术也越来越多,越来越全面性,以此来满足自动化的睁开及要求,因此设备相关的资料及软件,对我们技术员来说是必需具备的,为了满足大家的要求。
经过多年的积累,整理出四种最常用的三菱、OMRON 、AB 、及西门子公司的相关资料及软件,特价向大家供应,详细软件资料清单见下面。
A 盘:包含:西门子新版 LOGOV4.0 控制器编程软件, LOGO 新版使用手册大全。
新版 S7-200PLC 中文版编程软件, s7_200_sim 模拟软件汉化版, S7-200 的中文系统手册大全。
S7-200 上位机软件PC_Access_V10。
OP、 TP 系列中文版编程软件及编程手册大全,WINCC 中文版编程手册, Protool 中文手册,西门子 STEP5 教程中文版〔 NEW〕,PG702 编程器操作手册,全部西门子公司自动化设备相关的中文资料, S7-200 与 S7-300 的应用论文集, S7-200 的应用实例〔中文说明〕,梯形图 (LAD) 中文版编程手册等。
(共 650M ,详细清单见 A 盘说明 )B 盘:包含:三菱FX 、A、Q 系列 GX-Developer V7.08 中文版 PLC编程软件及中文使用手册。
三菱FX20GM 地址控制器编程软件、三菱 PLC 程序调试离线仿真软件 GX-Simulator6 中文版、三菱 PLCFX最新 FXGPWINV330 〔中文版〕,三菱 FX 系列仿真软件 LTT-C 简体中文版、三菱 PLC 可编程控制器教材、 FX2N、FX2NC 、FX1N 、FXNS、FX0N 、FX0S 系列中文编程手册大全, FX 随机手册及模块手册大全,FX-10P、20P 编程器中文使用说明,三菱FR 系列变频器使用手册大全。
示例说明:一个简略保安系统,在规定次数(如5次)的范围内,若密码不正确将启动报警系统,并封闭安全通道。
若规定的次数内密码正确,进入密级操作。
流程表示图:梯形图:二、功能指令下边功能指令中的操作数符号表示方法及解说。
:表示数据源。
内容不随指令履行而变化的操作数称为源。
在可变址改正软元件编号的状况下,加上“·”符号的S·表示。
源的数目S1·多时,S以2·、等表示。
:表示目标操作数。
内容随指令履行而改变的操作数被称作目标。
可作变址修饰时,加上“·”符号的D·表示.在目标数目多时,以D1·、D2·等表示。
n·m·:以m·或n·表示既不做源,也不做目标的操作数。
这样的操作数数目好多时,以m1·、m2·、n1·、n2·等表示。
可用作操作数的软元件A、X,Y,M,S等位元件。
B、位元件组合。
以KnX,KnY,KnM,KnS等形式表示,作为数值办理。
C、数据存放器D、准时器T的目前值存放器、计数器C的目前值存放器。
数据存放器D为16位,在办理32位数据时使用一对数据存放器的组合。
比如,将数据存放器D0指定为32位指令的操作数时,办理(D1,D0)32位数据(D1为高16位,D0为低16位)。
T、C的目前值存放器也可作为一般存放器办理。
1、程序流程分类指令助记符功能页码CJ条件跳转程CALL子程序调用序SRET子程序返回流FEND主程序结束程FOR循环范围开始NEXT循环范围结束A、CJCALL指针编号可作变址改正;嵌套最多可为5层;对子程序返回无合用软元件。
B、.当程序使用多个FEND指令时,子程序请在最后的FEND指令与END指令之间编写,FOR~NEXT嵌套最多5层。
2、比较指令[CMP]适·字软元件(S1·、S2·)K、H、KnX、KnY、KnM、KnS、T、C、D、V,Z用·位软元件(D·)Y、M、S软元件上图示例是D0的内容与常数100进行比较,大小比较是按代数形式进行的-8<0);所有数据都以2进制值办理;当D0>100,M0“ON”,当D0=100,M1“ON”,当D0<100,M2“ON”;目标地点指定M0,则M1、M2被自动占用;当X001“OFF”时,M0、M1、M2仍保持从前状态。
有关plc的书籍PLC(ProgrammableLogicController)是一种广泛应用于工业控制领域的自动化控制设备。
PLC通过编程,可以控制各种机械、电气和液压等工业设备的运行,为工业生产提供了高效、可靠的自动化解决方案。
如果您对PLC感兴趣,那么以下是一些有关PLC的书籍,可以帮助您深入了解和应用PLC。
1.《PLC编程基础》这本书是PLC编程的入门教材,主要介绍了PLC的基础知识、编程语言、程序结构和调试方法等内容。
通过学习本书,读者可以初步了解PLC的原理和工作方式,同时也能掌握PLC编程的基本技巧。
2. 《PLC程序设计与应用》这是一本较为深入的PLC教材,不仅介绍了PLC的基础知识和编程技巧,还介绍了PLC在各种工业控制中的应用技术。
本书内容详细、实用性强,适合PLC初学者和高级程序员阅读。
3. 《PLC应用技术与程序设计》这本书是一本PLC应用方面的指南,介绍了PLC在自动化生产、工艺控制、机床控制和环境监测等领域的应用技术和程序设计方法。
本书特点在于丰富的案例分析和实战经验,使读者更好的理解PLC的应用和实际操作。
4. 《PLC控制系统设计与应用》这本书是一本集理论与实践于一体的PLC控制系统设计指南,主要介绍了PLC控制系统的设计方法、系统组成和应用技术等内容。
本书特点在于理论与实践相结合,适合需要实际应用经验的工程师和技术人员。
5. 《PLC高级应用与编程实例》这是一本高级PLC编程教材,主要介绍了PLC高级编程技巧和应用实例,包括模拟量控制、数据处理、网络通讯和远程监控等方面。
本书内容高深且实用,适合有一定PLC编程经验的读者学习。
总之,学习PLC不仅需要理论知识的积累,同时也需要实践经验的积累。
以上这些书籍可以为PLC初学者提供全面的学习资料,也可以为有一定经验的读者提供更高级的编程技巧和实践经验。
希望这些书籍能帮助PLC爱好者更好的掌握PLC的知识和应用技术。
plc编程入门基础知识PLC编程入门基础知识(一)PLC是计算机控制技术的一种重要手段,也是工业自动化中最核心的组成部分之一。
那么,PLC编程入门有哪些基础知识需要掌握呢?1. PLC的基本工作原理:PLC通过读取输入信号、进行程序执行、输出控制信号三个步骤实现对机器的控制。
程序执行是PLC最核心的部分,由指令、函数块等组成。
2. PLC的编程语言:PLC常用的编程语言有Ladder Diagram(梯形图)、Instruction List(指令列表)、Structured Text(结构化文本)等。
其中,Ladder Diagram 常用于初学者学习,Instruction List则是一种类似于汇编语言的高级语言。
3. 输入输出模块的选择:PLC中的输入输出模块可以根据不同的实际需求进行选择。
输入模块用于读取输入信号,输出模块则可以输出控制信号。
4. 常用指令:在PLC编程中,常用的指令有AND(与)、OR(或)、NOT(非)等逻辑运算指令,还有比较指令、计算指令等。
5. 编程常用工具:PLC编程中常用的工具有PLC编程软件、仿真器、调试器等。
通过这些工具,可以为PLC编程提供良好的学习环境和程序调试支持。
以上五点是PLC编程入门基础知识的主要内容,初学者可以从这些方面入手,逐步深入学习PLC编程技术。
PLC编程入门基础知识(二)在了解了PLC的基本工作原理、编程语言、常用指令和输入输出模块选择等知识后,我们来进一步了解PLC编程入门基础知识的内容。
1. 程序结构和流程:在PLC编程中,程序一般由主程序、子程序、函数块等组成。
主程序是最核心的部分,负责控制整个系统的运行。
子程序和函数块则是辅助程序,可以被主程序调用。
主程序的流程一般包括数据采集、数据处理、控制指令等几个环节。
2. 变量和数据类型:在PLC编程中,变量是非常重要的。
通常情况下,变量分为全局变量和局部变量两种。
全局变量可以用于整个程序中,局部变量只在特定的程序块中有效。
plc编程入门基础知识PLC编程入门基础知识1. 什么是PLC?PLC (Programmable Logic Controller)即可编程逻辑控制器,是一种用于自动化控制的特殊计算机。
它能够通过编写程序来控制和监控工业自动化系统中的各种设备和机器。
2. PLC编程的基本原理PLC编程的基本原理是通过输入、处理和输出实现自动化控制。
PLC通过读取输入信号,比如开关、传感器等,然后按照预先编写的程序进行逻辑处理,最终输出信号控制执行器如电机、阀门等,达到控制和监控设备的目的。
3. PLC编程的三种语言PLC编程有三种常用的语言:梯形图(Ladder Diagram)、指令列表(Instruction List)和功能块图(Function Block Diagram)。
梯形图是一种图形化的编程语言,它使用线路图的形式来表示逻辑关系,类似于电气的接线图。
梯形图简洁易懂,适合初学者学习和理解。
指令列表是一种文字化的编程语言,使用一系列的指令来表示程序的逻辑。
指令列表相对复杂,但它更加灵活,适合编写复杂的控制程序。
功能块图是一种基于模块化概念的编程语言,通过将程序划分为不同的功能块进行编写和调用。
功能块图适合编写大型和复杂的程序,具有良好的可维护性。
4. PLC编程的基本元素PLC编程的基本元素包括输入、输出、中间继电器、计时器、计数器和数据存储器等。
输入用于读取外部信号,如传感器信号、开关输入等。
输出用于控制外部执行器,如电机、阀门等。
中间继电器用于在程序中保存、传递和切换信号。
计时器用于实现定时功能,比如延时启动。
计数器用于实现计数功能,如计数流量等。
数据存储器用于存储和获取程序中使用的数据。
5. PLC编程的基本流程PLC编程的基本流程包括需求分析、程序设计、编写代码、调试和测试五个步骤。
需求分析是明确控制系统的需求和功能,包括输入、输出、逻辑和操作等。
程序设计是根据需求分析的结果,设计程序的结构和流程。
PLC编程入门基础知识
PLC编程是一种非常重要的工业自动化技术,它可以将用户
指定的指令有效地传送到相应的实体设备以完成控制功能。
PLC编程入门基础知识可以分为三个方面:PLC的基本结构、PLC指令系统、PLC编程基础知识。
首先,PLC的基本结构是指PLC IN/OUT和CPU部件联接形
成的基本结构。
IN/OUT模块由各种传感器和执行器组成,用
于采集来自外部实体设备的信号,并将经过处理的信号传输到CPU;CPU模块是PLC的中枢,全部的PLC指令都是在CPU
内容执行的。
其次,PLC指令系统分为两大类:输入指令和输出指令。
输
入指令主要用于获取外部信号的值,输出指令则用于根据程序要求控制外部设备。
常见的PLC指令系统包括计时器、计数器、比较器、运动指令、算术运算、显示指令等等。
最后,PLC编程基础知识主要包括对PLC编程语言的了解,
对运行环境有个整体认识,也就是说,PLC编程员必须了解
电子线路,控制原理,电气测量,以及PLC系统相应的硬件
和软件组件,甚至可以使用特定的工具软件来编写程序。
总之,PLC编程入门基础知识是一个非常庞杂的体系,需要PLC编程员不断学习和实践以掌握,以便能够更加熟练地开
发PLC程序。
通过长期的实践和不断的学习,PLC编程员可
以更好地掌握以上所有的基础知识,从而获得全面的、完善的PLC编程技能,为自动化控制技术的发展做出重要贡献。
PLC编程资料、PLC编程软件随着现代工业设备自动化,越来越多的工厂设备将采用PLC、变频器、人机介面等自动化器件来控制,因此设备自动化程度越来越高。
对设备的维护人员的技术要求越来越严格。
作为一名合格的技术员,需要掌握的技能也越来越多,越来越全面性,以此来满足自动化的发展及要求,因此设备相关的资料及软件,对我们技术员来说是必需具备的,为了满足大家的要求。
经过多年的积累,整理出四种最常用的三菱、OMRON 、AB、及西门子公司的相关资料及软件,特价向大家提供,详细软件资料清单见下面。
A盘:包含:西门子新版LOGOV4.0控制器编程软件,LOGO新版使用手册大全。
新版S7-200PLC中文版编程软件,s7_200_sim模拟软件汉化版,S7-200的中文系统手册大全。
S7-200上位机软件PC_Access_V10。
OP、TP系列中文版编程软件及编程手册大全,WINCC中文版编程手册,Protool中文手册,西门子STEP5教程中文版(NEW),PG702编程器操作手册,所有西门子公司自动化设备相关的中文资料,S7-200与S7-300的应用论文集,S7-200的应用实例(中文注释),S7-400.S7-300梯形图(LAD) 中文版编程手册等。
(共650M,详细清单见A盘说明)B盘:包含:三菱FX、A、Q系列GX-Developer V7.08中文版PLC编程软件及中文使用手册。
三菱FX20GM位置控制器编程软件、三菱PLC程序调试离线仿真软件GX-Simulator6中文版、三菱PLCFX 最新FXGPWINV330(中文版),三菱FX系列仿真软件LTT-C简体中文版、三菱PLC可编程控制器教材、FX2N、FX2NC、FX1N、FXNS、FX0N、FX0S系列中文编程手册大全,FX随机手册及模块手册大全,FX-10P、20P编程器中文使用说明,三菱FR系列变频器使用手册大全。
(共650M,详细清单见B盘说明)C盘:包含:OMRON-SSS中文版PLC编程软件,OMRON全系列中文版编程软件CX-P V3.2、Cx-simulator离线仿真软件,人机介面NT系列设计软件,SysWin34OMRON最新开发的智能控制器的编程仿真软件,最新CS1-CJ1-CJ1M系列PLC中文版操作手册、指令参考手册、编程手册大全、高速计数器、操位置控制、通信单元、温度控制等模块中文手册大全,CX-P中文版软件手册,OMRON PLC培训教材(编程器SSS使用、CPMIA基础及CPMIA系统)。
可编程控制器CQM1H中文编程手册等相关资料,。
(共650M,详细清单见C盘说明)D盘:包含:西门子最新S7-400编程软件SETP7 V5.2(不含授权),S7_PLCSIM V5.2PLC离线仿真软件,S7_SCL V5.2高级编程软件, S7_GRAPH图形编程软件, 新版的S7-200编程软件。
含百事可乐公司生产线PLC程序,辉瑞制药公司生产线PLC程序(两组),吉百利公司自动化生产线PLC程序(两组),以上程序为大型网络PLC程序(由4-6台S7-400CPU、两百多台西门子变频器、德国SEW变频器、德国SEW伺服器、丹佛斯变频器、十多台人机介面组成MPI网、PROFIBUS控制网络),均是德国工程师编写,程序有相当高的技术水平,是大家学习西门子PLCS7-400PLC编程最佳的参考资料。
(共650M,详细清单见D盘说明)E盘:包含D盘的所有内容, (详细清单见E盘说明)F盘:西门子PLC S7-300/ S7-400培训教材(详细清单见F盘说明)1. 西门子PLC S7-300/ S7-400培训教材(共650页,中文版)2. 西门子PLC S7-300/ S7-400培训教程(共250页,中文版)3. 北京西门子PLC S7-300/ S7-400培训教材(电子版)4. 西门子STEP5培训教程中文版(NEW)G盘:西门子PLC S7-300/ S7-400加密/解密软件(可电邮,不需邮寄费)(组织块,功能块, 功能保护加密/解密软件)H盘:电气专业绘图软件PCschematic V6.0软件(解密版),多种pcschematic数据库, PCschematic绘图软件多媒体教学(中文),电气专业绘图软件PCschematic V4.0/V5.0使用手册, PCschematic V5.0附加手册,PCschematic V5.0工具手册。
创建一个自动化方案,创建一个PLC控制方案,创建一个电气安装方案,创建一个平面图形方案等实例教程。
(共660M) (详细清单见H盘说明)I盘:西门子自动化资料大全:包含SIMATIC S7 / SIMATIC C7 / SIMATIC M7 / SIMATIC HMI / SIMATIC WINCC / SIMATIC PC / SIMATIC PG / SIMATIC NET / SIMATIC Software /Programming Devices/ SIMATIC PC-Based Automation / SIMATIC Distributed I/OS / Process Control Systems / Industrial Software / LOGO! Logic Module General / Image Analysis System等全部自动化资料。
(共500M,有200多本资料书)J盘:三菱MITSUBISHI_A系列PLC使用手册大全(详细清单见J 盘说明)1. ACPU 编程手册(公共指令篇)(共450页中文版)2. ACPU 编程手册(基础篇,中文版)(共320页,中文版)3. CC-Link数字模拟变换模块中文版使用手册76页4. CC-Link远程IO模块中文版使用手册184页5. ACPU MITSUBISHI Ans系列PLC 特殊功能组件:模拟数字变换模块、数字模拟变换模块、网络模块、以太网模块用户手册中文PDF 版K盘:MITSUBISHI(三菱)_FX全系列PLC密码解读软件,该解密软件能在0.5秒钟内解读FX0 、FX0S 、FX0N 、FX1N 、FX1S 、FX2 、FX2N、FX2NC PLC密码,正常的读出PLC程序,不破坏任何寄存器数据,100%可靠。
该解密软件不受使用次数限制,可完全的复制。
是不可多得的三菱PLC软件解密技术。
(可电邮,不需邮寄费)L盘:西门子上位机组态软件WINCC5.0+SP2/WINCC5.1软件(中文版),(详细清单见L盘说明)M盘:西门子STEP7_V5.1_V5.2 编程相关中文版手册大全(详细见M盘说明)1. STEP7 V5.1入门使用手册中文版(共110页,介绍STEP7_5.1基本知识,简单操作内容,新生可读)2. STEP7_V5.1 编程使用手册中文版(共500页,详细介绍STEP7_5.1使用,从安装软件,硬件组态,程序设计到下载调试,自动化项目组成的全过程.)。
3. STEP7_V5.2 编程使用手册中文版(共480页,详细介绍STEP7_5.2使用,从安装软件,硬件组态,程序设计到下载调试,自动化项目组成的全过程.)。
4. S7-300 /400 系统和标准功能块SFC参考手册。
(共491页, 详细介绍STEP7编程软件所有系统块的引脚功能、叁数定义、叁数内型、叁数使用方法,系统块应用事例。
)5. STEP7 Lite V2.0使用手册中文版(共170页)6. STEP7_V5.3 编程使用手册(共538页)7. c7-613控制系统手册(中文)8. c7_613控制系统调试初步(中文)9. c7_635控制系统手册(中文)10. S7-300 M7-300模板规范-参考手册368页11. S7-300可编程控制器硬件和安装手册12. S7-300模板规范13. S7-400可编程控制器CPU及模板规范手册(中文)14. S7-300/ S7-400梯形图(LAD)编程手册15. S7-300/ S7-400语句表(STL)编程手册N盘:西门子STEP5_V7.2 编程相关中文版手册(详细见N盘说明)1. 西门子STEP5使用手册(上,下册)中文版(共552页, 详细介绍STEP5_7.0使用,常用逻辑,功能指令操作,定时器,计数器操作,编辑组织块,功能块,编程器诊断故障,模拟输入输出,中断程序,程序文件制作等。
详细见N盘说明)2. 西门子STEP5培训教程中文版(NEW)3. SIMATIC S5 故障处理教程中文版O盘:实用电工资料书(共2张CD盘,160本实用电工书/1200M)(详细见O盘说明)P盘:实用单片机资料书(共2张CD盘,150本实用单片机书/1320M)(详细见P盘说明)Q盘:三菱全系列最新PLC编程教程大全:(详细见Q盘说明)1.三菱PLC/AD设置软件GX CONFIGURATOR-AD V1.02.三菱PLC/DA设置软件GX CONFIGURATOR-DA V1.03.三菱全系列最新PLC网络软件GX configuator-DP Ver.5004.三菱全系列最新PLC编程软件GX Developer V8.05.三菱全系列最新PLC编程仿真软件GX Developer^simulator 6.三菱全系列最新PLC设置软件GX Explorer V1.07.三菱全系列最新PLC编程软件GX-DEVELOPER 8 03D8.三菱全系列最新PLC编程软件GX-DEVELOPER_8_03D Trial Version9.三菱全系列最新PLC编程软件GX-DEVELOPER_8_12N 10.三菱全系列最新PLC编程软件SW8D5C-GPPW-E_12N11.三菱全系列PLC编程软件GX-Develop7中文版12.三菱全系列PLC编程仿真软件GX-Simulator6中文版13.三菱GXChineseMan中文使用手册(共554页、说明三菱PLC 编程及仿真软件使用)R盘:西门子PROTOOL V6.0触摸屏编程软件。
S盘:PLC可编程控制器书籍 (共1张盘, 共100本书、电子版) (详细见S盘说明)T盘:实用传感器资料(共2张盘,134本实用传感器书,1230M)(详细见T盘说明)U盘:实用自动化技术资料(共2张盘,180本实用自动化技术书,1250M) (详细见U盘说明)V盘:实用电器资料(共2张盘,145本实用电器书,1110M)(详细见V盘说明)W盘:实用机械设计资料1 (共2张盘,156本实用机械设计书,1150M)(详细见W盘说明)X盘:实用机械设计资料2 (共2张盘,180本实用机械设计书,1100M)(详细见X盘说明)Y盘:AutoCAD机械设计资料(共3张盘/126本书、1620M)(详细见Y盘说明)Z盘:Pro_ENGINEER机械设计资料(共1张盘,61本书、660M)(详细见Z盘说明)A1#盘:ABPLC编程中文资料包:(详细见A1#盘说明)Slc500-MicroLogiX1000-RSLogix5550 PLC指令编程手册、PLC5地址参考手册(中文)、Logix 5550 PLC控制器和用户手册、通用变频器及其应用、Logix 5550控制器指令集参考手册、RSVIEW32中文使用手册、Rslogix500编程软件手册(中文)、SLC500模块化硬件结构,安装和操作手册(中文)。