3标准公差与基本偏差(课资参考)
- 格式:ppt
- 大小:2.41 MB
- 文档页数:2
例5:分别求出图2-9零件的极限偏差及公差。
2、尺寸公差带:零件尺寸相对基本尺寸所允许的变动范围。
(1)零线:表示基本尺寸的位置。
(2)尺寸公差带:由代表上、下偏差的两条直线所限定的一个区域。
(3)基本偏差:标准中表列的,用以确定公差带相对于零线位置的上偏差或下偏差。
一般为靠近零线的那个极限偏差
(4)标准公差:国家标准中所规定的用以确定的任一公差值。
例7:画出基本尺寸为Φ25mm,最大极限尺寸为错误!未找到引用源。
Φ25 .021mm 、最小极限尺寸为错误!未找到引用源。
25 mm的孔与最大极限尺寸为错误!未找到引用源。
24.980mm 、最小极限尺寸为错误!未找到引用源。
24.967mm 的轴的公差带图。
让学生预习
看书找出以
下问题答
案,做好笔
记并识记
预习设问:
1、什么是实
际偏差?
2、尺寸公差
带的定义?
通过学习,
画出公差带
图
让学生预
习,吸引学
生对本节
内容的兴
趣。
培养学
生自学能
力。
对新课
的学习起
到引导作
用。
小结巩固练习1、熟悉基本尺寸、实际尺寸、极限尺寸、尺寸偏差、上下偏差、尺寸公差等术语的含义及表示符号。
2、掌握术语之间的计算关系。
3、熟悉公差带的画法及内容。
课后作业教后。
标准公差和基本偏差标准公差和基本偏差是在工程制图和制造过程中常常涉及到的概念,它们对于确保产品质量和工艺精度起着至关重要的作用。
本文将对标准公差和基本偏差进行详细介绍,帮助读者更好地理解和运用这两个概念。
标准公差是指在设计和制造过程中所允许的尺寸偏差范围。
在实际生产中,由于各种因素的影响,产品的尺寸很难完全按照设计要求来制造,因此需要确定一定的尺寸偏差范围,这就是标准公差的作用。
标准公差通常由上偏差和下偏差两部分组成,上偏差表示尺寸允许的最大偏离设计尺寸的范围,下偏差则表示尺寸允许的最小偏离设计尺寸的范围。
通过合理地确定标准公差,可以保证产品在制造过程中能够达到一定的精度要求,同时也可以减少生产成本,提高生产效率。
基本偏差是指在一组零件中,选定一个偏差为零的基准尺寸,然后以这个基准尺寸为参照,确定其他零件的尺寸偏差。
基本偏差通常分为零偏差、正偏差和负偏差三种类型。
零偏差表示零件的尺寸与基准尺寸一致,正偏差表示零件的尺寸大于基准尺寸,负偏差则表示零件的尺寸小于基准尺寸。
通过合理地选择基本偏差,可以在一定程度上控制产品的尺寸偏差,保证产品的质量和可靠性。
在实际应用中,标准公差和基本偏差常常是相互配合使用的。
设计人员在进行零件设计时,需要根据产品的使用要求和制造工艺的实际情况,合理地确定标准公差和基本偏差,以确保产品在制造和使用过程中能够满足一定的精度和质量要求。
制造人员在生产过程中,需要根据设计图纸上规定的标准公差和基本偏差要求,合理地选择加工工艺和设备,控制加工精度,保证产品的尺寸偏差在合理范围内。
总之,标准公差和基本偏差是制造行业中非常重要的概念,它们直接关系到产品的质量和工艺精度。
合理地确定标准公差和基本偏差,不仅可以提高产品的质量和可靠性,还可以降低生产成本,提高生产效率。
因此,我们在实际工作中应该充分理解和运用这两个概念,以确保产品能够达到设计要求,满足用户的需求。
标准公差与基本偏差一、标准公差系列1、标准公差等级指确定尺寸精度的等级。
由于零件和零件上不同部位的尺寸对精确程度的要求往往不相同,为了满足生产的需要,国家标准设置了 20 个公差等级。
IT01 . IT0 . IT1. IT2 .IT3 . ………………… IT18高← 公差等级→ 低小← 公差数值→ 大难← 加工程度→ 易2、标准公差因子标准公差因子是用以确定标准公差的基本单位,该因子是基本尺寸的函数,是制定标准公差数值的基础。
在实际生产中,对基本尺寸相同的零件,可按公差大小评定其制造精度的高低,对基本尺寸不同的零件,评定其制造精度时就不能仅看公差大小。
实际上,在相同的加工条件下,基本尺寸不同的零件加工后产生的加工误差也不同。
为了合理规定公差数值,需建立公差单位。
国家标准总结出了公差单位的计算公式,对于基本尺寸≤500,公差等级IT5-IT18的公差单位i 的计算公式如下:i=0.45 +0.001D上式第一项主要反映加工误差,表示公差与基本尺寸符合立方抛物线规律,第二项反映的是测量误差的影响,主要是测量时温度的变化。
3、基本尺寸分段如按公式计算标准公差值,则每一个基本尺寸 D(d)就有一个相对应的公差值,这样编制的公差表格会非常庞大,不利于公差值的标准化。
实践证明,公差等级相同而基本尺寸相近的公差数值差别不大。
因此国家标准对基本尺寸进行了分段。
≤500mm的尺寸分13个段,部分尺寸段再细分2~3个中间段,见表2-2。
分段后,对同一尺寸段内的所有基本尺寸,在相同的公差等级下,规定具有相同的标准公差值。
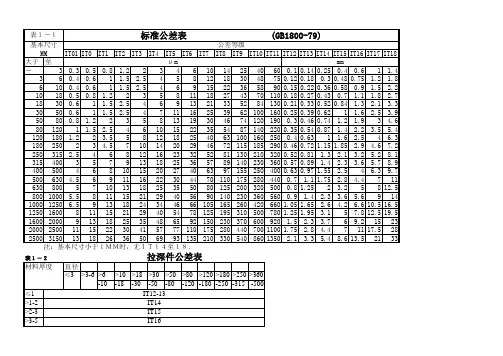
表2-1例:求φ 25孔的IT6,IT7的标准公差?(计算或查表)解:∵ IT=ai 而i=0.45 +0.001D∴ D= ≈23.24i=0.45 +0.001×23.24≈1.31(μm)故:IT6=10i=10×1.31=13.1(μm)IT7=16i=16×1.31=21(μm)二.基本偏差系列1、基本偏差代号及特点(1) 代号:共28个。
国家标准公差表
国家标准公差表是一种确定机械零件尺寸及形状公差的标准表,是机械制造行业中重要的参考资料之一。
该标准表分为两类:线性公差与角度公差。
线性公差分为基本偏差、公差等级和公差值三个部分,用于表达尺寸间距离的变化情况。
而角度公差用于表达角度尺寸的变化情况。
本文就此详细介绍国家标准公差表的内容。
一、线性公差
线性公差是指零件的长度、宽度、高度等线性尺寸之间的偏差范围。
在国家标准公差表中,线性公差分为三个部分:
1.基本偏差
基本偏差是指一个尺寸在一定条件下所规定的一个最小值和最大值的区间范围,在区间内取一个称为“零偏差”的决定尺寸。
国家标准公差表中规定了26组基本偏差,每组基本偏差都分别对应一个英文字母或数字代码。
2.公差等级
公差等级是指在设定的基本偏差的基础上,按照精度等级用于规定允许的公差值的尺寸精度等级。
国家标准公差表中规定了18种不同的公差等级,每种公差等级都对应了一个大写的字母代码。
3.公差值
公差值是指零件的大小尺寸间允许的差距,是用无量纲数标记表示的,与基本大小和公差等级有关。
国家标准公差表中规定了每一种基本偏差配备不同公差等级时,相应的公差值
都是固定的。
二、角度公差
角度公差是指零件的角度尺寸与指定角度的允许差距。
在国家标准公差表中,角度公差用无量纲数标记表示,并按照精度等级分为5个等级。
每个角度尺寸都有一个指定角度,角度公差与指定角度有关。
总之,国家标准公差表是一份重要的机械行业参考资料,在机械制造中有广泛的应用。
理解并正确使用该标准表可以提高机械零件的制造精度和效率。
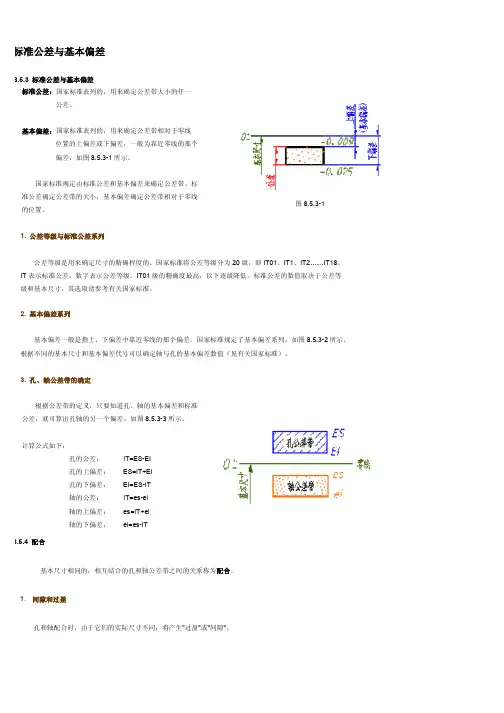
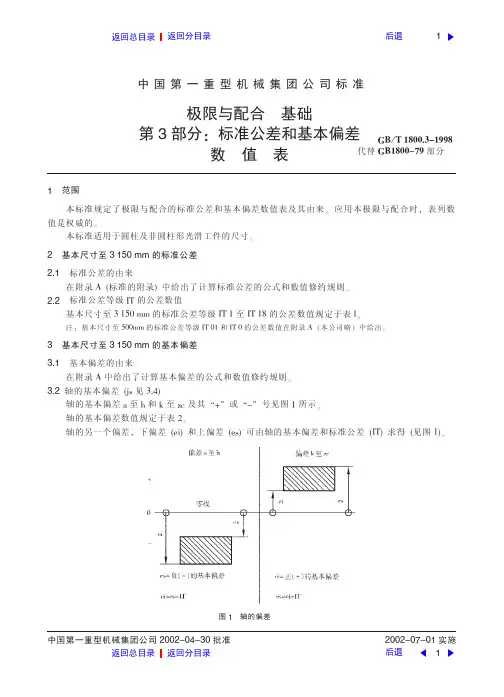
标注公差、基本偏差、配合、基准制和形位公差1.标准公差和基本偏差为便于生产,实现零件的互换性及满足不同的使用要求,国家标准《极限与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的标记。
标准公差分为20级,即IT01,IT0,IT1,…,IT18。
其尺寸精确程度从IT01到IT18依次降低。
标准公差的具体数值见有关标准。
2)基本偏差基本偏差是指在标准的极限与配合中,确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。
当公差带在零线的上方时,基本偏差为下偏差;反之,则为上偏差。
基本偏差共有28个,代号用拉丁字母表示,大写为孔,小写为轴。
从基本偏差系列图中可以看出:孔的基本偏差A~H和轴的基本偏差k~zc为下偏差;,孔的基本偏差K~ZC和轴的基本偏差a~h为上偏差,JS和js的公差带对称分布于零线两边、孔和轴的上、下偏差分别都是+IT/2、-IT/2。
基本偏差系列图只表示公差带的位置,不表示公差的大小,因此,公差带一端是开口,开口的另一端由标准公差限定。
基本偏差和标准公差,根据尺寸公差的定义有以下的计算式:ES=EI+IT 或EI=ES-IT ei=es-IT或es=ei+IT孔和轴的公差带代号用基本偏差代号与公差带等级代号组成。
2.配合基本尺寸相同的、相互结合的孔和轴公差带之间的关系,称为配合。
根据使用要求的不同,孔和轴之间的配合有松有紧,因而国标规定配合种类:1)间隙配合孔与轴装配时,有间隙(包括最小间隙等于零)的配合。
孔的公差带在轴的公差带之上。
2)过渡配合孔与轴装配时,可能有间隙或过盈的配合。
孔的公差带与轴的公差带互相交叠。
3)过盈配合孔与轴装配时有过盈(包括最小过盈等于零)的配合。
孔的公差带在轴的公差带之下。
3.基准制在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。
极限与配合2、标准公差与基本偏差1)标准公差与公差等级标准公差是指用以确定公差带大小的任一公差。
公差等级是指确定尺寸精确程度的等级。
国家标准将公差等级分为20级:IT01、IT0、IT1——IT18。
"IT"表示标准公差,公差等级的代号用阿拉伯数字表示。
IT01——IT18,精度等级依次降低。
标准公差是基本尺寸的函数。
对于一定的基本尺寸,公差等级愈高,标准公差值愈小,尺寸的精确程度愈高。
基本尺寸和公差等级相同的孔与轴,它们的标准公差值相等。
国家标准把≤500mm的基本尺寸范围分成13段,按不同的公差等级列出了各段基本尺寸的公差值,为标准公差,详见附表。
2)基本偏差基本偏差是指用以确定公差带相对于零线位置的上偏差或下偏差,一般是指靠近零线的那个偏差。
根据实际需要,国家标准分别对孔和轴各规定了28个不同的基本偏差(如图)。
轴和孔的基本偏差数值见附表。
从图可知:基本偏差用拉丁字母表示,大写字母代表孔,小写字母代表轴。
轴的基本偏差从a-h为上偏差,从j-zc为下偏差,js的上、下偏差分别为+ 和- 。
孔的基本偏差从A-H为下偏差,从J-ZC为上偏差。
JS的上、下偏差分别为+ 和- 。
轴和孔的另一偏差可根据轴和孔的基本偏差和标准公差,按以下代数式计算。
轴的上偏差(或下偏差):es=ei+IT 或ei=es-IT;孔的另一偏差(或下偏差):ES=EI+IT 或EI=ES-IT。
3)孔、轴的公差带代号由基本偏差与公差等级代号组成,并且要用同一号字母书写。
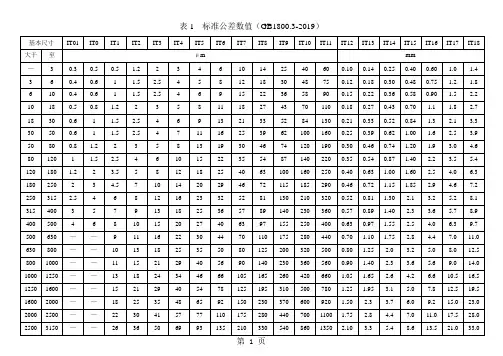
二、形位公差的符号1、符号国家标准GB/T1182-1996规定形位公差共有14项,具体见下表所示:公差特征项目的符号标准公差数值(GB/T1800.3-1998)。
国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
1)标准公差标准公差(IT)是国家标准规定的极限制中列出的任一公差数值。
下表列出了国家标准(GB/T 1800.3—1998)规定的机械制造行业常用尺寸(尺寸至500mm)的标准公差数值。
标准公差等级及其代号标准公差等级是指确定尺寸精确程度的等级。
为了满足机械制造中各零件尺寸不同精度的要求,国家标准在基本尺寸至500mm范围内规定了20个标准公差等级,用符号IT和数值表示:IT01、IT0、IT1、IT2~IT18。
其中,IT01精度等级最高,其余依次降低,IT18等级最低。
在基本尺寸相同的条件下,标准公差数值随公差等级的降低而依次增大,详见表1同一公差等级(例如IT6)对所有基本尺寸的一组公差被认为具有同等精确程度。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC 为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。