铸钢配料计算表
- 格式:xls
- 大小:28.00 KB
- 文档页数:3
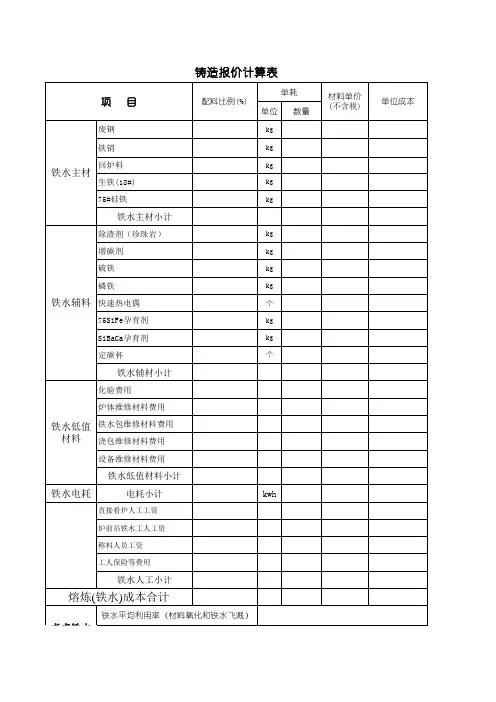
铸件成本核算方法一,冲天炉熔化:1,灰铸铁(HT150 HT200 HT250)配料:新生铁75%,废钢25% 硅铁0.6% 锰铁1.3% 焦铁比1:7 新生铁,废钢按10%消耗。
(1),吨铁水熔化材料成本:新生铁=2240X1.1X75% =1837元废钢=2000X1.1X25% =550 元硅铁=4700X1.1X0.6% =31 元锰铁=4950X1.1X1.3% =71 元焦炭=1170X1.1X14.3% =184 元吨铁水熔化材料成本=1837+550+31+71+184=2673 元(2),吨铁水熔化成本:含修炉材料,电费,木柴,焦炭,工人工资,硅铁,锰铁。
吨铁水熔化成本=130+184+15X5+71+31= 491元2,球墨铸铁(QT400-15 QT400-18 QT450-10 QT500-7)配料:新生铁95%,废钢5% 硅铁1.6% 锰铁0.3% 焦铁比1:7 球化合金1.6% 新生铁,废钢按10%消耗。
(1),吨铁水熔化材料成本:新生铁=2330X1.1X95% =2435元废钢=2000X1.1X5% =110 元硅铁=4700X1.1X1.6% =83 元锰铁=4950X1.1X0.3% =17 元焦炭=1170X1.1X14.3% =184 元球化合金=7300X1.1X1.6% =128.5元吨铁水熔化材料成本=2435+110+83+17+184+128.5=2957.5 元(2),吨铁水熔化成本:含修炉材料,电费,木柴,焦炭,工人工资,硅铁,锰铁,球化合金。
吨铁水熔化成本=130+184+15X5+83+17+128.5= 617.5元二,电炉熔化:1,灰铸铁(HT150 HT200 HT250)配料:新生铁80%,废钢20% 硅铁0.5% 锰铁1.3%新生铁,废钢按10%消耗。
(1),吨铁水熔化材料成本:新生铁=2240X1.1X80% =1971.2元废钢=2000X1.1X20% =440 元硅铁=4700X1.1X0.5% =25.85 元锰铁=4950X1.1X1.3% =71 元电费=吨铁水熔化材料成本=1837+550+31+71+184=2673 元(2),吨铁水熔化成本:含修炉材料,电费,木柴,焦炭,工人工资,硅铁,锰铁。
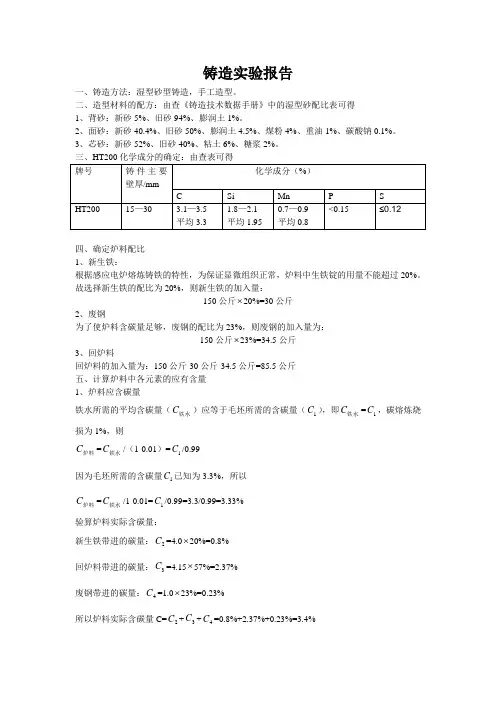
铸造实验报告一、铸造方法:湿型砂型铸造,手工造型。
二、造型材料的配方:由查《铸造技术数据手册》中的湿型砂配比表可得 1、背砂:新砂5%、旧砂94%、膨润土1%。
2、面砂:新砂40.4%、旧砂50%、膨润土4.5%、煤粉4%、重油1%、碳酸钠0.1%。
3、芯砂:新砂52%、旧砂40%、粘土6%、糖浆2%。
四、确定炉料配比 1、新生铁:根据感应电炉熔炼铸铁的特性,为保证显微组织正常,炉料中生铁锭的用量不能超过20%。
故选择新生铁的配比为20%,则新生铁的加入量:150公斤⨯20%=30公斤2、废钢为了使炉料含碳量足够,废钢的配比为23%,则废钢的加入量为:150公斤⨯23%=34.5公斤3、回炉料回炉料的加入量为:150公斤-30公斤-34.5公斤=85.5公斤 五、计算炉料中各元素的应有含量 1、炉料应含碳量铁水所需的平均含碳量(铁水C )应等于毛坯所需的含碳量(1C ),即铁水C =1C ,碳熔炼烧损为1%,则炉料C =铁水C /(1-0.01)=1C /0.99因为毛坯所需的含碳量1C 已知为3.3%,所以炉料C =铁水C /1-0.01=1C /0.99=3.3/0.99=3.33%验算炉料实际含碳量:新生铁带进的碳量:2C =4.0⨯20%=0.8% 回炉料带进的碳量:3C =4.15⨯57%=2.37% 废钢带进的碳量:4C =1.0⨯23%=0.23%所以炉料实际含碳量C=2C +3C +4C =0.8%+2.37%+0.23%=3.4%2、炉料应含硅量:铁水所需的平均含硅量(铁水Si )应等于毛坯所需的含硅量(1Si ),即铁水Si =1Si ,硅熔炼烧损为6%,则炉料Si =铁水Si /(1-0.06)=1Si /0.94因为毛坯所需的含硅量1Si 已知为1.95%,所以炉料Si =铁水Si /(1-0.06)=1Si /0.94=1.95/0.94=2.07%验算炉料实际含硅量:新生铁带进的含硅量:2Si =1.85%⨯20%=0.37% 回炉料带进的含硅量:3Si =1.5%⨯57%=0.855% 废钢带进的含硅量:4Si =0.26%⨯23%=0.05%所以炉料实际含硅量Si =2Si +3Si +4Si =0.37%+0.855%+0.06%=1.285% 炉料中尚缺硅量=炉料应含硅量-炉料中实际含硅量=2.07%-1.285%=0.785% 3、炉料应含锰量铁水所需的平均含锰量(铁水Mn )应等于毛坯所需的含锰量(1Mn ),即铁水Mn =1Mn ,锰熔炼烧损为8%,则因为毛坯所需的含锰量1Mn 已知为0.8%,所以炉料Mn =铁水Mn /(1-0.08)=0.8//0.92=0.87%验算炉料实际含锰量:新生铁带进的锰量:2Mn =0.03%⨯20%=0.006% 回炉料带进的锰量:3Mn =0.7%⨯57%=0.399% 废钢带进的锰量:4Mn =0.25%⨯23%=0.058%所以炉料中实际含锰量Mn =2Mn +3Mn +4Mn =0.006%+0.399%+0.058%=0.463%炉料中尚缺锰量=炉料应含锰量-炉料实际含锰量=0.87%-0.463%=0.407% 六、计算铁合金加入量 1、硅铁加入量补加含硅75%的硅铁的百分数=炉料中尚缺的硅量(%)/硅铁的含硅量(%)=0.785/75%=1.05% 即每100公斤炉料补加1.05公斤含硅75%的硅铁 则150公斤炉料补加含硅75%的硅铁量为: 1.5⨯1.05公斤=1.57公斤2、锰铁加入量补加含锰65%的锰铁的百分数=炉料中尚缺的锰铁(%)/锰铁的含量(%)=0.407%/65%=0.626%即每100公斤炉料补加0.626公斤含锰65%锰铁则则150公斤炉料补加含锰65的锰铁量为:1.5 0.626公斤=0.939公斤七、配料单炉料名称加入量(公斤)新生铁30废钢34.5回炉料85.5Si75(75硅铁) 1.57Mn2(65锰铁)0.939。
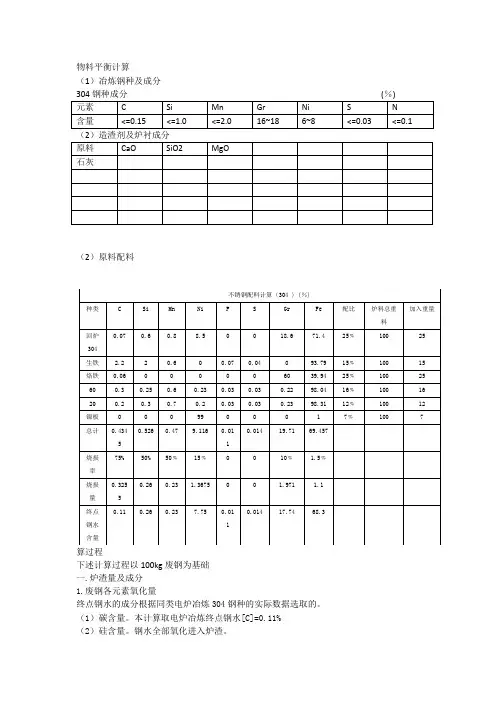
物料平衡计算
(1)冶炼钢种及成分
(2)造渣剂及炉衬成分
(2)原料配料
算过程
下述计算过程以100kg废钢为基础
一.炉渣量及成分
1.废钢各元素氧化量
终点钢水的成分根据同类电炉冶炼304钢种的实际数据选取的。
(1)碳含量。
本计算取电炉冶炼终点钢水[C]=0.11%
(2)硅含量。
钢水全部氧化进入炉渣。
(3)锰含量。
终点钢水残猛量一般含原料的50%到60%,本计算取50%。
(4)磷含量。
取脱磷为零。
(5)硫含量。
取脱硫为零。
(6)镍含量。
本计算取15%。
(7)Gr含量。
计算取10%。
(8)铁含量。
烧损量为1.5%。
3.造渣剂加入量及其各组元质量
(1)矿石、铁矾土、炉衬带入炉渣各组元质量。
终渣量及成分。

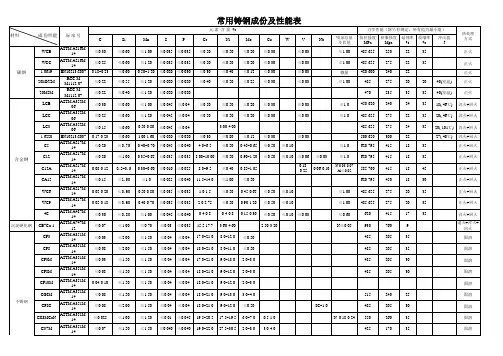
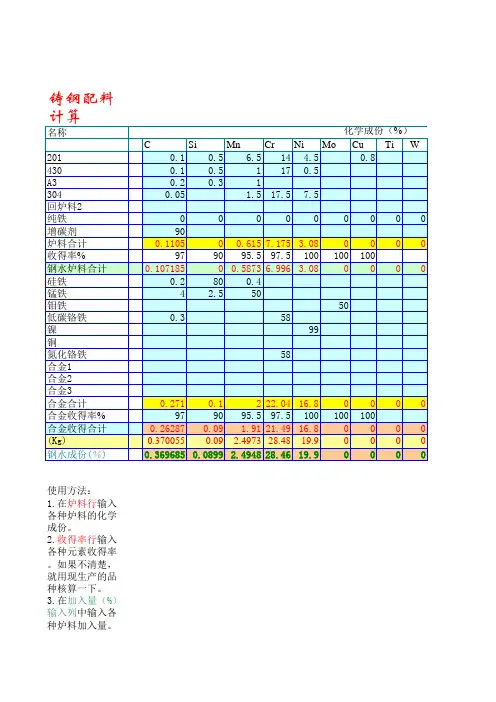
铸铁件配料方法,及锰铁铬铁加入量配比HT250是珠光体灰铸铁。
化学成分:碳C :3.16~3.30硅Si:1.79~1.93锰Mn:0.89~1.04硫S :0.094~0.125磷P :0.120~0.170根据化学成分考虑原料的成分及烧损就可以知道配料了影响铸铁、铸钢件组织和性能的因素,有化学成分、孕育(变质)处理、冷却速度、炉料的“遗传性”、铁水过热温度等,在这几个因素中,化学成分含量的高低对铸件物理性能的影响相对更大些,而且是第一因素。
所以在生产过程中,根据铸件物理性能的要求,正确的配料或调料,严格控制材质的各化学成分含量尤为重要。
在生产实践中,作为冶炼技术人员和炉工来说,配料和调料应该是熟练掌握的一般性技术问题。
但是对予刚毕业的学生和大多数炉工来说,欲能系统、灵活的掌握,也确非易事。
要想控制铸件的化学成分与配料,必须事先了解以下几下问题:1、铸件的目标化学成分。
2、库存各种金属炉料的化学成分。
3、各种炉料在冶炼过程中化学成分的增减变化率。
4、配料方法。
一、目标化学成分现在大部分铸件,根据其牌号要求的不同,国标中已做出了相应的要求,从铸造手册中即可查到。
但是随着科技的进步,根据铸件的服役状况,市场需要更多物理性能各不相同的铸件,并对铸件的综合性能质量提出了更高的要求,科研单位也不断研究出新材质而取代旧材质,例如某水泥研究设计院研究的“中碳多元合金钢”,成功的代替了原需进口的球磨机衬板,代替了高锰钢,用该材质生产直径φ2.4甚至直径φ4.2的中大型球磨机衬板上,降低了生产成本,取得了良好的经济效益。
另外,如某厂生产出口国外石油钻井用的泥浆泵高铬双金属缸套及采石场600×900破碎机用的锤头,都是超高铬铸铁,这些材质的详细化学成分要求,在铸造手册中是查不到的。
在接受生产绪如上述产品时,如果自己没有完全掌握铸件化学成分要求,以及没有详细了解铸件的服役状况时,应让用户提供尽可能详细的化学成分要求范围及热处理工艺。

一、生铁锭生铁锭是熔制铸铁和铸钢的最主要金属炉料,约占配料重量的20%~100%,它的化学成分是否稳定、硫磷含量和有害杂质含量是否低,直接关系到所熔制铸铁和铸钢的质量。
合理的选用生铁锭也是获得低成本配料的有效方法之一。
生铁锭可分为铸造生铁、球墨铸铁专用生铁、炼钢生铁、高纯生铁和特种生铁等,均有标准,见表2-1-1至表2-1-7。
生产上常用生铁的化学成分和微量元素含量,见表2-1-8至表2-1-13。
通常:熔制灰铸铁时,应选用铸造生铁。
硅的质量分数为2.0%~3.0%的铸造生铁可用于熔制低牌号灰铸铁;硅的质量分数为1.2%~2.0%的铸造生铁可用于熔制高牌号灰铸铁。
熔制球墨铸铁时,应选用球墨铸铁专用生铁,但也可选用低硅、低锰和低磷硫的铸造生铁或炼钢生铁。
对于要求特别高的球墨铸铁也可选用高纯生铁。
球墨铸铁所用新生铁的硅的质量分数一般在0.8%~1.75%的范围内选择。
熔制大断面球墨铸铁件或铸态铁索体球墨铸铁件时,生铁的锰含量希望低于0.3%,不应超过0.5%,越低越好;熔制珠光体、贝氏体、退火铁索体球墨铸铁体时,生铁的锰的质量分数应小于0.6%;熔制正火珠光体球墨铸铁的中小型铸件时,生铁的锰的质量分数可适当放宽,一般也不要超过0.8%。
对于低温下工作的铁素体韧性球墨铸铁件和其他要求韧性较高的球墨铸铁件,应选用磷的质量分数小于0.07%的生铁。
一般球墨铸铁件用生铁磷的质量分数不应大于0.1%;硫的质量分数应限制在0.05以下;反球化元素不得过量ωTe<0.01%、ωTi<0.3%、ωSn<0.09%、ωSb<0.2%、ωPb<0.2%、ωBi<0.05%。
熔制蠕墨铸铁时,应参照熔制球墨铸铁的要求选用生铁。
熔制可锻铸铁时,一般只加入10%左右的生铁量,主要是为了提高碳含量,因此含磷、硫和铬低的铸造生铁、炼钢生铁和再生铁均能使用。
熔制特种铸铁时,应尽量选用含相应元素高的铸造生铁或特种生铁。
铸造实验报告一、铸造方法:湿型砂型铸造,手工造型。
二、造型材料的配方:由查《铸造技术数据手册》中的湿型砂配比表可得 1、背砂:新砂5%、旧砂94%、膨润土1%。
2、面砂:新砂40.4%、旧砂50%、膨润土4.5%、煤粉4%、重油1%、碳酸钠0.1%。
3、芯砂:新砂52%、旧砂40%、粘土6%、糖浆2%。
四、确定炉料配比 1、新生铁:根据感应电炉熔炼铸铁的特性,为保证显微组织正常,炉料中生铁锭的用量不能超过20%。
故选择新生铁的配比为20%,则新生铁的加入量:150公斤⨯20%=30公斤2、废钢为了使炉料含碳量足够,废钢的配比为23%,则废钢的加入量为:150公斤⨯23%=34.5公斤3、回炉料回炉料的加入量为:150公斤-30公斤-34.5公斤=85.5公斤 五、计算炉料中各元素的应有含量 1、炉料应含碳量铁水所需的平均含碳量(铁水C )应等于毛坯所需的含碳量(1C ),即铁水C =1C ,碳熔炼烧损为1%,则炉料C =铁水C /(1-0.01)=1C /0.99因为毛坯所需的含碳量1C 已知为3.3%,所以炉料C =铁水C /1-0.01=1C /0.99=3.3/0.99=3.33%验算炉料实际含碳量:新生铁带进的碳量:2C =4.0⨯20%=0.8% 回炉料带进的碳量:3C =4.15⨯57%=2.37% 废钢带进的碳量:4C =1.0⨯23%=0.23%所以炉料实际含碳量C=2C +3C +4C =0.8%+2.37%+0.23%=3.4%2、炉料应含硅量:铁水所需的平均含硅量(铁水Si )应等于毛坯所需的含硅量(1Si ),即铁水Si =1Si ,硅熔炼烧损为6%,则炉料Si =铁水Si /(1-0.06)=1Si /0.94因为毛坯所需的含硅量1Si 已知为1.95%,所以炉料Si =铁水Si /(1-0.06)=1Si /0.94=1.95/0.94=2.07%验算炉料实际含硅量:新生铁带进的含硅量:2Si =1.85%⨯20%=0.37% 回炉料带进的含硅量:3Si =1.5%⨯57%=0.855% 废钢带进的含硅量:4Si =0.26%⨯23%=0.05%所以炉料实际含硅量Si =2Si +3Si +4Si =0.37%+0.855%+0.06%=1.285% 炉料中尚缺硅量=炉料应含硅量-炉料中实际含硅量=2.07%-1.285%=0.785% 3、炉料应含锰量铁水所需的平均含锰量(铁水Mn )应等于毛坯所需的含锰量(1Mn ),即铁水Mn =1Mn ,锰熔炼烧损为8%,则因为毛坯所需的含锰量1Mn 已知为0.8%,所以炉料Mn =铁水Mn /(1-0.08)=0.8//0.92=0.87%验算炉料实际含锰量:新生铁带进的锰量:2Mn =0.03%⨯20%=0.006% 回炉料带进的锰量:3Mn =0.7%⨯57%=0.399% 废钢带进的锰量:4Mn =0.25%⨯23%=0.058%所以炉料中实际含锰量Mn =2Mn +3Mn +4Mn =0.006%+0.399%+0.058%=0.463%炉料中尚缺锰量=炉料应含锰量-炉料实际含锰量=0.87%-0.463%=0.407% 六、计算铁合金加入量 1、硅铁加入量补加含硅75%的硅铁的百分数=炉料中尚缺的硅量(%)/硅铁的含硅量(%)=0.785/75%=1.05% 即每100公斤炉料补加1.05公斤含硅75%的硅铁 则150公斤炉料补加含硅75%的硅铁量为: 1.5⨯1.05公斤=1.57公斤2、锰铁加入量补加含锰65%的锰铁的百分数=炉料中尚缺的锰铁(%)/锰铁的含量(%)=0.407%/65%=0.626%即每100公斤炉料补加0.626公斤含锰65%锰铁则则150公斤炉料补加含锰65的锰铁量为:1.5 0.626公斤=0.939公斤。
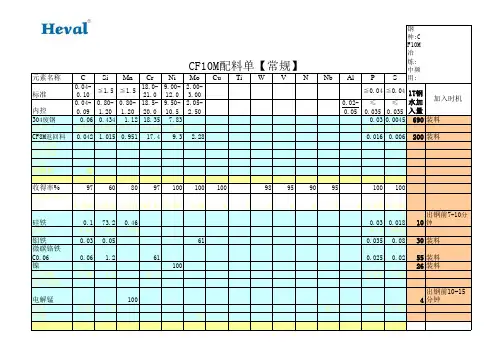
钢种:CF10M 冶炼:中频炉元素名称CSi Mn CrNiMoCu Ti W V N Nb Al P S适用:标准0.04-0.10≦1.5≦1.518.0-21.09.00-12.0 2.00-3.00≦0.04≦0.04内控0.04-0.090.80-1.200.80-1.2018.5-20.09.50-10.5 2.05-2.500.02-0.05≤0.035≤0.035304废钢0.060.434 1.1218.357.830.030.0045690装料纯铁0.0020.0020.110.020.020.0070.003C F8M返回料0.0421.0150.95117.49.32.280.0160.006200装料回炉料1回炉料2生铁增碳剂85炉料合计0.4985.02469.63161.4272.627 4.560000000.2390.0431收得率%9760809710010010098959095100100钢水炉料合计0.48313.01487.704156.5772.627 4.5600000000.2390.0431硅铁0.173.20.460.030.01810出钢前7-10分钟锰铁 6.630.675.60.130.003钼铁0.030.05610.0350.0830装料微碳铬铁C 0.060.06 1.2610.0250.0255装料镍10026装料铬铁V60.06 1.261.10.0250.02氮化铬铁电解锰1004出钢前10-15分钟铌铁0.04 1.265.80.030.03钼条100合金合计0.0527.995 4.04633.552618.30000.02730.0368合金收得率%100959597100100100989897100100100合金收得合计0.0527.59533.843732.5442618.300000000.02730.0368钢水成份比例K 0.535110.6111.548189.1298.62722.8600000000.26630.07991015钢水成份%0.0531.045 1.13818.639.7172.2520000000.0260.0082.Mn、Si实际加入量根据出钢前成分分析结果定3.浇注温度控制在1540℃-1560℃,根据浇注箱数调整4.成分未设定范围的皆为最大值, 为残余元素。
铸造实验报告一、铸造方法:湿型砂型铸造,手工造型。
二、造型材料的配方:由查《铸造技术数据手册》中的湿型砂配比表可得 1、背砂:新砂5%、旧砂94%、膨润土1%。
2、面砂:新砂40.4%、旧砂50%、膨润土4.5%、煤粉4%、重油1%、碳酸钠0.1%。
3、芯砂:新砂52%、旧砂40%、粘土6%、糖浆2%。
四、确定炉料配比 1、新生铁:根据感应电炉熔炼铸铁的特性,为保证显微组织正常,炉料中生铁锭的用量不能超过20%。
故选择新生铁的配比为20%,则新生铁的加入量:150公斤⨯20%=30公斤2、废钢为了使炉料含碳量足够,废钢的配比为23%,则废钢的加入量为:150公斤⨯23%=34.5公斤3、回炉料回炉料的加入量为:150公斤-30公斤-34.5公斤=85.5公斤 五、计算炉料中各元素的应有含量 1、炉料应含碳量铁水所需的平均含碳量(铁水C )应等于毛坯所需的含碳量(1C ),即铁水C =1C ,碳熔炼烧损为1%,则炉料C =铁水C /(1-0.01)=1C /0.99因为毛坯所需的含碳量1C 已知为3.3%,所以炉料C =铁水C /1-0.01=1C /0.99=3.3/0.99=3.33%验算炉料实际含碳量:新生铁带进的碳量:2C =4.0⨯20%=0.8% 回炉料带进的碳量:3C =4.15⨯57%=2.37% 废钢带进的碳量:4C =1.0⨯23%=0.23%所以炉料实际含碳量C=2C +3C +4C =0.8%+2.37%+0.23%=3.4%2、炉料应含硅量:铁水所需的平均含硅量(铁水Si )应等于毛坯所需的含硅量(1Si ),即铁水Si =1Si ,硅熔炼烧损为6%,则炉料Si =铁水Si /(1-0.06)=1Si /0.94因为毛坯所需的含硅量1Si 已知为1.95%,所以炉料Si =铁水Si /(1-0.06)=1Si /0.94=1.95/0.94=2.07%验算炉料实际含硅量:新生铁带进的含硅量:2Si =1.85%⨯20%=0.37% 回炉料带进的含硅量:3Si =1.5%⨯57%=0.855% 废钢带进的含硅量:4Si =0.26%⨯23%=0.05%所以炉料实际含硅量Si =2Si +3Si +4Si =0.37%+0.855%+0.06%=1.285% 炉料中尚缺硅量=炉料应含硅量-炉料中实际含硅量=2.07%-1.285%=0.785% 3、炉料应含锰量铁水所需的平均含锰量(铁水Mn )应等于毛坯所需的含锰量(1Mn ),即铁水Mn =1Mn ,锰熔炼烧损为8%,则因为毛坯所需的含锰量1Mn 已知为0.8%,所以炉料Mn =铁水Mn /(1-0.08)=0.8//0.92=0.87%验算炉料实际含锰量:新生铁带进的锰量:2Mn =0.03%⨯20%=0.006% 回炉料带进的锰量:3Mn =0.7%⨯57%=0.399% 废钢带进的锰量:4Mn =0.25%⨯23%=0.058%所以炉料中实际含锰量Mn =2Mn +3Mn +4Mn =0.006%+0.399%+0.058%=0.463%炉料中尚缺锰量=炉料应含锰量-炉料实际含锰量=0.87%-0.463%=0.407% 六、计算铁合金加入量 1、硅铁加入量补加含硅75%的硅铁的百分数=炉料中尚缺的硅量(%)/硅铁的含硅量(%)=0.785/75%=1.05% 即每100公斤炉料补加1.05公斤含硅75%的硅铁 则150公斤炉料补加含硅75%的硅铁量为: 1.5⨯1.05公斤=1.57公斤2、锰铁加入量补加含锰65%的锰铁的百分数=炉料中尚缺的锰铁(%)/锰铁的含量(%)=0.407%/65%=0.626%即每100公斤炉料补加0.626公斤含锰65%锰铁则则150公斤炉料补加含锰65的锰铁量为:1.5 0.626公斤=0.939公斤。
铸造实验报告一、铸造方法:湿型砂型铸造,手工造型。
二、造型材料的配方:由查《铸造技术数据手册》中的湿型砂配比表可得 1、背砂:新砂5%、旧砂94%、膨润土1%。
2、面砂:新砂40.4%、旧砂50%、膨润土4.5%、煤粉4%、重油1%、碳酸钠0.1%。
3、芯砂:新砂52%、旧砂40%、粘土6%、糖浆2%。
四、确定炉料配比 1、新生铁:根据感应电炉熔炼铸铁的特性,为保证显微组织正常,炉料中生铁锭的用量不能超过20%。
故选择新生铁的配比为20%,则新生铁的加入量:150公斤⨯20%=30公斤2、废钢为了使炉料含碳量足够,废钢的配比为23%,则废钢的加入量为:150公斤⨯23%=34.5公斤3、回炉料回炉料的加入量为:150公斤-30公斤-34.5公斤=85.5公斤 五、计算炉料中各元素的应有含量 1、炉料应含碳量铁水所需的平均含碳量(铁水C )应等于毛坯所需的含碳量(1C ),即铁水C =1C ,碳熔炼烧损为1%,则炉料C =铁水C /(1-0.01)=1C /0.99因为毛坯所需的含碳量1C 已知为3.3%,所以炉料C =铁水C /1-0.01=1C /0.99=3.3/0.99=3.33%验算炉料实际含碳量:新生铁带进的碳量:2C =4.0⨯20%=0.8% 回炉料带进的碳量:3C =4.15⨯57%=2.37% 废钢带进的碳量:4C =1.0⨯23%=0.23%所以炉料实际含碳量C=2C +3C +4C =0.8%+2.37%+0.23%=3.4%2、炉料应含硅量:铁水所需的平均含硅量(铁水Si )应等于毛坯所需的含硅量(1Si ),即铁水Si =1Si ,硅熔炼烧损为6%,则炉料Si =铁水Si /(1-0.06)=1Si /0.94因为毛坯所需的含硅量1Si 已知为1.95%,所以炉料Si =铁水Si /(1-0.06)=1Si /0.94=1.95/0.94=2.07%验算炉料实际含硅量:新生铁带进的含硅量:2Si =1.85%⨯20%=0.37% 回炉料带进的含硅量:3Si =1.5%⨯57%=0.855% 废钢带进的含硅量:4Si =0.26%⨯23%=0.05%所以炉料实际含硅量Si =2Si +3Si +4Si =0.37%+0.855%+0.06%=1.285% 炉料中尚缺硅量=炉料应含硅量-炉料中实际含硅量=2.07%-1.285%=0.785% 3、炉料应含锰量铁水所需的平均含锰量(铁水Mn )应等于毛坯所需的含锰量(1Mn ),即铁水Mn =1Mn ,锰熔炼烧损为8%,则因为毛坯所需的含锰量1Mn 已知为0.8%,所以炉料Mn =铁水Mn /(1-0.08)=0.8//0.92=0.87%验算炉料实际含锰量:新生铁带进的锰量:2Mn =0.03%⨯20%=0.006% 回炉料带进的锰量:3Mn =0.7%⨯57%=0.399% 废钢带进的锰量:4Mn =0.25%⨯23%=0.058%所以炉料中实际含锰量Mn =2Mn +3Mn +4Mn =0.006%+0.399%+0.058%=0.463%炉料中尚缺锰量=炉料应含锰量-炉料实际含锰量=0.87%-0.463%=0.407% 六、计算铁合金加入量 1、硅铁加入量补加含硅75%的硅铁的百分数=炉料中尚缺的硅量(%)/硅铁的含硅量(%)=0.785/75%=1.05% 即每100公斤炉料补加1.05公斤含硅75%的硅铁 则150公斤炉料补加含硅75%的硅铁量为: 1.5⨯1.05公斤=1.57公斤2、锰铁加入量补加含锰65%的锰铁的百分数=炉料中尚缺的锰铁(%)/锰铁的含量(%)=0.407%/65%=0.626%即每100公斤炉料补加0.626公斤含锰65%锰铁则则150公斤炉料补加含锰65的锰铁量为:1.5 0.626公斤=0.939公斤。
铸铁配料计算公式表
以下是常见的铸铁配料计算公式表,用于计算铸铁材料中各种元素或化合物的配料比例:
1. 石墨含量计算:
石墨含量 = (石墨重量 / 总重量) * 100%
2. 硅含量计算:
硅含量 = (硅重量 / 总重量) * 100%
3. 碳当量计算:
碳当量 = 碳含量 + (硅含量 / 3.5) + (磷含量 / 10) + (硫含量 / 32)
4. 硫含量计算:
硫含量 = (硫重量 / 总重量) * 100%
5. 磷含量计算:
磷含量 = (磷重量 / 总重量) * 100%
6. 碳含量计算:
碳含量 = (碳重量 / 总重量) * 100%
以上公式中,总重量指的是铸铁材料的总重量,而各种元素(如碳、硅、磷、硫)的重量指的是这些元素在配料中的重量。
具体的配料比例和配方可能因不同的铸铁材料类型(如灰铁、球墨铸铁)以及工艺要求而有所不同。
因此,在实际应用中,应根据具体的铸铁材料和要求来选择合适的配方和计算公式。