第五章 磁力探伤与涡流探伤
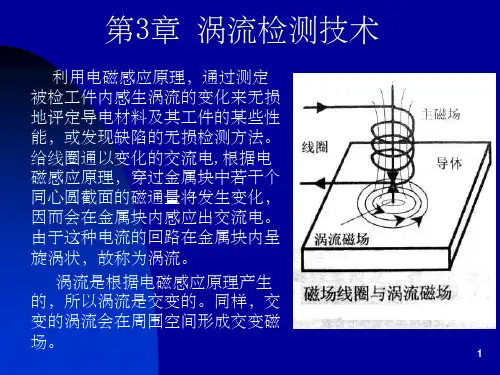
四、涡流探伤 1. 涡流的产生 在图中, 若给 线圈通以变化的交流电, 根据 电磁感应原理, 穿过金属块中 若干个同心圆截面的磁通量将 发生变化, 因而会在金属块内 感应出交流电。由于这种电流 的回路在金属块内呈旋涡形状 , 故称为涡流。 涡流的大小影响着激励线圈中 的电流。 涡流的大小和分布决定于激励 线圈的形状和尺寸、交流电频 率、金属块的电导率、磁导率 、金属块与线圈的距离、金属
第五章 磁力探伤与涡流探伤
六、涡流探伤技术 探伤前的准备: 选择检验方法及设备;对被探件进行 预处理;根据相应的技术条件或标准来制备对比试样 ;对探伤装置进行预运行;调整传送装置。 确定探伤规范:1)选择探伤频率; 2)确定工件的传送速 度; 3)调整磁饱和程度; 4)相位的调整; 5)滤波器频 率的确定; 6)幅度鉴别器的调整; 7)平衡电路的调定 ; 8)灵敏度的调定。 探伤 探伤结果分析 (5)消磁 (6)结果评定 (7)编写探伤报告
UWE磁粉探伤系统, 工件超过 900mm长的新型磁粉探伤机。产 生旋转磁场, 一次过程检测出 任何方向的裂纹;自动周期设 定夹紧、喷淋、充磁和退磁。
UWS系统特别适用 于长工件的裂纹检 查,例如: 大型涡 轮机的叶片探伤( 大约3米长)
第五章 磁力探伤与涡流探伤
4. 磁粉探伤检验程序 根据被探件的材料、形状、尺寸及需检查缺陷的性质、 部位、方向和形状等的不同,所采用的磁粉探伤方法也 不尽相同,但其探伤步骤大体如下: 探伤前的准备 校验探伤设备的灵敏度,除去被探件表 面的油污、铁锈、氧化皮等。 磁化 确定探伤方法 对高碳钢或经热理(淬火、回火、渗碳、 渗氮)的结构钢零件用剩磁法探伤;对低碳钢、软钢用 连续法; 确定磁化方法。 确定磁化电流种类 一般直流电结合干磁粉、交流电结 合湿磁粉效果较好。