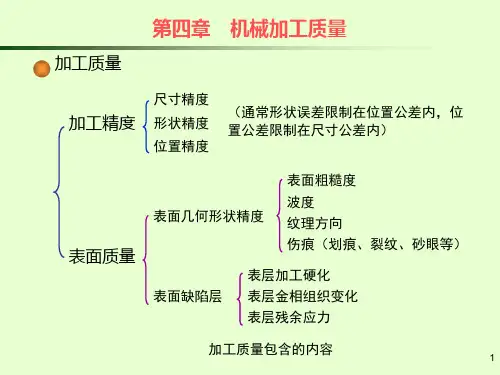
齿轮孔长径比L/D>1齿轮的定位
§5-1 齿轮制造工艺 五、齿轮机械加工的定位基准
应先以端面为主要
定位基面加工内孔和
端面,并在一次装中
完成,以保证其垂直
度。ቤተ መጻሕፍቲ ባይዱ
再以加工后的内孔
和端面作为组合定位
基面加工外圆和另一
端面。
加工齿面时应采用 齿轮孔长径比L/D<1的盘形齿轮的定位
内孔及端面定位。
精选ppt课件最新
精选ppt课件最新
12
§5-1 齿轮制造工艺
五、齿轮机械加工的定位基准
带孔齿轮加工其轮齿齿面时采用齿坯内孔(光孔或 花键孔)及端面定位。因为以这些表面作为定位基准
符合基准重合原则;也符合基准统一原则。孔和端面 哪一个作为主要定位基准,要根据定位的稳定性来决 定。
作为定位基准的孔尺寸公差要求较严格,一般按H7 加工。为了消除孔和心轴间的间隙的影响,精车齿坯 时,常用过盈心轴或小锥度心轴(锥度为 1/4000~1/6000)。
精选ppt课件最新
13
§5-1 齿轮制造工艺
五、齿轮机械加工的定位基准 加工孔长径比L/D﹥1的单联或多联齿轮时,应以孔
作为主要定位基面。为了消除孔和心轴间的间隙的影 响,精车齿坯时,常用过盈心轴或小锥度心轴。
预加工齿面时,可采用能自动定心的可胀心轴或分 组的小间隙心轴装夹。
精选ppt课件最新
14
第五章 典型汽车零件的机械加工工艺
§5-1 齿轮制造工艺 §5-2 连杆制造工艺 §5-3 曲轴制造工艺
精选ppt课件最新
1
§5-1 齿轮制造工艺
一、齿轮的结构特点
汽车齿轮按照其结构特点分为五类: Ⅰ类 单联齿轮,孔的长径比L/D>1 。 Ⅱ类 多联齿轮,孔的长径比L/D>1 。