数控机床主轴振动或噪声太大的检查方法和诊断
- 格式:doc
- 大小:26.50 KB
- 文档页数:2
列举数控机床故障诊断与排除的基本方法数控机床是现代制造业中常用的一种机床,其具有高精度、高效率、灵活性强等优点。
然而,由于数控机床的复杂性,难免会出现各种故障。
如何进行故障诊断与排除是维护数控机床正常运行的关键。
本文将介绍数控机床故障诊断与排除的基本方法。
一、观察法观察法是最常用的故障诊断方法之一。
通过观察数控机床运行过程中的现象和表现,可以初步判断故障类型。
例如,当机床出现振动或噪音时,可能是轴承损坏或零件松动;当机床加工表面质量下降时,可能是刀具磨损或切削液问题。
观察法需要经验丰富的操作人员进行判断,可以快速定位故障。
二、测量法测量法是故障诊断的重要手段之一。
通过使用各种测量仪器对数控机床进行测量,可以获取各种参数数据,从而判断机床是否正常工作。
例如,使用千分尺、千分表等测量工具对零件尺寸进行测量,判断是否满足要求;使用振动仪、温度计等仪器对机床振动、温度等进行测量,判断是否存在异常。
测量法需要操作人员具备一定的测量技能,并使用合适的测量仪器。
三、试验法试验法是故障诊断的重要手段之一。
通过对机床进行一系列试验,可以验证故障的存在并排除其他可能性。
例如,对机床的各个部件进行拆装试验,观察是否存在松动或磨损;对机床进行负载试验,观察是否能正常工作。
试验法需要操作人员具备一定的机械和电气知识,能够根据试验结果判断机床是否存在故障。
四、故障代码法数控机床通常会配备故障代码显示功能,当机床出现故障时,会显示相应的故障代码。
通过查阅机床的故障代码手册,可以了解故障的类型和排除方法。
例如,故障代码为E01表示伺服电机故障,可以检查伺服电机及其驱动器是否正常工作。
故障代码法需要操作人员熟悉机床的故障代码,能够准确判断故障类型。
五、故障记录法故障记录法是一种比较系统的故障诊断方法。
通过对机床的故障进行记录和分析,可以找出故障发生的规律和原因,并采取相应的措施进行排除。
例如,记录机床故障发生的时间、地点、原因等信息,分析是否存在共性或相关性。

数控模具加工中心主轴电机振动噪声过大故障诊断与维修模具加工中心加工过程中主轴电机有噪声。
模具加工中心使用加工零件时,零件的表面不够光滑,有些坑坑哇哇的现象,可以明显地听出主轴电机有噪声,而且还有震动现象。
一、修前准备首先区分噪声或振动来自于主轴电机还是主轴箱内机械部件。
机械系统产生的噪声可从以下3个方面开展检査:主轴轴承是否缺少润滑脂,如果缺少应按量补充;主轴驱动带轮是否存在转动平衡状况不良,检查动平衡块是否松动或脱落,如需要应对平衡块开展适当调整对于交流主轴电机旋转时出现的异常噪声及振动,维修时可从以下几个方面开展处理。
首先确定异常噪声或振动是在什么工作状态下发生的,如在减速过程中发生,则是再生回路故障,应重点检查再生回路的晶体管模块是否损坏及保险是否熔断。
如果在恒速旋转时产生噪声或振动,则先检查反应电压是否正常,然后在突然切断指令的情况下观察电机自由停车过程中是否有异常噪声或振动。
如有噪声,则故障出现在机械部分;否则故障出在印制电路板上。
如果反应电压不正常,则进一步检查振动周期是否与速度有关。
如果有关,应检查主轴与主轴电机连接是否完好,电机轴承或主轴电机与主轴连接离合器是否正常,主轴箱内驱动齿轮啮合是否良好,以及安装在交流主轴电机尾部的脉冲发生器是否工作正常。
如果无关,则故障多数是由于速度控制回路调整不当引起的,或连接器接触不良,或者电机内部存在机械故障二、修前调查该机床主轴是在旋转的过程中一直都有噪声和轻微振动,而且速度越高,故障越明显,用手摸一下主轴箱,感觉温升并不高,询问操作人员得知该故障现象是近期才出现,之前从未出现过,而且也没有出现过加工过程中撞刀现象,加工零件时也没有过量切三、据理析像、罗列成因根据现场的调查结果,初步归纳出可能的故障点如下(1)故障应该不在主轴轴承,因为如果是轴承损坏主轴温升应该很厉害,而且发出的噪声也会比较锋利,有可能在同步带轮及连接上。
(2)主轴电机内部钉子与转子间有间隙,造成转动时有震动。
各种数控机床主轴常见的故障以及解决方法数控机床的主轴是其核心部件,常常遇到各种故障。
主轴故障的解决方法常常涉及到机床的维修和保养,下面将介绍一些主轴常见故障以及解决方法。
1.主轴加热严重主轴加热严重可能是由于切削液温度过高、主轴轴承磨损、轴承间隙过大等原因引起。
解决方法有:-控制切削液的供给温度,保持在合理标准范围内。
-清洁和更换过期的切削液。
-更换磨损过多的轴承,保证轴承间隙在正常范围内。
2.主轴噪音大主轴噪音大可能是由于主轴轴承损坏、装配间隙不合理等原因引起。
解决方法有:-检查和更换磨损或损坏的轴承。
-调整轴承的装配间隙,保证合理的间隙标准。
-定期清洁和润滑轴承,保持良好的润滑状态。
3.主轴振动主轴振动可能是由于主轴装配不平衡、轴承损坏等原因引起。
解决方法有:-进行动平衡测试,并按照测试结果调整装配平衡。
-检查和更换磨损或损坏的轴承。
-检查主轴固定方式,是否牢固可靠。
4.主轴不转或转速不稳定主轴不转或转速不稳定可能是由于电机故障、电源故障、电路故障等原因引起。
解决方法有:-检查电机运行状态,是否正常工作。
-检查电源电压稳定性,是否满足机床工作要求。
-检查电路连接是否松动或短路,及时修复或更换。
5.主轴温度过高主轴温度过高可能是由于磨损严重、切削液温度过高等原因引起。
解决方法有:-定期检查和更换磨损严重的零件。
-控制切削液的供给温度,保持在合理标准范围内。
-清洁主轴内部的灰尘和杂质。
总之,数控机床主轴故障的解决方法需要从多个方面进行综合分析和处理,包括机床的维修和保养、合理使用和维护切削液、定期检查和更换磨损的零件等。
只有在实际生产中不断总结经验、勤奋学习和不断提高技术能力,才能更好地解决主轴故障,提高机床的稳定性和加工效率。
机床振动测试与诊断摘要现代工业发展过程中,普通机床和数控机床的使用是非常常见的,无论哪种机床在工作过程中都不可避免的会产生机械振动,那么对机床的振动测试和诊断也就逐渐形成一门独立的学科。
机床在运动时,由于旋转件的不平衡、负载的不均匀、结构刚度的各向异性、间隙、润滑不良、支撑松动等因素,都会伴随微弱的振动。
机械振动在大多数情况下是有害的,并且还伴随着同频率的噪声,恶化环境,危害健康。
然而,振动并不是完全有害的,我们可以利用机床发出的振动来检测开机状态下机床是否处于安全工作中,以及利用振动可以检测机床能够继续安全工作的时间,何时将可能发生故障等一系列的问题。
因此对机床振动的测试和诊断是必不可少的。
关键词:机床振动;测试;诊断;频率AbstractIn the development of modern industry, the use of ordinary machine tool and numerical control machine tool is very common, no matter what kind of machine tool in the working process of the inevitable will produce mechanical vibration, the vibration test and diagnosis of machine tool will gradually form an independent discipline. When the machine is moving, due to the imbalance of the rotating parts, load of inhomogeneous, anisotropic stiffness, loose, bad lubrication, support factors such as clearance, will accompany a faint vibration. Mechanical vibration is harmful in most cases, and also with the same frequency noise, deteriorating environment and a health hazard.Vibration, however, is not totally bad, we can use machine tool of vibration to test on the machine in safety work, and the vibration can be used to detect machine can continue to secure work time, when there will be a failure and a series of problems. So testing and diagnosis of vibration of machine tool is indispensable.Key words: Machine tool vibration; Test; Diagnosis; The frequency1 概述 (4)1.1课题背景 (4)1.2机床振动诊断的发展趋势 (4)1.2.1数控机床的发展历程 (4)1.2.2测试与诊断技术的应用 (5)1.3机床振动测试诊断国内外发展现状 (5)1.4课题意义 (6)2数控机床振动测试故障诊断系统整体框架 (6)2.1方案选择 (6)2.2方案比较 (7)2.3方案确定 (8)2.4上位机与下位机连接方案确定 (8)2.5数控机床机械振动分析与检测方法 (9)2.5.1 数控机床机械故障情况分析 (9)2.5.2 故障诊断方法的确定 (9)2.6系统功能分析与元器件选择 (10)2.6.1 信号预处理模块 (10)2.6.2 数据采集模块 (10)2.6.3 数据处理模块 (10)2.6.4 机间通讯模块 (11)2.6.5 故障信号及其频谱图显示模块 (11)2.6.6 频谱图保存和浏览模块 (11)3振动测试系统硬件的设计 (11)3.1数控机床故障的分类 (11)3.2硬件系统的设计 (12)3.3机床测试数据分析 (12)4结论 (14)参考文献 (15)1.1课题背景我国在工业部门中开展状态监测与故障诊断技术研究的工作起步于1986年,在此之前从国外引进的大型机组,一般都购置了监测系统。
主轴箱燥声的检测方法
1. 听声音呀!你就静下心来,仔细听听主轴箱发出的声音,像不像有只小老鼠在里面闹腾?比如你在操作的时候,突然听到一种“叽叽咕咕”的声音,那就得注意啦!
2. 可以用工具来检测呀!就好像医生用听诊器一样,咱也有专门检测声音的工具呢。
你想想,拿着工具靠近主轴箱,听它发出的细微声音变化,是不是很神奇?比如听到一阵“嗡嗡”声比平时大了很多,这就是个信号呀!
3. 对比正常声音和异常声音嘛!你肯定知道正常情况下主轴箱是什么声音呀,那一旦有不一样的,哎哟喂,那不就有问题了嘛。
就好像你熟悉的一首歌,突然跑调了,你一下子就能听出来对不对!
4. 观察机器运行状态呀!如果主轴箱发出奇怪声音的时候,机器也好像不太对劲,那很可能就是声音在提醒你呀。
就好比人要是不舒服,脸色和行动都会不一样,机器不也这样嘛!
5. 定期检测呀!别总是等出问题了才想到检测,平时就时不时去听听它,跟它互动互动呀。
就像你每天要和朋友打招呼一样,也和主轴箱打个招呼,听听它的情况哟!
6. 请专业人员来听一听呀!他们经验丰富,耳朵可灵了呢!人家一听就知道有没有问题。
这就好比专业的歌手能听出音准问题,咱普通人就不一定行呀!
7. 结合其他检测方法呀!不能光靠听声音这一招呀,还得和别的一起配合,这样才能更准确地发现问题呢。
好比破案一样,不能光靠一个线索呀,得多个线索结合起来才行呢!
我觉得呀,主轴箱的噪声检测真的很重要,关系到机器的正常运行和生产的效率呀,大家一定要重视起来呀!。
数控机床主轴异常噪声及振动的原因是什么数控机床主轴异常噪声及振动的原因是什么数控机床是数字控制机床的简称,是一种装有程式控制系统的自动化机床。
该控制系统能够逻辑处理具有控制编码或其他符号指令规定的程式,并将其译码,用程式码化的数字表示。
通过资讯载体输入数控装置。
经运算处理由数控装置发出各种控制讯号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
数控机床最精密的部分就是主轴,主轴的异常声响和振动很可能是由主轴变形造成的。
数控机床主轴不转的原因是什么我也遇到过那次是主轴箱里没油了主轴箱很烫加了油就好如果电机还转就检查皮带不转检查电器希望我能帮到你!数控机床滚珠丝杠副噪声大的原因是什么滚珠丝杠副噪声大的故障原因及排除方法有以下五种:(1)滚珠丝杠副滚珠有破损。
排除方法:更换新滚珠。
(2)丝杠润滑不良。
排除方法:改善润滑条件,使润滑油量充足。
(3)丝杠支承轴承可能破损。
排除方法:更换破损轴承。
(4)电动机与丝杠联轴器松动。
排除方法:拧紧联轴器锁紧螺钉。
(5)丝杠支承轴承的压盖压合情况不良。
排除方法:调整轴承压盖,使其压紧轴承端面外滚道。
数控机床主轴发热是什么原因这个是轴承摩擦引起的,天气热,速度快引起的,也有可能硬体有问题数控机床主轴无变速是什么原因要求故障原因: 电气变档讯号是否输出; 压力是否足够; 变档液压缸研损或卡死; 变档电磁阀卡死; 变档液压缸拨叉脱落; 变档液压缸窜油或内泄; 变档复合开关失灵.排除方法:维修人员检查处理; 检测并调整工作压力; 修去毛刺和研伤,清洗后重装; 检测并清洗电磁阀; 修复或更换密封圈﹑开关.数控机床主轴变速方式主要有无级变速、分段无级变速和内建电机变速等几种(1)定传动比的连线形式,无级变速在小型数控机床上,主电动机和主轴一般采用定传动比的连线形式,或是主电动机和主轴直接连线的形式,在使用定传动比传动时,为了降低噪声与振动.通常采用V形带或同步带传动。
数控机床主轴振动或噪声太大的检查方法和诊断
首先要区别噪声及振动发生在主轴机械部分还是电气部分。
检查方法有:
1、在减速过程中发生,一般是由驱动装置造成的,如交流驱动中的再生回路故障。
2、在恒转速时,可通过观察主轴电动机自由停车过程中是否有噪声和振动来区别,如存在,则主轴机械部分有问题。
3、检查振动的周期是否与转速有关,如无关,一般是主轴驱动装置未调整好;如有关,应检查主轴机械部分是否良好,测速装置是否不良。
诊断方法有:
1、电气方面的原因:
(1)、电源缺相或电源电压不正常。
(2)、控制单元上的电源开关设定(50/60Hz切换)错误。
(3)、伺服单元上的增益电路和颤抖电路调整不好(或设置不当)。
(4)、电流反馈回路未调整好。
(5)、三相输入的相序不对。
2、机械方面的原因:
(1)、主轴箱与床身的连接螺钉松动。
(2)、轴承预紧力不够或预紧螺钉松动,游隙过大,使之产生轴向窜动,应重新调查。
(3)、轴承损坏,应更换轴承。
(4)、主轴部件动平衡不好,应重新调整动平衡。
(5)、齿轮有严重损伤,或齿轮啮合间隙过大,应更换齿轮或调整啮合间隙。
(6)、润滑不良,润滑油不足,应改善润滑条件,使润滑油充足。
(7)、主轴与主轴电机的连接皮带过紧,应移动电机座调整皮带使松紧度合适。
(8)、连接主轴与电机的连轴器故障。
(9)、主轴负荷太大。
数控机床主轴常见故障及故障分析和解决方法1.主轴噪音过大主轴噪音过大是主轴故障中比较常见的一种情况,可能是由于以下原因引起。
(1)轴承损坏:主轴的轴承由于长时间使用、润滑不良或配合尺寸过紧等原因,使得轴承损坏,进而引起噪音。
(2)圆整度不好:主轴内的精密配合面被磨损或磨削不均匀,导致轴承的跳动和摩擦,从而产生噪音。
(3)主轴安装不牢固:主轴与机床床身连接的螺纹松动或损坏,也会造成主轴噪音。
解决方法:(1)更换轴承:定期检查轴承的磨损情况,及时更换损坏的轴承。
(2)重新磨削:将主轴内精密配合面重新磨削,保证光洁度和配合尺寸的精确性。
(3)检查螺纹连接:定期检查主轴与机床床身连接的螺纹线程,如有松动或损坏,及时修复或更换。
2.主轴过热或过冷主轴过热或过冷都会影响机床的正常工作,可能是由以下原因引起。
(1)润滑不良:主轴润滑系统的润滑油不足或质量不合格,无法有效降低主轴的温度。
(2)冷却系统故障:冷却系统中的水箱、水泵、冷却管道等因故障导致无法正常工作,无法及时散热。
(3)进给速度过快:加工时进给速度过快,使得主轴负荷过大,从而产生过热现象。
解决方法:(1)检查润滑系统:确保润滑油的供给符合要求,及时更换润滑油。
(2)检查冷却系统:定期检查冷却系统的水泵、水管等是否正常工作,确保冷却系统正常运行。
(3)调整进给速度:根据加工要求和主轴的负荷情况,合理调整主轴进给速度,控制主轴温度在合理范围内。
3.主轴振动过大主轴振动过大会影响加工精度和表面质量,可能是由以下原因引起。
(1)主轴不平衡:主轴内部刀具或零件分布不均衡,使得主轴在高速旋转时产生不平衡力。
(2)轴承磨损:主轴的轴承由于长时间使用、润滑不良或配合尺寸过紧等原因,轴承磨损导致振动。
(3)主轴与机床床身连接不牢固:主轴与机床床身连接的螺纹松动或配合尺寸不合适会造成振动。
解决方法:(1)动平衡调整:定期对主轴进行动平衡调整,使得主轴内的刀具或零件均匀分布,减小振动。
数控机床加工过程中的振动问题分析与解决方法摘要:数控机床在现代制造业中扮演着至关重要的角色。
然而,数控机床加工过程中常常会出现一些振动问题,对加工质量和机床寿命产生不利影响。
本文将对数控机床加工过程中的振动问题进行分析,并提出一些解决方法,以帮助生产厂商和操作工人提高加工效率和质量。
1. 引言数控机床是一种高效、精度高的自动化加工工具,广泛应用于航空航天、汽车制造、模具加工等领域。
然而,由于机床部件的不完美和操作过程中的一些因素,振动问题成为数控机床加工过程中的一大难题。
振动问题不仅会降低加工质量,还可能导致零件和机床的损坏。
2. 振动问题的分析2.1 振动的类型数控机床加工过程中主要有三种振动类型:一是切削振动,即刀具与工件之间的相互振动;二是结构振动,即机床各个部件之间的振动;三是外界扰动引起的振动,如地震、风噪等。
2.2 振动的影响因素数控机床加工过程中振动问题的产生受到多种因素的影响,包括刀具磨损、工件材料、切削参数、机床刚性等。
其中,刀具磨损是导致振动问题的主要原因之一,它会导致切削力的不稳定,进而引起振动。
3. 振动问题的解决方法针对数控机床加工过程中的振动问题,以下是几种常见的解决方法:3.1 刀具磨损的监测与更换刀具磨损是导致振动问题的主要因素之一。
因此,监测刀具磨损状态非常重要。
可以使用传感器监测切削力和振动信号,通过专业软件进行分析,及时判断刀具磨损情况,一旦发现刀具磨损过大,应及时更换刀具,以保证加工质量和机床的稳定性。
3.2 提高机床刚性机床刚性对振动问题的解决至关重要。
在设计和制造过程中,应注重机床的刚性要求,尤其是在剧烈振动的切削区域,适当增加机床的刚性,减小振动的幅度。
此外,还可以采用补偿措施,如增加减振材料或采用补偿装置,以减少机床振动。
3.3 切削参数的优化切削参数是影响振动问题的重要因素之一。
通过优化切削参数,如切削速度、进给速度、切削深度等,可以减小振动的幅度。
数控机床的噪音分析与控制[摘要]利用传动轴、齿轮及轴承进行变速的主轴变速系统仍在大部分数控机床上使用。
在工作中难免会产生振动噪声、冲击噪声和摩擦噪声。
与普通机床相比数控机床一般处于长期工作状态,因此产生的噪音具有连续性,代表性更强。
对数控机床的噪声进行分析,同时提出了解决方法.能够更好的预防机床故障和更快的修复机床故障,减少设备停机时间,更好的服务企业生产。
[关键词]数控机床主轴噪声[前言]数控机床主轴噪声较为普遍,但没有经验的操作者和维修人员会忽视。
实际上,当数控机床主轴发出异响时,是主轴上的齿轮、轴承等部件出现问题,是大问题的前兆。
本文对数控机床的噪声状况进行了深入的调查,结合最新的研究成果,对噪声现象进行了认真的分析,并提出了相应的对策。
因此,关注这一问题,进行研究和探索,具有积极的现实意义。
1 噪声的产生原因CNC机床主传动系统工作时,机械系统响应来自于齿轮、轴承等零件的激振力,振动速度v1便会对系统产生激励。
机械系统中的动能传递到与空气接触的辐射表面,产生振动速度v2。
与地面接触的空气受到干扰并转化为压力波。
此时,振动能量转化为声能,产生压力波。
由于齿轮、轴承等零件的传动和辐射会在数控机床主传动系统工作时产生噪声,如果这些零件出现异常,它们的激振力便会增大,随之噪声增大。
1.1 齿轮的噪声分析CNC机床的主传动系统主要依靠齿轮来完成传动和传动。
噪声、摩擦噪声和冲击噪声是工作中不可避免的。
因此,齿轮啮合传动是噪声的主要来源之一。
下图1为一对齿轮啮合情况图,AC区间为啮合区间。
图1 齿轮啮合图当齿轮副在渐进线的啮合区域被驱动到点A到点B时,当啮合点B沿啮合线逐渐移动时,齿轮副的相对速度减小。
在节点b,相对滑动速度沿方向变化,产生激振力。
当各种齿轮误差增大时,外部载荷的波动和其他零件的影响、传动系统的共振和润滑条件的不良都会加剧激振力的产生。
在较远的啮合区域,齿面的相对滑动速度与B与c之间的距离成正比,随着接触点与B之间距离的增加,齿轮的速度也随之增加。
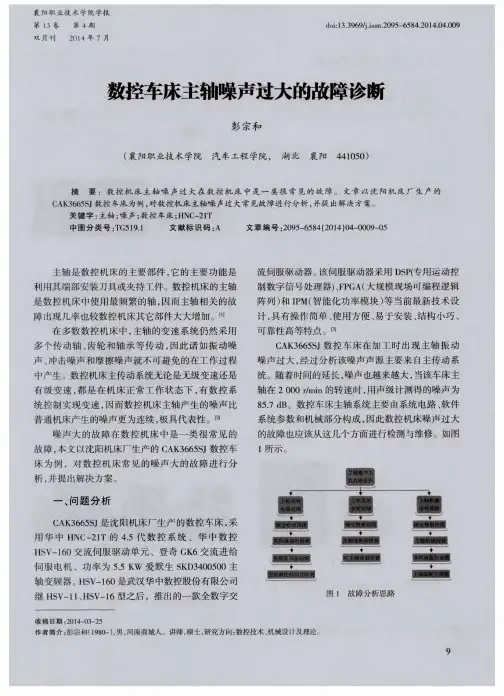
在多品种、小批量生产中以数控加工中心为主体的加工设备,主要加工对象是汽车、飞机的各种复杂机械零件。
由于工件要求精度高和交货期短,就希望设备运转效率高,因此如何及时排除故障、正确有效地操纵设备就成为使用中的大问题。
下面就数控加工中心主轴常见故障分析。
主轴部件主轴箱出现的故障有自动拉紧刀柄装置、白动调速装置、主轴快速运动的精度保持性等。
(1)主轴运转发生异常的声音。
若主轴运转发生异常的声音越来越大造成数控加工中心运转停止,可以判断主轴轴承破损。
一般来说,当加工中心购进几年后,会发生主轴轴承损伤的现象,特别是在铸铁件、铸钢件的重切削加工条件下。
(2)主轴箱不能移动。
①检查机床坐标轴上的联轴节,拧紧联轴节上的螺钉。
②卸下压板,观察压板是否研伤,调整压板与导轨间隙,保证间隙为0. 02-0. 03 mm,
③检查主轴箱镶条,松开镶条止退螺钉,用旋具顺时针旋转镶条螺钉,使坐标轴能灵活移动,在塞尺不能塞人后锁紧止退螺钉。
④观察主轴箱导轨面是否研伤,用细砂布修磨导轨面的伤痕。
(3)主轴箱运转过程中有噪声。
①改善润滑条件,使其润滑油量充足。
②调整轴承后盖,使其压紧轴承端面,拧紧锁紧螺母。
数控铣床主轴噪声处理方法在很多机床中,由于主轴的变速系统仍采用若干传动轴、齿轮和轴承,因此在工作中不可避免地要产生振动噪声、摩擦噪声和冲击噪声。
而数控铣床主传动系统的变速是在机床不停止工作的状态下,由计算机控制完成的,因此它比普通机床产生的噪声更为连续。
下面我们来说说这些噪音的来源以及如何消除或是降低噪声的发出。
一、主轴噪声故障分析某数控铣床,在初次使用时噪声就较大,并且噪声声源主要来自主传动系统,随着使用时间的延长噪声越来越大,用声级计在主轴2000r/min的转速下,测得噪声为85.2dB。
噪声的原因分析:机械系统受到外界任何的激振力,系统就会因对此激振力产生响应而出现振动。
这个振动能量在整个系统中传播,当传播到辐射表面,这个能量就转换成压力波,经空气再传出去,即声辐射。
因此,激发响应、系统内部传递及声辐射这三个步骤就是振动噪声、摩擦噪声和冲击噪声的形成过程。
数控铣床的主传动系统土作时,正是由于齿轮、轴承等零部件经过激发响应,并在系统内部传递和辐射而出现了噪声,且这些部件又由于出现了异常情况,使激振力加大从而使噪声增大。
(1)齿轮噪声分析。
数控铣床的主传动系统主要是靠齿轮来完成变速和传动的因此,齿轮的啮合传动是主要噪声源之一。
机床主传动系统中齿轮在运转中产生的噪声主要有:①齿轮在啮合中,齿与齿之间出现连续冲击而使齿轮在啮合频率下产生受迫振动并带来冲击噪声。
②因齿轮受到外界激振力的作用而产生齿轮固有频率的瞬态自由振动并带来噪声。
③因齿轮与传动轴及轴承的装配出现偏心而引起旋转不平衡惯性力,由此产生了与转速相一致的低频振动。
随着轴的旋转,每转一次发出一次共鸣噪声。
④因齿与齿之间的摩擦导致齿轮产生的自激振动并带来摩擦噪声。
如果齿面凸凹不平,会引起快速周期性的冲击噪声。
(2)轴承噪声分析。
该数控铣床的主轴变速系统共有滚动轴承38个。
轴承与轴颈及支承孔的装配、预紧力、同心度、润滑条件以及作用在轴承上负荷的大小、径向间隙等都对噪声有很大影响。
主轴箱噪音大原因比较复杂,不过只要有耐心还是可以确症的。
1、首先确症是不是主轴轴承的问题一般主轴轴承有3到5个轴承组成轴承组,轴承磨损、或没有安装到位造成的现象有噪音大、震动大、加工精度变差、表面粗糙度差。
如果是主轴轴承的问题,那么通过测量主轴的径向跳动和轴向跳动可以鉴别。
方法如下:a、拆除卡盘;b、用百分表测量主轴的卡盘轴向和径向的定位表面,其中径向跳动和轴向跳动分别为0.005(毫米下同)和0.015,测量时主轴换在空挡上,用手转动。
若实测数字超过这个数字一倍以上那么有两种可能,要么是主轴有问题,要么是主轴轴承有问题,而主轴有问题的概率小于1%,所以主轴轴承有问题的可能性比较大。
2、如果通过上述测量是好的,那么可能是齿轮轴或齿轮有问题那么如何鉴别是齿轮还是齿轮轴有问题呢?a、通过换挡位,把与主轴对搭的齿轮更换对搭判定,如果每一档声音差不多,那就不是这个问题,如果有一档特别严重,那就在这档检查仔细一点。
齿轮杂音一般类似炒豆子的声音;b、若是对搭轴有问题(比如弯曲)一般有很有规律的类似拉警报的周期性杂音。
相信你一定能找到原因。
主轴箱的箱体是用HT200 灰铸铁生产工艺简单。
铸造性能优良,减震性能良好毛坯种类的选择不仅影响毛坯的制造工艺及费用,而且也与零件的机械加工工艺和加工质量密切相关。
为此需要毛坯制造和机械加工两方面的工艺人员密切配合,合理地确定毛坯的种类、结构形状,并绘出毛坯图。
选择毛坯时应该考虑如下几个方面的因素:(一)零件的生产纲领大量生产的零件应选择精度和生产率高的毛坯制造方法,用于毛坯制造的昂贵费用可由材料消耗的减少和机械加工费用的降低来补偿。
如铸件采用金属模机器造型或精密铸造;锻件采用模锻、精锻;选用冷拉和冷轧型材。
单件小批生产时应选择精度和生产率较低的毛坯制造方法。
(二)零件材料的工艺性例如材料为铸铁或青铜等的零件应选择铸造毛坯;钢质零件当形状不复杂,力学性能要求又不太高时,可选用型材;重要的钢质零件,为保证其力学性能,应选择锻造件毛坯。
数控机床主轴振动或噪声太大的检查方法和诊断
首先要区别噪声及振动发生在主轴机械部分还是电气部分。
检查方法有:
1、在减速过程中发生,一般是由驱动装置造成的,如交流驱动中的再生回路故障。
2、在恒转速时,可通过观察主轴电动机自由停车过程中是否有噪声和振动来区别,如存在,则主轴机械部分有问题。
3、检查振动的周期是否与转速有关,如无关,一般是主轴驱动装置未调整好;如有关,应检查主轴机械部分是否良好,测速装置是否不良。
诊断方法有:
1、电气方面的原因:
(1)、电源缺相或电源电压不正常。
(2)、控制单元上的电源开关设定(50/60Hz切换)错误。
(3)、伺服单元上的增益电路和颤抖电路调整不好(或设置不当)。
(4)、电流反馈回路未调整好。
(5)、三相输入的相序不对。
2、机械方面的原因:
(1)、主轴箱与床身的连接螺钉松动。
(2)、轴承预紧力不够或预紧螺钉松动,游隙过大,使之产生轴向窜动,应重新调查。
(3)、轴承损坏,应更换轴承。
(4)、主轴部件动平衡不好,应重新调整动平衡。
(5)、齿轮有严重损伤,或齿轮啮合间隙过大,应更换齿轮或调整啮合间隙。
(6)、润滑不良,润滑油不足,应改善润滑条件,使润滑油充足。
(7)、主轴与主轴电机的连接皮带过紧,应移动电机座调整皮带使松紧度合适。
(8)、连接主轴与电机的连轴器故障。
(9)、主轴负荷太大。