5.3.4数控切槽指令及子程序调用
- 格式:ppt
- 大小:1.10 MB
- 文档页数:25




课题: 数控常用编程指令不同机床因其所使用的数控系统不同,程序也略有差异。
编程时,必须严格按照所使用机床的编程说明书规定的格式书写,以下用FANUC 0i系统为例说明。
一、数控程序结构例如:%O0050;程序号(程序开始)G50X120.0Z180.0;T0101;S800M03;程序内容G00X25.0Z2.0;……M30;程序结束%程序由程序开始(程序号)、程序内容和程序结束三部分组成。
地址(字母)和数字组成字,若干个字组成程序段,若干个程序段组成程序。
字是组成程序的单元。
字-地址格式(地址可变程序段格式)中,每个字长不固定,各个程序段中的长度和功能字的个数都是可变的;在上一程序段中写明的、本程序段里又不变化的那些字,可以不重写,仍然有效。
字-地址格式编写的程序简短、直观、易检查和修改,故目前广泛应用。
1.程序开始程序号为程序的开始部分,每个程序都要有程序号。
F ANUC——“O”西门子——“%”与文件名称不完全相同。
(程序开始符、结束符是同一个字符,ISO代码中是%,EIA代码中是EP,书写时要单列一段。
)2.程序主体由若干个程序段(行)组成。
程序段格式由语句号字、数据字和程序段结束组成。
如:N20G01X35.Y-46.25F100.0;数车一般格式:N(1~4)G2X±5.3 Z±5.3F5.3S4T4M2;3.程序结束常用M30结束整个程序。
4.程序字的说明表示地址符的英文字母的含义(1)程序段号字(顺序号字)N位于程序段之首,由地址N和后面若干位数字组成。
如N1200程序不是按语句号的次序执行,而是按照程序段编写时的排列顺序逐段执行。
语句号的作用:对程序的校对和检索修改;作为条件转向的目标。
有些数控系统可以不使用语句号。
(2)准备功能字G使数控机床作好某种操作准备的指令。
用G和两位数字组成。
G00~G99(3)坐标字坐标字用于确定机床上刀具运动终点的坐标位置。
由地址,+、-符号和数值组成。
《切断与切槽》数控车床编程格式与编程方法要点第9讲切断与切槽·学习目的和要求1、掌握在数控车床上切断工件与切沟槽的基本方法2、掌握切断刀的安装、调整以及对刀操作3、掌握切槽切断指令的编程格式与编程方法4、掌握内切槽、外切槽、典型槽的加工方法5、掌握切断与沟槽加工的加工工艺·重点内容1、数控车床上切断工件与切沟槽的基本方法2、切断刀的安装、调整以及对刀操作3、切槽切断循环指令的编程格式4、内切槽、外切槽、典型槽的加工方法5、掌握切断与沟槽加工的加工工艺·难点内容1、工件切断与沟槽的加工工艺路线2、切断与沟槽的加工方法·实训任务1、要求每组学生必须完成一个实训项目。
2、要求每个学生必须独立完成实习报告。
·教学准备·课时分配:4H·教学方法先讲解知识内容,再进行加工操作练习。
·教学过程1、强调上课纪律,考勤记录。
2、讲解本节课主题,内容简要概括。
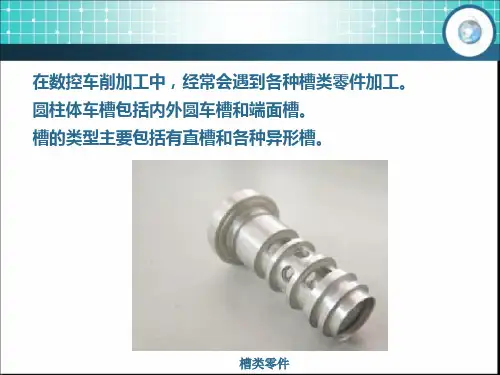
3、讲解安全操作规程4、上课准备5、教学分配(分组,工具配发)6、知识内容讲解7、本节课点评总结一、切槽/切断方法1、槽的类型在工件表面上车沟槽的方法叫切槽,槽的形状有外槽、内槽和端面槽。
2、切槽的方法(1)加工外槽时用外切槽刀,且沿着工件中心方向切削;加工内槽时用内切槽刀,且沿着工件大径方向切削;加工端面槽时可用外切槽刀、内切槽刀或自磨刀具。
(2)车削精度不高的和宽度较窄的矩形沟槽:可以用刀宽(主切削刃宽度)等于槽宽的切槽刀,直接采用G01直进法横向走刀一次将槽切出。
(3)车削精度要求较高的和宽度较宽的沟槽:主切削刃宽度小于槽宽,分几次直进法横向走刀,并在槽的两侧、槽底留一定的精车余量。
切出槽宽后,然后根据槽深、槽宽,最后一刀纵向走刀精车至槽底尺寸。
当切削到槽底时一般应暂停一段时间以光顺槽底。
(4)加工宽槽和多槽时:可用移位法、调用子程序、宏程序或G75切槽复合循环指令编程。
(5)车削较小的圆弧形槽,一般用成形车刀车削,或改变主偏角与副偏角的角度。
