具
点
点
检
检 结
记
果
录
表
年 月
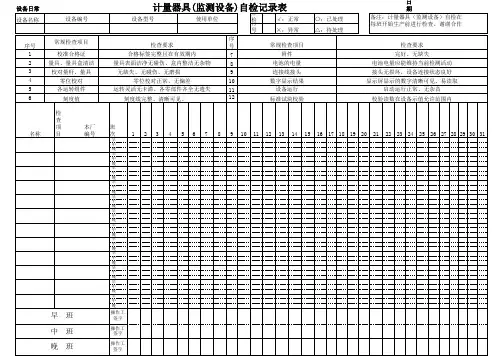
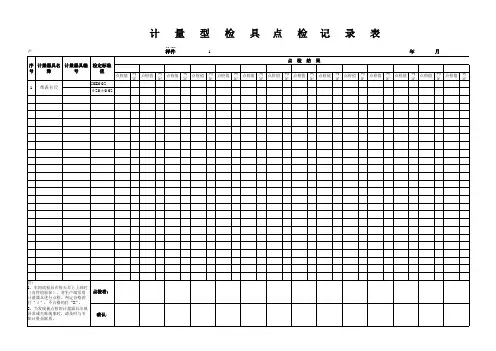
BY-1-1,BY-1-2
点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定
1
带表卡尺
50± 0.02 φ 20±0.02
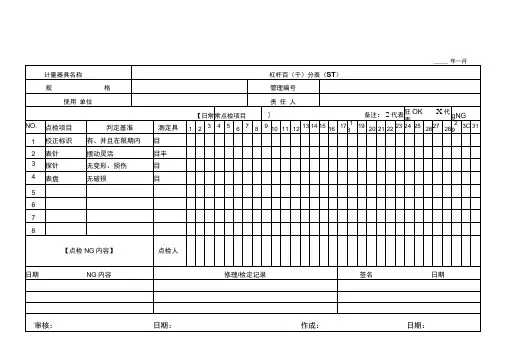
注: 1、车间巡检员在每天早上上班时 (首件检验前),对生产线常用 计量器具进行点检。判定合格的 打“√”,不合格的打“X”. 2、当发现被点检的计量器具出现 异常或失准现象时,请及时与专 职计量员联系。
Hale Waihona Puke 点检者:确认:检具
点
点
检
检 结
记
果
录
表
点检值 判定
by11by12计量器具编号检定标准值点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定带表卡尺50002点检者
计
生产线名称: 序 计量器具名 计量器具编 号 称 号 检定标准 值
量
标准样件编号:
型
检