刀具切削参数表
- 格式:xls
- 大小:562.00 KB
- 文档页数:18
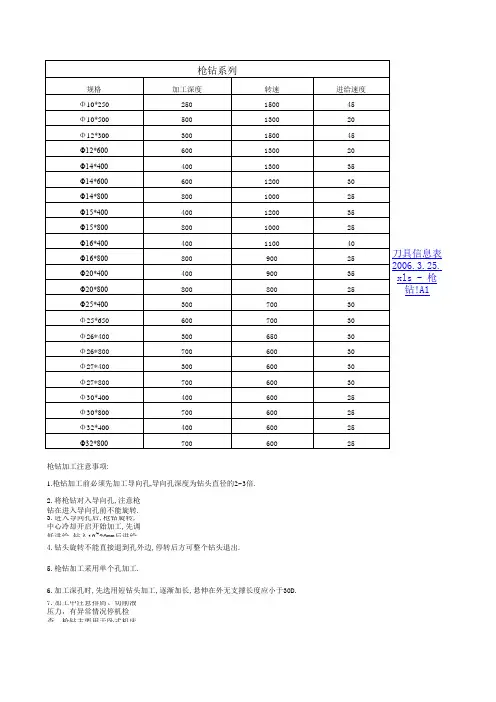
枪钻加工注意事项:
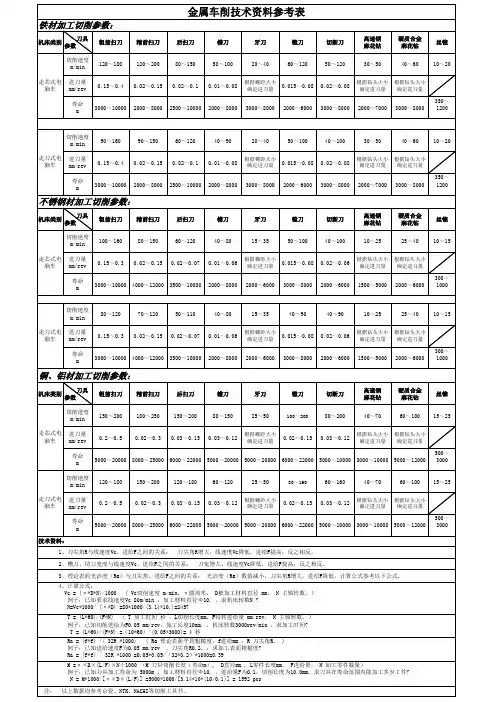
1.枪钻加工前必须先加工导向孔,导向孔深度为钻头直径的2~3倍.
2.将枪钻对入导向孔,注意枪钻在进入导向孔前不能旋转.
3.进入导向孔后,枪钻旋转,中心冷却开启开始加工,先调低进给,钻入10~20mm后进给正常,注意加工声音.
4.钻头旋转不能直接退到孔外边,停转后方可整个钻头退出.
5.枪钻加工采用单个孔加工.
6.加工深孔时,先选用短钻头加工,逐渐加长,悬伸在外无支撑长度应小于30D.
7.加工中注意排屑、切削液压力,有异常情况停机检查,枪钻主要用于卧式机床。
实用标准文档
文案大全
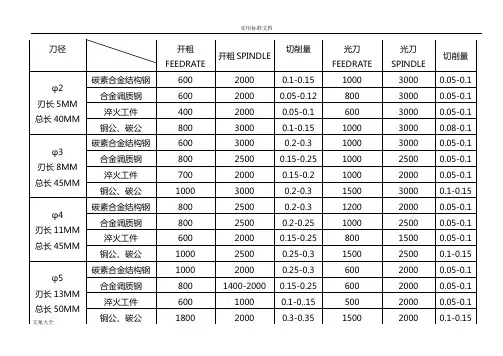
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
文案大全
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3
材料
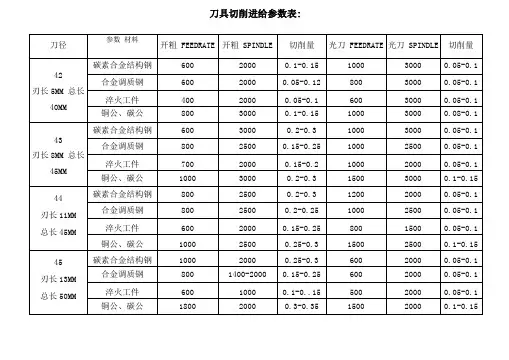
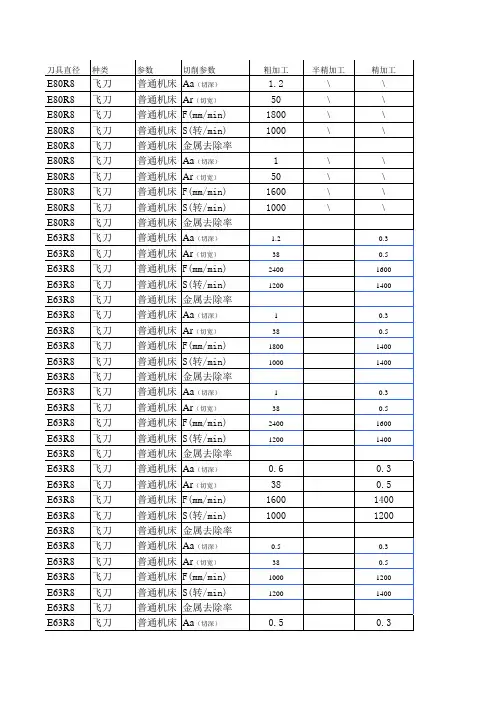
刀具切削进给参数表: 刀具切削进给参数表:
文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
文案大全
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 文案大全
文案大全
文案大全
文案大全
文案大全。
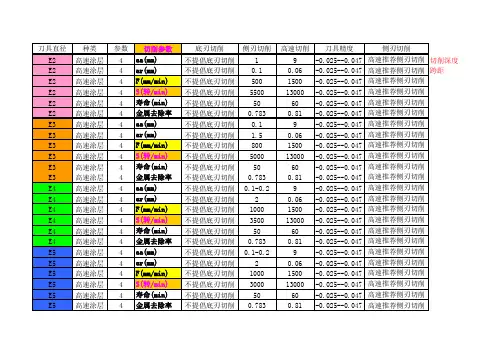
切削参数表(车刀)
这是一份切削参数表,适用于车刀。
以下是各项切削参数的说明:
1. 切削速度:刀具切削工件表面的速度,通常以米/分钟为单位。
2. 进给速度:刀具在工件上移动的速度,也以米/分钟为单位。
进给速度与切削速度共同决定切削效率。
3. 切削深度:刀具在工件上切削的深度,通常以毫米为单位。
切削深度越大,切削效率越高,但可能会影响工件表面质量。
4. 切削宽度:刀具在工件上切削的宽度,同样以毫米为单位。
切削宽度也是影响切削效果和工件表面质量的重要参数。
5. 冷却液类型:在加工过程中使用的冷却液的类型,根据加工材料和切削条件选择适合的冷却液。
6. 刀具材质:车刀的刀具材质,根据加工材料和切削条件选择合适的刀具材料。
7. 加工材料:要加工的工件材料,根据工件材料选择适当的切削参数。
以上是切削参数表的内容,根据具体的加工需求和条件,调整这些参数可以获得更好的切削效果。
记得根据实际情况进行测试和调整参数,以确保安全和高效的切削操作。


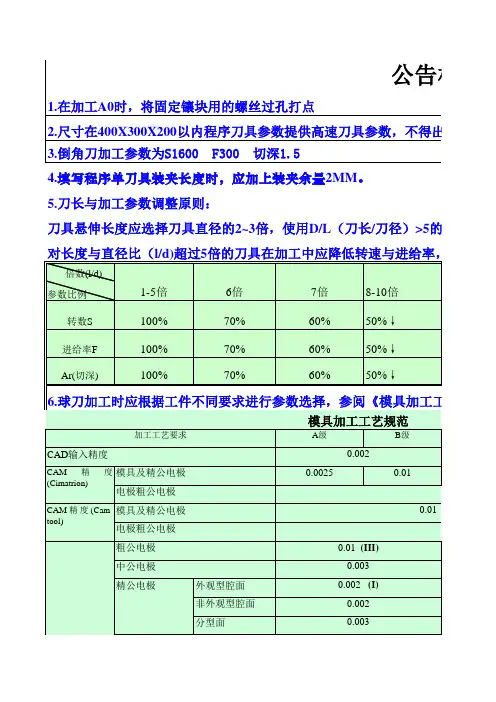
-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削0--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05高速推荐侧刃切削高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削0--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.047-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02-0.02-0.02-0.02-0.02-0.020--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028\\\\\\-0.014--0.28 -0.014--0.28-0.014--0.28-0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28-0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28-0.014--0.280.11.5 10001000040以上为高速直线(或R转角加工)加工不踩刀0.11.510001000040以上为高速直线(或R转角加工)加工不踩刀0.0818001200030以上为高速直线(或R转角加工)加工不踩刀。