4-模仁部分
- 格式:ppt
- 大小:1.18 MB
- 文档页数:16
模仁(2D)圖標注注意事項﹕一﹑視圖方面主要視圖含﹕(1)﹑平面圖(與組立圖之擺放位置相符)(2)﹑側視圖(包括左﹑右﹑仰﹑俯視﹐視需要而選擇)(3)﹑X-X,Y-Y剖視圖(視需要而選擇)附加視圖有﹕(1)﹑局部放大圖(2)﹑局部剖視圖(3)﹑頂針﹑水路平面圖(根據模仁的復雜程度﹐常將頂針﹑水路平面單獨列出)(4)﹑3D示意圖﹑頂針匯總表等二﹑尺寸標注方面(重點)總要求﹕結合加工方式﹐以反映各部形狀和位置為原則為達到圖面之優化﹐現從以下方面統一規范﹕(一)﹑圖層的設定(1)﹑除按標准設定Wor1-bl﹑Wor1-hl﹑Wor1-pl﹑Wor1-cl﹑Dim等圖層外﹐特要求母模仁與成品接觸部分用Wor2-bl圖層﹐公模仁與成品接觸部分Wor3-bl 圖層(2)﹑Water圖層應單獨為一個圖層﹐同組立圖。
但若被剖到則為Wor1-bl圖層(二)﹑基准的選擇及基准角的確定基准要點﹕以MOLD CENTER﹑PL面作為(0﹐0)點。
(鑲塊及小入子另作說明)基准角的確定(一般情况)﹕公模仁以右下角為准母模仁以左下角為准(三)﹑標注尺寸(1)﹑頂針標注要點定位尺寸﹕以平面視圖標識形狀﹑大小尺寸﹕在剖視圖中標識(要求每一類型之頂針都應有一剖視表示﹐盡量避免虛線表示)特殊頂針標注﹕a﹑方扁梢標注﹕在平面中標注定位尺寸及其長﹑寬大小﹐剖視圖中標出下端Ø值及高度值(如圖)b﹑防轉切邊之頂針﹕防轉標志僅在上下頂板標識﹐模仁上無需標記c﹑雙節頂針﹕平面圖以小端形狀為准﹐具體形狀大小在剖視中表示(2)﹑水路平面圖上標識其平面位置﹐且注明Z值剖視圖標識其高度位置﹐并注明水管快速接頭之規格(如PT1/8,PT1/4等)水路之深度尺寸必須取整(3)﹑螺絲平面圖以M4﹑M6﹑M8……標識剖視圖中標注深度﹐必須取整數(4)﹑成品部分a﹑圓形者﹐在平同面上以圓心定位﹐剖視標其大小﹔規則形狀﹐在平面中標示定位尺寸﹐具體形狀在剖視中標示b﹑有斜度者﹐平面上以某一端點投影線之坐標值﹐作為定位尺寸﹐剖視中必須標示各端點之坐標值﹐且標出斜度值c﹑Rib之標示以其中心線在平面圖上標注坐標值作為定位尺寸﹐剖視中亦標出其中心線坐標值﹐并用封閉尺寸標出其兩端大小尺寸﹐以極坐標標出深度值﹐再者標出其拔模角度c﹑曲面的標法多段圓弧或斜度線組成之標法﹕將每兩段之交點標注其坐標值﹐并標出它的R值或角度含spline線之標法﹕在平面上標出其最高點和最低點的坐標值即可d﹑對稱形狀部分之標注﹕以靠近基准角部分詳細標注﹐其余部分僅需(5)﹑備料尺寸(長X寬X高)長﹑寬盡可能在平面上標示﹐高度尺寸在側視或剖視中標示(6)﹑局部放大圖之注意事項a﹑基准﹕放大圖中必須要有一個或几個與原圖相對應的定位尺寸b﹑數值﹕以未放大之原形尺寸為准三﹑3D示意圖之要點a﹑3D示意圖應反映大體形狀﹐復雜部分應適當放大b﹑3D示意圖應標示擦﹑靠破面c﹑對復雜之模仁﹐在3D示意圖上盡量給出不同高度靠破面之Z值四﹑公差模仁之大框尺寸公差為-0.02mm﹐模仁內鑲塊孔(規則的)之公差為+0.01mm 五﹑Mark表﹐BOM表等各表格應填寫完整鑲塊(入子)標注注意事項之補充在遵守上述模仁之原則基礎上﹐補充如下﹕1﹑視圖﹕平面視圖擺放位置應同組立圖﹐若多個則以某一個位置為准即可2﹑基准﹕以PL面及選其某一直面作為(0﹐0)點﹐若僅一個則應標出圖面之(0﹐0)點距MOLD CENTER之數值3﹑公差﹕公差為-0.01mm (適合規則形狀)。
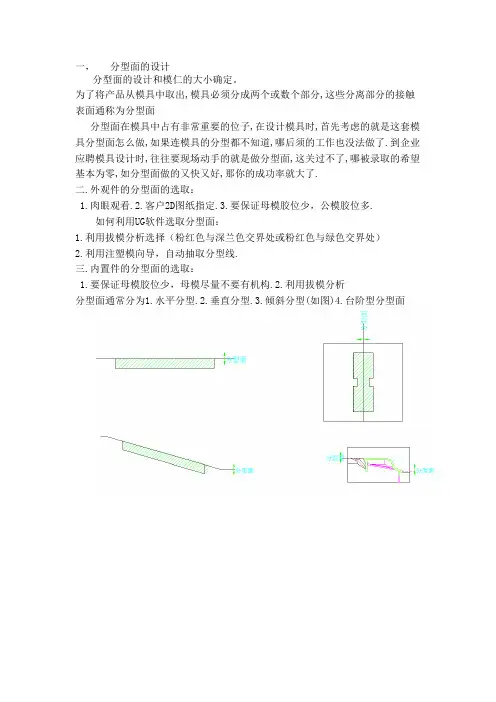
一,分型面的设计分型面的设计和模仁的大小确定。
为了将产品从模具中取出,模具必须分成两个或数个部分,这些分离部分的接触表面通称为分型面分型面在模具中占有非常重要的位子,在设计模具时,首先考虑的就是这套模具分型面怎么做,如果连模具的分型都不知道,哪后须的工作也没法做了.到企业应聘模具设计时,往往要现场动手的就是做分型面,这关过不了,哪被录取的希望基本为零,如分型面做的又快又好,那你的成功率就大了.二.外观件的分型面的选取:1.肉眼观看.2.客户2D图纸指定.3.要保证母模胶位少,公模胶位多.如何利用UG软件选取分型面:1.利用拔模分析选择(粉红色与深兰色交界处或粉红色与绿色交界处)2.利用注塑模向导,自动抽取分型线.三.内置件的分型面的选取:1.要保证母模胶位少,母模尽量不要有机构.2.利用拔模分析分型面通常分为1.水平分型.2.垂直分型.3.倾斜分型(如图)4.台阶型分型面三,模仁和模架的确认。
产品的分模面大致确定以后,接下来就是确定模仁和模架的尺寸了模架尽量采用标准模架和标准配件,这样有利于缩短模具的制造周期和降低成本设计界经常用的模架品牌有:龙记(LKM),富得吧(FUTABA),名利,天祥,重村等当模具比较特殊或客户特别要求时,须对模架得形状,尺寸,材料作更改时,就需重新设计模架,这种情况下,定购模架时就需要向供应商提供详细得图面,并标注上与标准模架得不同之处,当然,这样得模架单价也较贵,供应商一般可以给客户提供架初加工和精加工,一般我们都要求进行粗加工及粗掏模穴即可一.模架和模仁尺寸的确定模架的大小主要取决于产品的大小和结构,对模具而言,在保证足够的强度下,模具设计的越紧凑越好.根据产品的外形(投影面积和高度)和结构(侧向分型和抽芯)来确定模仁的尺寸,确定好模仁的尺寸以后,就可以确定模架的尺寸了以下是模仁和模架尺寸确定的参考图表以上数据,只是作为设计时的一个参考,在设计时还要注意一下几点;1.当产品高度过高时(X>=D时),应适当加大D,加大值=(X-D)/2.2.有时为了冷却水道和固定螺丝的需要,也要对尺寸加以调整.3.当产品结构复杂,须特殊分型或顶出机构,或须加滑块等机构时,也应对模仁和模架尺寸进行修改.应适当加大模架和厚度.2.方铁高度的确定:方铁的高度应保证有足够的顶出行程和5-10MM预留量,以保证产品完全顶出,并且上顶板不会碰到公模板顶部3.模架整体尺寸的确定:模具定好以后,因对模架整体结构进行校核,看模架是否适合,所选定的或客户指定的注塑机的型号,包括外形尺寸,厚度,最大开模行程,及顶出方式和顶出行程等.4.模仁材料的选定;制品为一般的塑胶,如ABS,PP,PC,等,模仁因选用P20,NAK80,718.等预硬钢,如用高光洁度或透明的塑料制品,如PMMA,PS,AS,等因选用420等耐腐蚀不锈钢,含玻纤增强的塑胶,因选用H13,SKD61等热处理钢,当制品材料为PVC或POM和加了阻燃剂时因选用420,2316等不锈钢.具体在"模具用钢材"一节再详细学习。
模仁、镶件、斜顶、滑块等塑料模具零件的加工工艺与流程1模胚回厂后,钳工应检查:1、A,B板基准面,是否平齐,基准角是否直角;2、导柱导套开合是否顺畅;3、模架螺钉及牙孔是否标准;4、下导柱及回针是否顺畅;5、模板是否变形、黑皮6、根据模胚图纸加工好顶针避空空,运水,螺丝孔,撑头孔等等模具辅助工艺孔2. 加工预留量原则1、需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量;2、模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm;3、钳工铣床粗铣外形单边预留余量0.3-0.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量;4、CNC精加工、电脉冲后要镜面抛光,单边留0.03mm的抛光余量。
3. 加工精度要求模具尺寸的制造精度应在0.005~0.02mm范围内;垂直度要求在0.01~0.02mm范围内;同轴度要求在0.01~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01~0.03mm范围内。
合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在0.01~0.02mm范围内;固定部分的配合精度一般选用0.01~0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01~0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0.01~0.02mm的间隙配合。
4. CNC拆电极的原则模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极要考虑整体加工,对CNC清角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上;比较深的筋片要做镶件,要单独做电极侧打,以防电脉冲时积碳;动模电极尽量不要CNC铣好之后还要线切割清角,如要,应将电极分解拆开或直接采用线切割;动模的筋部和筋位或者柱子的间隔超过35mm,应当分开做,节约铜料。
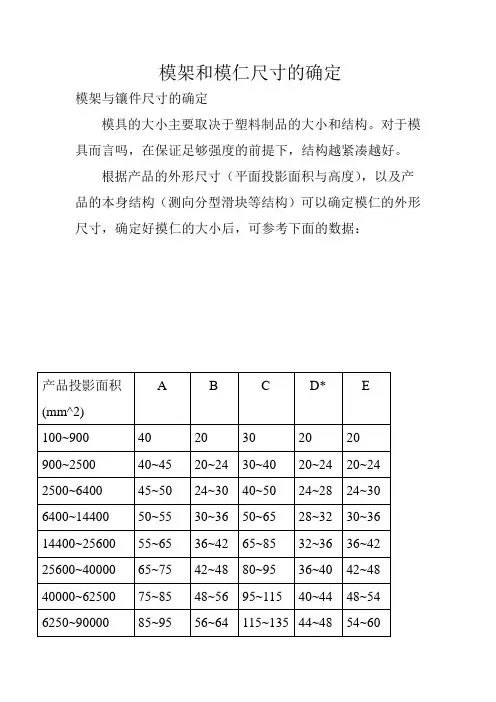
模架和模仁尺寸的确定
模架与镶件尺寸的确定
模具的大小主要取决于塑料制品的大小和结构。
对于模具而言吗,在保证足够强度的前提下,结构越紧凑越好。
根据产品的外形尺寸(平面投影面积与高度),以及产品的本身结构(测向分型滑块等结构)可以确定模仁的外形尺寸,确定好摸仁的大小后,可参考下面的数据:
以上数据,仅作为一般性结构的塑料制品的摸架参考,对于特殊的塑料制品,应注意以下几点:
1、当产品高度过高时(产品高度D≦X),应适合加
大“D”,加大值△D=(X-D)/2;
2、有时为了冷却水道的需要,也要对模仁的尺寸加
以调整,已达到较好冷却效果;
3、结构复杂需特殊分型或顶出机构,或有侧向分型
结构需要作滑块时,应根据不同情况适当调整模
仁和模架的大小以及各模板的厚度,与保证模架
的强度。
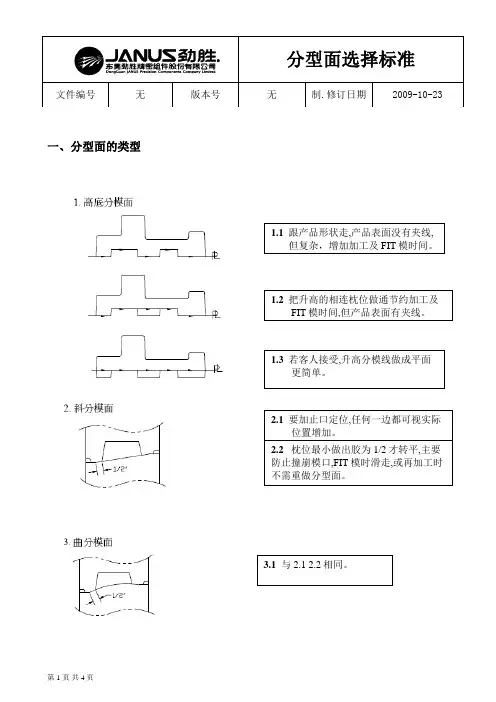
一、分型面的类型
10 有擦位的分型面设计方法。
二、主分型面选择的一般原则
1、保护模仁
一般在选择主分型面前要先考虑产品的拆法﹐即确定次分型面﹐找出前模仁
最低的面﹐即为主分型面﹐让前模仁尽量不要超出A 板伸入B 板內﹐以免在模具拆裝时將前模仁碰伤
2、减化模具结构﹐增加模板强度
3、依特殊模具结构来确定主分型面
4、模仁四角管位为防装模装错,基准角处管位需做大1.0mm
5、当产品主装配面同进出在两工件上时,将包在产品内侧胶位的工件抬高0.03-0.05mm ,防止产品断差明显。
(如下图所示)
6、产品前后模对碰处需把后模减胶0.03-0.05mm,防止加工误差导致产品碰穿孔处错位.
三、次分型面选择的一般原则
1、满足客户要求﹐不影响产品外观及使用性能
2、便于产品脱模
3、便于排气
4、尽量减少侧向倒勾,简化模具结构
5、便于加工
6、方便模仁表面处理。
模具基本结构一、模仁、模胚1.模胚在未拆开之前,检查其型号、尺寸是否与图纸合符,然后在基准角之对角面打上模具编号和模板序号,要求在每套模具方铁铣上模具编号;每套模具导柱也必须用打磨机刻上模具编号;导套底部开排气槽;B板四个角要求铣撬模坑,尺寸为20 * 45°*DP5。
2.多个产品在同一套模具时,应遵循中间产品大,周边产品小的原则,即压力所在的产品排位在中间,以便整套模走胶均匀。
要求电镀的产品和同样的产品应集中在一起,要求喷油的产品集中在一起。
3.分型面要求光顺漂亮,新模具外观表面尽量不要刮花、生锈,以保证模具美观整洁。
后模仁要求平整,CNC加工刀纹尽可能不损坏,前模型胶位部分省模必须按照粗凿精凿、粗油石精油石、粗砂纸细砂纸的顺序省光后再抛光(晒纹件不须抛光)。
4.在不影响产品顶出和保证顶针板强度的条件下,要求模具受力均匀加撑头,并主要考虑在模具的中间。
撑头长度:3535以下模胚,撑头高度为方铁高加0.15-0.2mm;3535以上模胚撑头高度为方铁高加0.2-0.3mm,撑头一般固定在底板或B板上。
5.产品外观或产品装配好后,操作者手部可触摸到的地方不可有利角。
6.唧嘴要求做定位止转,出胶口要求分型面平0.5-1.0mm。
唧嘴的长度尽可能做短,以减少注射力。
唧嘴定位台阶面不可接触到模仁或镶件。
7.模胚顶棍孔与唧嘴孔必须在同一中心上,顶棍孔直径为Φ40,模胚在3555以上根据注塑机而定为3个,中心数为100,顶针底板要求均匀设置垃圾钉,垃圾钉高度必须一致。
8.所有模具必须加工码模槽,中心距为7英寸、10英寸、12英寸且直身模要求铣码模坑,深25、宽25,长依模板大小而定。
9.所有模具之模仁、大镶件要求通冷却运水,特别是胶位比较深、比较厚的地方,水路直径8.0mm,较大可为Φ10,特大为Φ12,安全距离为4.0mm,离胶位至少保留6.0mm。
尽量避免局部模温过高,水路堵铜位置必须做台阶,模仁和镶件的冷却水路用防水圈从模胚对接出来,如前模通框,水管可直接通过模仁,接在模胚的面板上(面板与A板之间不能开模),进出水管一般设在非侧操作,水管进水刻上“IN1”、“IN2”,出水刻上“OUT1”、“OUT2”。
第二章结构介绍及模架2.1 模具外观认识认识模具结构,最好是到加工现场看看模具实物,对其结构有个大致印象,这样会有利于日后的学习。
先给大家看一些注塑模具的图片:图注塑模具实物上面两幅图是模具的实际照片,此时模具处于闭合状态,从外形来看,模具形状都差不多,是一个“方铁疙瘩”。
图注塑模具实物图是把模具的动定模部分打开之后的情形,我们发现其内部还是颇为复杂的。
2.2 模具结构3D图解学好模具设计,头脑里面要有模具内部的三维结构,要能想象其内部结构,要达到这一点,除了强化制图方面的学习之外,多到加工现场看模具结构也是一个非常奏效的方法。
见得多了,自然脑海中就有印象了。
俗话说的好:“百闻不如一见”,到实际加工现场一看,你就全明白了。
如果有师傅在场,帮你打开模具,并一个个零件拆开给你看的话,那真是再好不过,这样印象最深刻。
然而在校学子大多数情况下无法达到这种情况,但可以借助3D软件,把模具拆开,就像真的一样,完全可以洞穿其内部结构。
现在,我们就以一副简单的模具为例,来介绍其内部各零件结构,以增加大家的感官印象,为日后的设计做准备。
图模具三维结构现在我们把模具打开,打开后的两瓣模具如图所示。
动模部分定模部分图拆开后的模具动模部分拆分演示图动模部分上图即是动模部分各个零件的名称标示,为了让朋友们看清,标的箭头就有些乱。
这个例子是个简单的模具的动模部分,虽然简单,但是代表了模具的基本结构。
像导柱、复位杆、动模仁、上、下顶出板等等这些零件是其它模具都带有的。
其它模具都一个样,所不同的是其模仁部分及其内部结构。
下面我们就把动模部分的零件一个个拆开,从而能够更清晰地有模具内部结构的印象。
注:模具的动模部分、定模部分的这种称呼是源自工程中,因为模具是固定在注塑机上的,随着开模动作,注塑机的移动模板将带动模具的一部分沿着分型面打开与模具的另一部分分离。
于是称固定在注塑机移动模板上面,并随注塑机移动模板移动的这部分模具,称为动模部分;而固定在注塑机固定模板上的那部分模具称为定模部分。
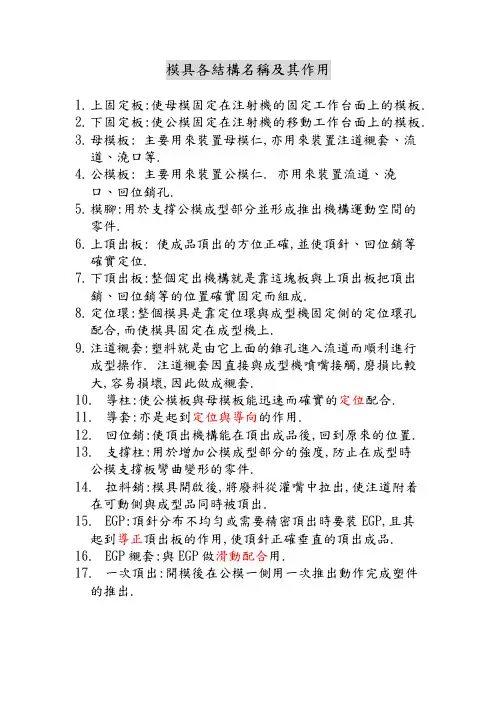
模具各結構名稱及其作用1.上固定板:使母模固定在注射機的固定工作台面上的模板.2.下固定板:使公模固定在注射機的移動工作台面上的模板.3.母模板: 主要用來裝置母模仁,亦用來裝置注道襯套、流道、澆口等.4.公模板: 主要用來裝置公模仁. 亦用來裝置流道、澆口、回位銷孔.5.模腳:用於支撐公模成型部分並形成推出機構運動空間的零件.6.上頂出板: 使成品頂出的方位正確,並使頂針、回位銷等確實定位.7.下頂出板:整個定出機構就是靠這塊板與上頂出板把頂出銷、回位銷等的位置確實固定而組成.8.定位環:整個模具是靠定位環與成型機固定側的定位環孔配合,而使模具固定在成型機上.9.注道襯套:塑料就是由它上面的錐孔進入流道而順利進行成型操作. 注道襯套因直接與成型機噴嘴接觸,磨損比較大,容易損壞,因此做成襯套.10.導柱:使公模板與母模板能迅速而確實的定位配合.11.導套:亦是起到定位與導向的作用.12.回位銷:使頂出機構能在頂出成品後,回到原來的位置.13.支撐柱:用於增加公模成型部分的強度,防止在成型時公模支撐板彎曲變形的零件.14.拉料銷:模具開啟後,將廢料從灌嘴中拉出,使注道附着在可動側與成型品同時被頂出.15.EGP:頂針分布不均勻或需要精密頂出時要裝EGP,且其起到導正頂出板的作用,使頂針正確垂直的頂出成品.16.EGP襯套:與EGP做滑動配合用.17.一次頂出:開模後在公模一側用一次推出動作完成塑件的推出.18.二次頂出:成品內側或外側且有少許凸緣而形成少許死角場合,若使用一段頂出則將使成品無法順利脫模,甚至使成品凸緣部受到強制頂出而損壞,此時需要二次頂出. 19.二次頂出方式☹利用彈簧作二次頂出:剝料板藉彈簧的彈力逕行一次頂出,但成品仍同着于剝料板內側,再利用頂針作二次頂出.☹利用頂出板作二次頂出:以頂出套筒逕行一次頂出,使成品脫離模板,但仍在頂出套筒上,再利用頂針作二次頂出.20.強制回位:當頂針、斜銷太多時,頂出機構難以回位,則需要強制回位. 模具太大時在上下頂板上與K.O孔同心的位置出裝螺絲. 模具比較小時在RP下加優力膠或彈簧.21.三板模:與二板模不同的是,增加了一塊流道剝料板,模具開啟時,除了公母板分開以便取出成品外,流道剝料板也在大小拉桿的作用下與母模板分開,流道也藉此作用分開.22.大拉桿:導正母模板與剝料板.23.小拉桿:定位母模板和剝料板,並控制行程.24.模角定位銷:用于公模板與下固定板之間的定位銷,保證公模板與公模固定板間較高的相對位置精密.25.熱流道:澆注系統內的塑料始終處于熔融狀態,壓力損失小,可以對多點澆口、多型腔模具及大型塑件實現低壓注射.且這種澆注系統沒有澆注系統凝料,實現無廢料加工.26.熱流道的優點☺填充速度快☺節省材料☺有效控制流量27. 滑塊背板:位于滑塊與母模板的側面配合部分,便於磨損後更換.28. 斜銷定位塊:加強斜銷滑動時的穩定性.29. 斜銷座:斜銷座定位之滑軌.。
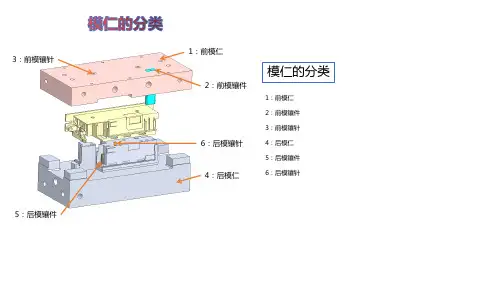
第三章模仁结构设计前面我们曾讲过模仁是注塑模具的核心部分,它是模具里面最重要的组成部分。
制品的成形部分就在模仁里面,制品的形态变化多端,对应的模仁结构复杂程度也就难度不一.现在模具生产多采用模仁结构,对于模具加工来说,实际上大部分加工时间都花费在了模仁上.不管有无采用模仁,制品在模具当中的成型部分结构设计总是相同的,本章我们将重点讲述成型零件设计的一些要点,它们包括:拔模角度、分型面的选择、模仁结构形式等等.3.1 模仁模仁,英文称为DIE CORE,有的地方叫镶块.前面我们讲过,模仁是用来成型塑件的,是用于模具中心部位的关键运作的精密零件.其结构一般极端复杂,加工难度非常大,造价很高,往往制造的人工支出大大超过材料的本身。
各个模具之所以不同,最主要的是其模仁结构之不同造成的,定购模架时我们需要根据模仁的大小来选择,因此,这里首先需要确定模仁的大小.模仁尺寸的确定模仁的尺寸大小主要取决于塑料制品的大小和排位。
在保证钢料足够强度的前提下,模仁越紧凑越好.确定模仁的大小有两种方法:其一为计算法:这种方法主要是通过一系列复杂的公式对型腔壁厚进行校核计算,从而得出模仁的尺寸.这种方法在众多的教科书里面都有叙述,在学校教学里面有较多的讲解。
这种方法美中不足的是可操作性差,因为塑料制品的形状千差万别,而公式所针对的确是标准模型,所以对于初学模具的读者来说,不容易掌握。
其二为估算法。
这种方法是根据经验来给出型腔壁厚,从而得出模仁的尺寸。
由于简单实用,方便操作,故在模具厂普遍采用.具体数值的选取则根据个人设计经验或公司的规定来实行。
下面我们来介绍估算法来决定模仁尺寸的方法,仅供参考!图如图所示,一般情况下:1。
产品边沿到模仁边的距离不小于15mm。
常取30mm。
2.产品顶端至定模仁顶端距离大于10mm,常用于大于等于25mm以上。
3。
产品底端到动模仁底端距离大于15mm,常用于大于等于30mm以上。
所得到的A、B、C、D最好为一个整数,并且相对于模具中心线对称。
定模侧:固定不动的一边,包含了模具和注塑机而言的。
动模侧:在动的一般,包含了模具和注塑机而言的。
模架:模具里的一些铁块,包括面板,A板,B板,支撑板等等。
可以通过标准化得到,用外挂得来。
模仁:也叫子模,模具内部的一些东西,包括成型件,顶出等等。
定模固定板:注塑机上定模侧的一块铁板,和模具的定模座板(面板)接触。
动模固定板:注塑机上在动模侧一边的铁板,和模具的动模座板(底板)接触。
格林柱:也叫拉杆,与可以加工的模具大小(包含了模架)息息相关。
(注塑机上的四根铁柱),模具从上往下的放进四根格林柱内部。
(不能从侧面进,因为模具太过笨重,只能通过掉进去,也就是说从侧面是进不去的。
)喷嘴:在将塑料溶解后,经过喷嘴喷出在模具腔体冷凝,成型。
属于注塑机上定模部分,其与顶出杆同轴。
顶棍:也叫顶出杆,将已经成型的零部件顶出。
属于注塑机上动模部分。
模具越大,其顶出杆越多。
顶出孔:在动模固定板上面,可以让顶出杆出来的孔,根据模具的结构和大小,其周边也会有很多这样的孔,且数量不一。
以上为注塑机上的。
以下为模具上的模架部分。
外挂里面的15—系列:表示模架的大小。
意思是宽度为150mm;1515,意思就是15cm乘15cm,后面的15表示长度确定模具高度:通过确定A.B.C板的厚度确定,其他的都不需要告诉。
通过AB板的长宽,就定好了其他的(底板,面板等等)的长宽了。
定模座板:也叫面板,标准模架上的最表面的第一块零件,通过它将定模固定在注塑机上(定模固定板上)的。
跟定模固定板接触的第一块零件。
注意:面板上面有一多出来的部分(耳朵,有的只长两边,宽度增加一部分;有的大型模具四面都有,才能装夹紧),是用来将模具装夹在注塑机上的。
通常高度在20~50mm之间。
码仔:将模具装在注塑机上这种方式叫做码模,通过码仔装夹,压紧定模座板。
码仔四根格林柱上面。
动模座板:也叫作底板,通过它将模具的动模固定在注塑机上的动模固定板上。
定模板:也叫作A—plate(母模板,前模板),和定模座板一起构成了定模侧主要的两大块板。
汽车注塑模具结构图解汽车注塑模具结构图解模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品,看看下面的汽车注塑模具结构图解吧!汽车注塑模具结构图解塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
一、塑胶模具结构按功能分主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
2.成型零件系统:是指构成制品形状的各种零件组合,包括动模、定模和型腔(凹模)、型芯(凸模)、成型杆等组成。
型芯形成制品的内表面,型腔(凹模)形成制品的外表面形状。
合模后型芯和型腔便构成了模具的型腔。
按工艺和制造要求,有时型芯和凹模由若干拼块组合而成,有时做成整体,仅在易损坏、难加工的部位采用镶件。
3.调温系统:为了满足注射工艺对模具温度的要求,需要有调温系统对模具的温度进行调节。
对于热塑性塑料用注塑模,主要是设计冷却系统使模具冷却(也可对模具进行加热)。
模具冷却的常用办法是在模具内开设冷却水通道,利用循环流动的冷却水带走模具的热量;模具的加热除可利用冷却水通热水或热油外,还可在模具内部和周围安装电加热元件。
4.排气系统:是为了将注射成型过程中型腔内的空气及塑胶融化所产生的气体排除到模具外而设立,排气不畅时制品表面会形成气痕(气纹)、烧焦等不良;塑胶模具的排气系统通常是在模具中开设的一种槽形出气口,用以排出原有型腔空气的及熔料带入的气体。
模仁部分
一、一般模仁上的最低面(較大的面)到面高度取30mm以上。
二、在確定模仁時, 盡量使產品的基準中心重合,若不能重合,則偏移
量必須取整數。
三、入子固定時,其固定部分長度為成型部分長度的2/3左右(模仁厚
度相應增減)。
四、型芯孔盡量選用有標準刀具的類型,如:直徑12mm以下的刀具
每格0.5為一種,直徑12mm以上的問倉庫。
五、仁子尺寸:
母仁厚度:產品最高點加20mm
公仁厚度:產品最高點加25mm(小型模具)
模仁穴邊緣到模板邊的最小距離為45mm
母模板厚=模仁厚+(25~40mm)
公模板厚=模仁厚+(35~60mm)。
仁子的大小一般不大于頂出板范圍,防頂針無法布置。
仁子的邊緣尺寸為產品的邊緣尺寸加上35~45mm(單邊)。
六、入子滑塊T型固鉤。
七、Boss孔及加工強盤偷肉一般不超過肉厚的1/3。
这是广东一带的叫法,楼主可参考一下。
模胚类:唧嘴---浇口衬套法兰---定模浇口衬套定位环, 扶针---回针, 垃圾钉---顶针板止停销, 杯头螺丝---内六角沉孔螺丝模具类:前模---又叫A模或定模, 后模---又叫B模或动模, 行位---滑块, 钶---镶在后模上的芯子(或叫模仁),机械类工具类:锣床---铣床, 锣床批土---铣床虎口钳, 磨床批土---磨床打直角虎门钳, 匙把揦---活钳或开口扳手的一种称呼刀具工具类:牙嗒---丝攻, 坑手-攻牙用的扳手, 机转---铁圆规, 奔子---磨成尖头用于敲击划线相交定位点的工具产品类:止口---夹口美术线,又称遮丑线, 啤把---拨模斜度, 火箭脚---位于司柱的加强筋机米螺丝:无头螺丝斜导柱=斜边锁紧块=铲鸡机械工具类:虎钳------批士C形夹-----虾公码钻孔------钻窿加工中心-电脑锣公模肉=后模母模肉=前模環保標志=回收章細水口=針點澆口潛水=針點澆口鑲件=入子排氣槽=逃氣道披鋒=毛邊加膠=加料密封圈=膠圈中托司=頂出導柱(套)=哥林柱水口扣針=拉料頂針插穿(碰穿)=靠破曬紋=咬花波子螺絲=定位珠模胚类:水口边细水口或简化型模胚的从水口板上贯下来的那支导柱中托司顶针板导柱零度块方型辅助器模具类斜顶------斜方水塔,水桶------模仁上钻个深孔,中间用铜片或亚加力板隔开,运水一边进一边出来冷却的水喉,水嘴-----冷却水接口呵----模仁铜公-----放电用的电极弹弓---弹簧入水---进胶点模具加工类的飞模------合模好象用白话说的外(音是如此,估计是WIRE)---线切割放电-----打火花省模,打光----抛光光刀---我们这是用来指CNC精加工加工模仁,多用于公模开粗---粗加工,留少许余量开框---模胚上加工放模仁的位置穿线孔---线割时用来穿钼丝的产品类加强筋---加强用的骨位美工线---上下盖装配的中间的间隙(可有效防上错位)行位>滑块司筒>套筒入子>镶件(INSERT)入子为台灣叫法斜顶>斜顶块或斜顶杆KO孔> 顶棍孔司筒针> 套筒针撑头> 支撑柱(防止B板变形的)铲鸡>行位锁紧块治具> 工具喉咀> 水管头行位波仔>滑块斜器中托司>浇口衬套水口板>流道板细水口板>分流道板勾针>拉料杆B板>动模板A板>定模板产品的夹线>分型线运水>冷却水道回针>复位顶针隔热板>热流道模上用的撬模位>用来公开AB板的码模坑>注射时固定上下模的。