船体密性试验图设计规范
- 格式:pdf
- 大小:97.06 KB
- 文档页数:6

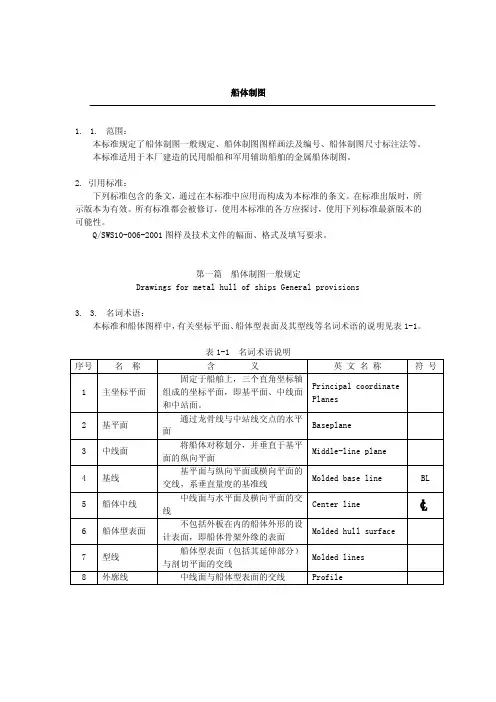
船体制图1. 1.范围:本标准规定了船体制图一般规定、船体制图图样画法及编号、船体制图尺寸标注法等。
本标准适用于本厂建造的民用船舶和军用辅助船舶的金属船体制图。
2. 引用标准:下列标准包含的条文,通过在本标准中应用而构成为本标准的条文。
在标准出版时,所示版本为有效。
所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性。
Q/SWS10-006-2001图样及技术文件的幅面、格式及填写要求。
第一篇船体制图一般规定Drawings for metal hull of ships General provisions3. 3.名词术语:本标准和船体图样中,有关坐标平面、船体型表面及其型线等名词术语的说明见表1-1。
表1-1 名词术语说明4. 4.图纸幅面:图纸幅面具体规定按Q/SWS10-006-2001第三章。
5. 5.图样比例:5.1 比例的选用:制图时应采用表1-2中规定的比例。
表1-2 图样比例注:括号中的比例不推荐使用。
5.2 比例的标注:5.2.1 比例按下列方式标注:1:5 2:15.2.2 图样的比例注在标题栏内。
在同一图样中,若视图的比例不一致时,主要视图比例放在标题栏内,其他视图的比例注在名称线的下方。
如:A—A1:106. 6.书写方法:6.1 文字书写:6.1.1 图样和技术文件中书写的汉字、数字、字母都必须做到:字体端正、笔划清楚、排列整齐、间隔均匀。
汉字应写成宋体,并采用国务院正式公布使用的简化字。
6.1.2 字体的大小即号数,按字体的高度(单位为毫米)一般采用5、3.5、3、2四种。
根据幅面、内容和书写位置等情况选用。
生产设计中,图面所用的字体大小为:标题为3,其他均为2。
6.1.3 用作指数、脚注等的数字,一般采用小一号的字体。
6.2 文字说明的编号:6.2.1 技术文件按其内容分成若干章、条、条、条进行叙述,章、条、条、条的编号采用阿拉伯数字加圆点制,圆点加在阿拉伯数字右下角。
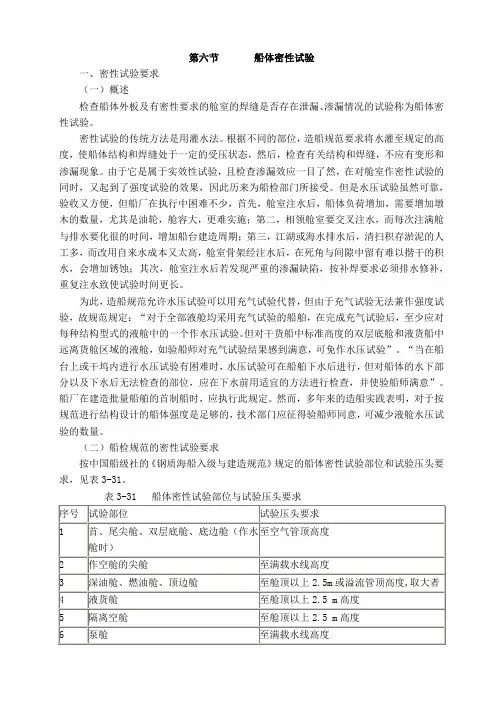
第六节船体密性试验一、密性试验要求(一)概述检查船体外板及有密性要求的舱室的焊缝是否存在泄漏、渗漏情况的试验称为船体密性试验。
密性试验的传统方法是用灌水法。
根据不同的部位,造船规范要求将水灌至规定的高度,使船体结构和焊缝处于一定的受压状态,然后,检查有关结构和焊缝,不应有变形和渗漏现象。
由于它是属于实效性试验,且检查渗漏效应一目了然,在对舱室作密性试验的同时,又起到了强度试验的效果,因此历来为船检部门所接受。
但是水压试验虽然可靠,验收又方便,但船厂在执行中困难不少,首先,舱室注水后,船体负荷增加,需要增加墩木的数量,尤其是油轮,舱容大,更难实施;第二,相领舱室要交叉注水,而每次注满舱与排水要化很的时间,增加船台建造周期;第三,江湖或海水排水后,清扫积存淤泥的人工多,而改用自来水成本又太高,舱室骨架经注水后,在死角与间隙中留有难以揩干的积水,会增加锈蚀;其次,舱室注水后若发现严重的渗漏缺陷,按补焊要求必须排水修补,重复注水致使试验时间更长。
为此,造船规范允许水压试验可以用充气试验代替,但由于充气试验无法兼作强度试验,故规范规定:“对于全部液舱均采用充气试验的船舶,在完成充气试验后,至少应对每种结构型式的液舱中的一个作水压试验。
但对干货船中标准高度的双层底舱和液货船中远离货舱区域的液舱,如验船师对充气试验结果感到满意,可免作水压试验”。
“当在船台上或干坞内进行水压试验有困难时,水压试验可在船舶下水后进行,但对船体的水下部分以及下水后无法检查的部位,应在下水前用适宜的方法进行检查,并使验船师满意”。
船厂在建造批量船舶的首制船时,应执行此规定。
然而,多年来的造船实践表明,对于按规范进行结构设计的船体强度是足够的,技术部门应征得验船师同意,可减少液舱水压试验的数量。
(二)船检规范的密性试验要求按中国船级社的《钢质海船入级与建造规范》规定的船体密性试验部位和试验压头要求,见表3-31。
表3-31 船体密性试验部位与试验压头要求注:(1)水压试验可用充气试验代替。
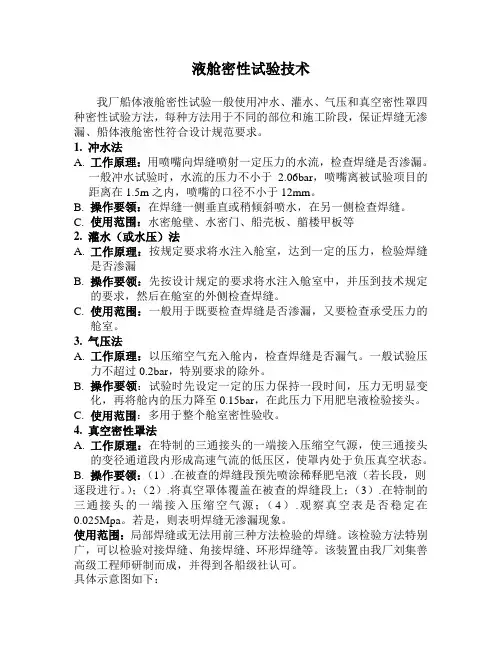
液舱密性试验技术我厂船体液舱密性试验一般使用冲水、灌水、气压和真空密性罩四种密性试验方法,每种方法用于不同的部位和施工阶段,保证焊缝无渗漏、船体液舱密性符合设计规范要求。
1.冲水法A.工作原理:用喷嘴向焊缝喷射一定压力的水流,检查焊缝是否渗漏。
一般冲水试验时,水流的压力不小于 2.06bar,喷嘴离被试验项目的距离在1.5m之内,喷嘴的口径不小于12mm。
B.操作要领:在焊缝一侧垂直或稍倾斜喷水,在另一侧检查焊缝。
C.使用范围:水密舱壁、水密门、船壳板、艏楼甲板等2.灌水(或水压)法A.工作原理:按规定要求将水注入舱室,达到一定的压力,检验焊缝是否渗漏B.操作要领:先按设计规定的要求将水注入舱室中,并压到技术规定的要求,然后在舱室的外侧检查焊缝。
C.使用范围:一般用于既要检查焊缝是否渗漏,又要检查承受压力的舱室。
3.气压法A.工作原理:以压缩空气充入舱内,检查焊缝是否漏气。
一般试验压力不超过0.2bar,特别要求的除外。
B.操作要领:试验时先设定一定的压力保持一段时间,压力无明显变化,再将舱内的压力降至0.15bar,在此压力下用肥皂液检验接头。
C.使用范围:多用于整个舱室密性验收。
4.真空密性罩法A.工作原理:在特制的三通接头的一端接入压缩空气源,使三通接头的变径通道段内形成高速气流的低压区,使罩内处于负压真空状态。
B.操作要领:(1).在被查的焊缝段预先喷涂稀释肥皂液(若长段,则逐段进行。
);(2).将真空罩体覆盖在被查的焊缝段上;(3).在特制的三通接头的一端接入压缩空气源;(4).观察真空表是否稳定在0.025Mpa。
若是,则表明焊缝无渗漏现象。
使用范围:局部焊缝或无法用前三种方法检验的焊缝。
该检验方法特别广,可以检验对接焊缝、角接焊缝、环形焊缝等。
该装置由我厂刘集善高级工程师研制而成,并得到各船级社认可。
具体示意图如下:测深及计程仪水密性检验(inspect the water tightness test of speed log and echo sound)。
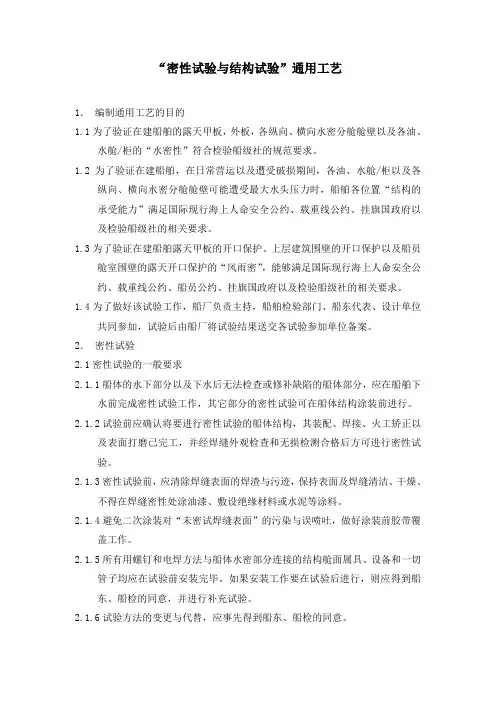
“密性试验与结构试验”通用工艺1.编制通用工艺的目的1.1为了验证在建船舶的露天甲板,外板,各纵向、横向水密分舱舱壁以及各油、水舱/柜的“水密性”符合检验船级社的规范要求。
1.2为了验证在建船舶,在日常营运以及遭受破损期间,各油、水舱/柜以及各纵向、横向水密分舱舱壁可能遭受最大水头压力时,船舶各位置“结构的承受能力”满足国际现行海上人命安全公约、载重线公约、挂旗国政府以及检验船级社的相关要求。
1.3为了验证在建船舶露天甲板的开口保护、上层建筑围壁的开口保护以及船员舱室围壁的露天开口保护的“风雨密”,能够满足国际现行海上人命安全公约、载重线公约、船员公约、挂旗国政府以及检验船级社的相关要求。
1.4为了做好该试验工作,船厂负责主持,船舶检验部门、船东代表、设计单位共同参加,试验后由船厂将试验结果送交各试验参加单位备案。
2.密性试验2.1密性试验的一般要求2.1.1船体的水下部分以及下水后无法检查或修补缺陷的船体部分,应在船舶下水前完成密性试验工作,其它部分的密性试验可在船体结构涂装前进行。
2.1.2试验前应确认将要进行密性试验的船体结构,其装配、焊接、火工矫正以及表面打磨已完工,并经焊缝外观检查和无损检测合格后方可进行密性试验。
2.1.3密性试验前,应清除焊缝表面的焊渣与污迹,保持表面及焊缝清洁、干燥、不得在焊缝密性处涂油漆、敷设绝缘材料或水泥等涂料。
2.1.4避免二次涂装对“未密试焊缝表面”的污染与误喷吐,做好涂装前胶带覆盖工作。
2.1.5所有用螺钉和电焊方法与船体水密部分连接的结构舱面属具、设备和一切管子均应在试验前安装完毕。
如果安装工作要在试验后进行,则应得到船东、船检的同意,并进行补充试验。
2.1.6试验方法的变更与代替,应事先得到船东、船检的同意。
2.1.7接受试验位置如需铺设木板或其他覆盖物,应在密性试验合格后进行。
2.1.8试验时,如外界气温低于0℃时,则应采取相应的防冻措施。
2.2 密性试验方法与要求(工艺要求与参数)2.2.1真空密性试验(渗漏检查)2.2.1.1真空密性试验的对象:仅限对接焊缝,填角焊缝和角焊缝不采用此方法。
密性试验指导书密性试验指导书1、目的本指导书对船舶的密性试验作出了规定,以确保舱室与相邻部位无泄漏,满足入级规范和船东的要求。
2、范围本指导书适用于船体合拢完整性舱室的密性试验。
3、职责3.1 船研所提供“船舶密性试验大纲”及船舶舱室等密性试验图。
3.2 供应科负责提供密性试验所需的各种阀、压力表及其他辅助材料,3.3 计量室负责确保压力表的准确、有效。
3.4 大合拢工区试验人员应严格按本规则进行试验。
3.5 检验科负责对试验的确认和对船东、船检的交验。
4、实施4.1 船舶舱室/容器、箱柜完整性结束后,按序对其进行密性试验。
4.2 试验前,操作人员必须严格执行“船舶密性试验大纲”的要求,看清对舱室/容器、箱柜的密性试验压力和试验形式。
4.3 试验前,先将舱室的通舱管件、阀件进行封闭、隔离,检查舱室内是否有其他人员在舱内作业或休息,并对相关影响受查部位的清洁、污水、油漆等进行处理。
4.4 确认4.3条款符合要求后,封闭舱室人孔,安装试验用阀、压力表,对舱室进行密性试验。
4.4.1 气密试验检验a. 本试验方法适用于舱室和密封的容器和箱柜。
试验人员按“船舶密性试验大纲”要求,在达到规定的压力后,关闭充气阀门,保压20分钟后进行自查,泄漏部位划出标记后进行处理,在确认无渗漏的情况下,填写《施工质量报检单》(NCS-QP-8.2-04-R02.1),申请检验科检验员验收。
b. 检验人员在确认试验压力、保压时间及肥皂水的浓度等符合要求后,进行检验。
在检验过程中如发现渗漏应及时记录缺陷位置,并督促相关工区采用合理的方法进行修补,然后重新进行试验,以达到合格要求。
4.4.2 水压试验检验本试验方法适用于密封容器和箱柜等,其不但可以确定焊缝的致密性,同时可以确定焊缝的强度。
试验人员按“密性试验大纲”规定的试验压力和试验程序进行试验,在确认无渗漏、无异常响声和异常变形的情况下,填写《施工质量报检单》(NCS-QP-8.2-04-R02.1),申请检验科检验员验收。
(质量管理知识)船舶建造质量检验(4)船体外板、强力甲板和舱口围板等重要部位的对接焊缝,咬边深度d允许值为:当板厚t≤6mm时,d ≤0.3mm,局部d ≤0.5mm当板厚t>6mm时,d ≤0.5mm,局部d ≤0.8mm其他部位的对接焊缝及角接焊缝的咬边深度d允许值为:当板厚t≤6mm时,d ≤0.5mm;当板厚t>6mm时,d ≤0.8mm。
见图3-10。
(5)船体外板、强力甲板和舱口围板等重要部位以及要求水密的焊缝不允许有表面气孔。
(6)其他部位的焊缝,1m长范围内允许存在2只气孔,气孔的最大允许直径:当构件的板厚t≤10 mm时,为1 mm;当构件的板厚t>10 mm时,为1.5 mm。
(7)在船体的外板、强力甲板正面、上层建筑外板、甲板室外围壁等暴露的焊缝及其周围,飞溅颗料应全部去除干净。
(8)其他内部焊缝在100 mm长度两侧,飞溅应不多于5个,飞溅颗粒直径不得大于1.5 mm。
7.CO2气体保护电弧焊角焊缝表面质量标准:CO2气体保护电弧焊角焊缝在角焊缝焊脚尺寸、焊缝的侧面角、多道焊表面重叠焊缝相交处的下凹深度、淌挂的焊瘤、满溢、咬边深度及表面气孔等方面的表面质量标准与上述第6条相同,其它不同处尚有下述三条:(1)缝凸度△Z≤1 mm+0.15a,见图3-11。
(2)焊缝凹度△Z≤0.3 mm+0.05a,见图3-12。
(3)焊脚尺寸不对称偏差△Z≤1 mm+0.15a,且≯2,见图3-13。
8.检验方法应先将焊缝表面的熔渣、两侧的飞溅和其它污物清除,然后用目视和焊缝量具,必要时借助放大镜检测。
(三)检验注意事项1.必须注意中国船级社《钢质海船入级与建造规范》规定的船体结构下列部位应采用双面连续角焊缝。
(1)风雨密甲板和上层建筑外围壁边界的角焊缝,包括舱口围板、升降口和其他开口处;(2)液体舱、水密舱室的周界;(3)机座和机器支承结构的连接处;(4)尾尖舱内所有结构(包括舱壁扶强材)的角焊缝;(5)装载化学品和食用液体货舱的所有角焊缝;(6)液舱内所有搭接焊缝;(7)船首0.25L区域内,主要、次要构件与船底板连接处的所有角焊缝;(8)中桁材与平板龙骨的连接角焊缝;(9)厨房、冷冻库、配膳室、盥洗室、浴室、厕所和蓄电池室等处的周界角焊缝;(10)船体所有主要、次要构件端部与板材连接的角焊缝和肘板端部与板材连接的搭接焊缝;(11)其他特殊结构、在高强度钢板上安装附件和连接件时的角焊缝应特殊考虑。
船体密性试验图设计规范1 范围本规范规定了船体密性试验的设计依据、设计准则、设计内容和方法。
本规范适用于各类新建民用船舶的船体密性试验的设计。
水面舰艇和修船可参照使用。
2 规范性引用文件CCS《钢质海船入级与建造规范》2001版(第1分册)3 定义和符号下列定义和符号适用于本规范。
3.1定义3.1.1充气试验向密闭舱柜内注入压缩空气,并达到规定的压力和持续的时间后,通过向被检验的焊缝表面喷涂检验液(如用肥皂溶液时,在00C以下应加热),检查焊缝渗透情况。
相邻舱室不得同时作充气试验。
3.1.2压水试验向密闭舱柜内注入淡水,达到规定的水位和持续的时间后,检查焊缝渗漏和结构变形情况。
3.1.3压水强度试验向货舱、压载舱、深油舱等大型舱室注入淡水或海水,达到规定的水位,检查舱室结构的变形情况。
该试验一般在下水后进行。
3.1.4灌水试验向敞开的舱室区域灌水至门槛高度,检查焊缝渗透情况。
3.1.5压水、充气混合试验向密闭的舱柜内灌水至人孔盖下缘,然后再注入压缩空气,检查焊缝渗透情况。
3.1.6冲水试验用规定尺寸的喷嘴和一定压力的清洁水,按要求喷射被检验的焊缝,在另一侧检查焊缝的渗透情况。
3.1.7抽真空试验在被检验的焊缝上喷涂检验液(如用肥皂溶液时,00C以下应加热),将真空盒覆盖在焊缝上,通过高速气流形成真空,检验焊缝渗透情况。
3.1.8涂煤油试验在被检验的焊缝上先涂上白垩粉溶液,干燥后,在焊缝背面涂上适量的煤油。
利用煤油的渗透力,通过观察白垩粉上是否产生煤油斑迹,检查焊缝的渗漏情况。
该试验方法一般适用于5000吨级以下中小型船舶。
3.2试验符号A——充气试验W——压水试验S——压水强度试验F——灌水试验W+A——压水、充气混合试验H——冲水试验V——抽真空试验K——涂煤油试验4 设计依据a)总布置图;b)船体分段划分图;c)船舶建造说明书;d)舱容图;e)有关国际公约、规则及船级社规范。
5 设计准则5.1对所有有密性要求的船体舱室和舱柜结构都应设计经济、有效的试验方法。
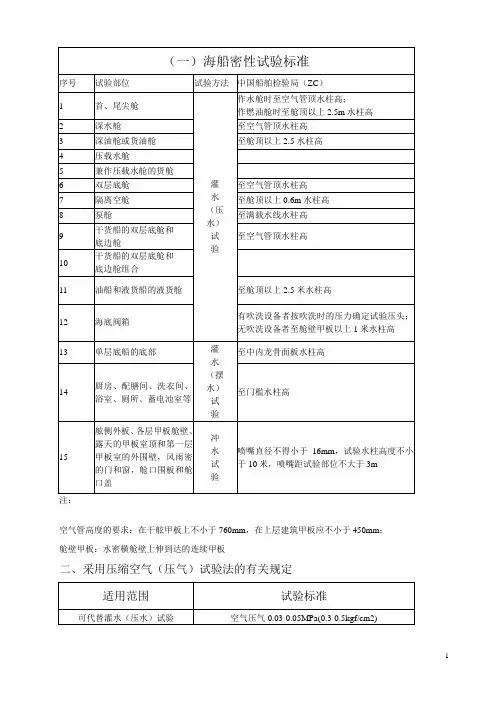
注:
空气管高度的要求:在干舷甲板上不小于760mm,在上层建筑甲板应不小于450mm;舱壁甲板:水密横舱壁上伸到达的连续甲板
二、采用压缩空气(压气)试验法的有关规定
对船体密性试验的有关规定及工艺要求
一密性试验的条件
(一)船体舱室甲板以下及船舶下水后无法进行检验和修补缺陷的船体部位,应在下水前进行试验。
个别特殊部位可允许例外;
(二)试验前应先检查受试验舱室的完工程度。
完工内容包括:
1、结构的装配和焊接工作全部完成,焊缝并经检查合格,不全格的焊
缝已经返修符合要求;
2、舱内人孔盖座的安装;
3、舱内钢质直梯的安装;
4、舱口围板、支柱及水密舱口盖的安装;
5、伸入舱内的通风通风管主体的安装;
6、位于舱室密性构件上的属具、座架、管子法兰等的安装;
7、平台、甲板和舱壁上覆盖层紧固螺丝的安装;
8、火工矫正;
9、装配“马脚”的清除、焊补及批磨;
若以上某项工作必须在密性试验后才能完成,则位于该部分的船体应按规定标准作补充试验;
(三)具有覆盖的钢质甲板和围壁,应在其覆盖(要铺板或其他敷料)安装前进行试验。
(四)密性试验也可在分段完工后进行(分段密性试验),也可在某个舱室的工程完工后进行(即单个舱室密性试验);
(五)试验部位的焊缝,在试验前不应涂油漆、水泥、沥青或其他涂料。
对长期暴露在大气中受到侵蚀的部位,除接缝本身及其除焊渣、油污、
锈蚀等,并保持清洁。
TANK TESTING PLANThe program is prepared according to “ABS RULES FOR BUILDING AND CLASSING ( 2012)” Part 3, Chapter 7 Sec.1. It shows the test method for tanks and compartments.The test lines for confirmation of leakages are all tank boundary fillet joints and erection joints. Tightness test will be executed after the agreement of the quality check department of the yard, surveyor and owner’s representative.1.General requirement1.1 Structural testing is a hydrostatic test, carried out in order to demonstrate the tightness ofthe tanks and the structural adequacy of the design. Where practical limitations prevail and hydrostatic testing is not feasible, hydropneumatic testing may be carried out instead.structural testing may be carried out after a protective coating has been applied, provided a leak test is carried out before application of the protective coating. All pipe connections to tanks are to be fitted before structural testing. The structural testing is to be carried out by filling each tank separately to the test head. For structural tests, the internal structure should be made available for inspection directly after the test.1.2 Leak testing is an air or other medium test, carried out in order to demonstrate thetightness of the structure. Leak testing is to be carried out prior to the protective coatingbeing applied to the welds. Shop primer may be applied to welds.1.2.1 Air testing: An efficient indicating liquid is to be applied, when air is used as the testmedium. The air pressure is to be at a maximum of 0.02MPa and be held for 1 hour andthen reduced to 0.015MPa just before the inspection. In addition to an effective means ofreading the air pressure, a safety valve, or a reliable equivalent alternative, is to beconnected to the compartment being tested. With reference to leak testing using air, please note that Rules requires the use of a U-tube as the safety device, as follows: A U-tube filled with water up to a height corresponding to the test pressure is to be fitted to avoidoverpressure of the compartment tested and verify the test pressure. The U-tube shouldhave a cross section larger than that of the pipe supplying air.Silicate based shop primer may be applied to welds before leak testing. The layer of theprimer is to be maximum 50 microns. Other primers of uncertain chemical composition are to be maximum 30 microns.Leak testing is to be carried out on all weld connections on tank boundaries, pipepenetrations and erection welds on tank boundaries except welds made by automaticprocesses. Selected locations of automatic erection welds and pre-erection manual orautomatic welds may be required to be similarly tested at the discretion of the surveyortaking account of the quality control procedures operating in the shipyard.1.2.2 Vacuum testing: At the block and block-jointed stages of the building, vacuumtesting can be carried out on all of the structural welds (e.g. butt , longitudinal seam ,butt-jointed seam ,angle weld, etc) which have been required for tightness. Due tomodification, welds required to be tightness can be tested with vacuum testing.Note : Protective coating is a final coating protecting the structure from corrosion. 1.3 Hydropneumatic testing is a combination of hydrostatic and air testing, carried out inorder to demonstrate the tightness of the tanks and the structural adequacy of the design. 1.4 Hose testing is a water test carried out to demonstrate tightness of structural items. Forhose testing, the hose pressure is to be at least 0.2MPa and applied at a maximum distance of 1.5 m. The nozzle inside diameter is to be at least 12.0 mm. Where hose testing isconsidered impractical, alternative methods such as close-up inspection supplemented byNDT may be considered.Hose testing should also include the openings (above thefreeboard deck) in the collision bulkhead.2.Hose testingItems:2.1 All weathertight closing appliances. e.g. doors, windows, hatches ;2.2 Watertight doors below freeboard or bulkhead deck;Note: Before installation (i.e. normally at the manufacturers) the watertight accessdoors/hatches are to be hydraulically tested .Test pressure = designpressureAcceptance criteria:--doors or hatches with gaskets: No leakage--doors or hatches with metallic sealing: Maximum water leakage 1 litre per minute.2.3 Watertight bulkheads:This test is to be carried out in the most advanced stage of the fitting out of the ship.2.4 Watertight deck:After completion, a hose or flooding test is to be applied to watertight deck.2.5 Watertight trunks, tunnels and ventilators.2.6 Hawse pipe.3. Other items test:Items:3.1Chain locker: structural testing: pressure = head of water up to top.3.2 Sea chest: compressed water testing: water pressure = 0.104MPa.3.3 Bottom plug : leak testing: air pressure = 0.02MPa.3.4 Working access hole(after closing): leak testing: air pressure = 0.02MPa.3.5 Anchor recess: leak testing: air pressure = 0.02MPa.3.6 Skeg: leak testing: air pressure = 0.02MPa.4.The total tanks list and test method are shown on the attached dwg(page 7)5. The tank arrangement is shown on the attached drawing (page 7 )Notes for tanks testing:1. Before launching , all the tanks shown on the list of tanks should be tested with leaktesting.The air pressure is 0.02MPa.2. The tanks shown on the list of tanks and required to be structural tested should be testedwith structural testing. The test pressure is the greater of the following:-- filled with 2.4m head of water above highest point of tank top .-- head of water up to top of overflow .When structural testing at the building berth is undesirable or impossible, structural testing afloat may be accepted.Structural testing need not be repeated for subsequent vessels in a series of identical3. Test plan also indicates the structural test heads (in metres) for individual tanks, so as toavoid different interpretations on the test day.4.Boundaries under test should be clean and dry prior to the test (Leak, structural and hose tests).船体密性试验大纲本大纲依据2012年版“ABS船舶入级建造规范”第三篇,第七章,第一节制定。
第六节船体密性试验一、密性试验要求(一)概述检查船体外板及有密性要求的舱室的焊缝是否存在泄漏、渗漏情况的试验称为船体密性试验。
密性试验的传统方法是用灌水法。
根据不同的部位,造船规范要求将水灌至规定的高度,使船体结构和焊缝处于一定的受压状态,然后,检查有关结构和焊缝,不应有变形和渗漏现象。
由于它是属于实效性试验,且检查渗漏效应一目了然,在对舱室作密性试验的同时,又起到了强度试验的效果,因此历来为船检部门所接受。
但是水压试验虽然可靠,验收又方便,但船厂在执行中困难不少,首先,舱室注水后,船体负荷增加,需要增加墩木的数量,尤其是油轮,舱容大,更难实施;第二,相领舱室要交叉注水,而每次注满舱与排水要化很的时间,增加船台建造周期;第三,江湖或海水排水后,清扫积存淤泥的人工多,而改用自来水成本又太高,舱室骨架经注水后,在死角与间隙中留有难以揩干的积水,会增加锈蚀;其次,舱室注水后若发现严重的渗漏缺陷,按补焊要求必须排水修补,重复注水致使试验时间更长。
为此,造船规范允许水压试验可以用充气试验代替,但由于充气试验无法兼作强度试验,故规范规定:“对于全部液舱均采用充气试验的船舶,在完成充气试验后,至少应对每种结构型式的液舱中的一个作水压试验。
但对干货船中标准高度的双层底舱和液货船中远离货舱区域的液舱,如验船师对充气试验结果感到满意,可免作水压试验”。
“当在船台上或干坞内进行水压试验有困难时,水压试验可在船舶下水后进行,但对船体的水下部分以及下水后无法检查的部位,应在下水前用适宜的方法进行检查,并使验船师满意”。
船厂在建造批量船舶的首制船时,应执行此规定。
然而,多年来的造船实践表明,对于按规范进行结构设计的船体强度是足够的,技术部门应征得验船师同意,可减少液舱水压试验的数量。
(二)船检规范的密性试验要求按中国船级社的《钢质海船入级与建造规范》规定的船体密性试验部位和试验压头要求,见表3-31。
表3-31 船体密性试验部位与试验压头要求注:(1)水压试验可用充气试验代替。
船体密性试验
检查船体外板及有密性要求的舱室的焊缝是否存在渗漏、泄露情况的试验。
真空试验为第一选择,有角焊缝情况下选择充气试验。
试验方法:
1.水压试验:用水灌入舱内至规定高度并保持一定时间已检查船舱水密性。
2.充气试验:用压缩空气充入舱内,并保持规定的压力和时间,以检查焊缝是否漏气的试验,在检查面的焊缝上涂肥皂液进行检验。
3.煤油试验:在船体检查面的焊缝上涂以白垩粉,反面涂以煤油,利用煤油的渗透作用检查是否渗漏的试验。
(油雾试验:煤油和压缩空气通过喷雾装置射出一定压力的油雾。
)
4.冲(淋)水试验:以一定压力的水柱射向船体的焊缝或舷窗、舱盖、水密门等的结合部位,冲水前压白粉,以检验其是否渗漏。
5.水压、充气混合试验
6.负压(真空)密性试验:在检查面涂以肥皂水,使用“真空盒”逐段检验。
广东造船2018年第5期(总第162期)作者简介:蒋 华(1977- ),男,工程师。
从事船舶设计与研究工作。
收稿日期:2018-07-1758 000 DWT 散货船舱室密性试验图的设计蒋 华(新大洋造船有限公司,扬州 225107)摘 要:本文介绍了58000DWT 散货船舱室密性试验图的设计原则和内容,以及舱室密性试验的技术参数要求。
关键词:散货船;舱室密性试验图;设计方法和要求中图分类号:U674.17 文献标识码:ADesign of 58 000 DWT Bulk Carrier’s Tightness Test DrawingJIANG Hua( New Dayang Shipbuilding Co., Ltd. Yangzhou 225107 )Abstract: This paper mainly introduces the design principle, method and technical parameter requirements of the 58 000 DWT bulk carrier’s tightness test drawing.Key words: Bulk carrier; Tightness test drawing; Design principle and design requirements1 前言58 000 DWT 散货船是扬州大洋造船有限公司自主研发的拥有自主知识产权的“皇冠”系列散货船。
此船型的开发设计具有一定的前瞻性,设计建造过程中始终围绕绿色环保理念,在船体线型和推进系统方面取得了较大突破,通过优化的船体线型、大直径低转速螺旋桨和电喷主机等将油耗降至极低水平。
该船在绿色环保方面表现突出,已交付的首制船获得了船级社和船东的高度评价。
该船舱室数量达到70个左右,舱室密性试验是一项综合性较强的工作,要求施工部门在有限的时间内完成,因而对舱室密性试验图提出了较高的要求。