球墨铸铁件超声检测SEP 1924-1998
- 格式:pdf
- 大小:370.68 KB
- 文档页数:7
铸铁件超声检测标准
铸铁件超声检测通常遵循以下国际标准:
1. ASTM A609/A609M-12:这是美国材料和试验协会(ASTM)制定的标准,规定了铸铁件超声检测的一般要求和程序。
2. ISO 10893-5:这是国际标准化组织(ISO)确定的标准,定义了无损检测方法和设备在管道和管道配件焊接后的超声检测要求。
3. EN 12680-3:这是欧洲标准化组织(CEN)发布的标准,规定了对工业铸铁件进行超声检测的要求和评定方法。
这些标准通常包括以下内容:
1. 超声检测设备和仪器的要求,包括超声探头、接收信号处理系统和显示设备。
2. 超声检测操作的要求,包括超声波传播方式(如直接接触法、浸入法和射束法)、超声波检测技术(如脉冲回波法和相控阵法)和检测参数(如频率、射束角和增益)。
3. 测量和评定结果的标准,包括缺陷尺寸和位置的评估、超声图像的解释和记录。
此外,针对特定的铸铁件,可能还会有针对性的标准,如用于铁道上的铸铁轮毂的超声检测标准。
![大型风电球墨铸铁件的超声波检测技术[1]](https://uimg.taocdn.com/419f920503d8ce2f0066231b.webp)
实践经验2010年第32卷第7期大型风电球墨铸铁件的超声波检测技术彭建中,刘玲霞(中国兵器科学研究院宁波分院,宁波 315103)摘 要:针对厚大截面球墨铸铁件的特点,采用双晶探头、单晶探头纵波和仪器自有功能绘制DGS 曲线的方法,可有效地检测出大型风电机组用厚大截面球墨铸铁轮毂中的常见缺陷。
通过球墨铸铁轮毂的超声波检测实践,制定出了一套球墨铸铁件内部缺陷定量和定性的判断方法,检测准确率较高。
关键词:球墨铸铁;轮毂;超声波检测;缺陷中图分类号:T G 115.28 文献标志码:B 文章编号:1000-6656(2010)07-0539-04Ultrasonic Testing Technology of Large Scale Wind Power Nodular Cast Iron CastingPENG Jian -Zhong,LIU ling -Xia(N ingbo Branch o f China A cademy of O rdnance Science,N ingbo 315103,China)Abstract:A s to the char acter istics of the thick sectio n of nodular cast iro n w heel hubs,the double cr ystal sensor and single cr ystal long itudinal wav e sensor and self -pr ov ided DGS cur ve draw ing instrument wer e used to detect defects in no dular cast ir on wheel hubs fo r L arg e -scale Wind Pow er g ener atio n.T he detecting met ho d o f the determ inat ion of the defect quantity and natur e w ithin the no dular cast iron w as designed by ult rasonic detectio n pr act ice.T he det ection was hig h effectiv e.Keywords:No dular cast iro n;Wheel hub;U lt rasonic testing;Defect风能是最有前途的可再生的清洁能源,世界发达国家有十几年的成功应用,各国相继投巨资发展风电产业。
球墨铸铁件超声波检查标准
1、 本标准适用于超声波脉冲反对法检测出球墨铸铁件的内部缺陷
2、 流仪四,耦合剂
2.1 探伤设备:CTS-888
2.2 探头:直探头2.5P20n
2.3 检测生产率:2MHZ
2.4 耦合剂:加工面:机油。
非加工面:化学浆糊
3、受检铸件的准备
3.1 铸件应在外观检查合格后进行超声波探伤,铸件的探伤面及其背石所有影响超声波检测的物质应予以清除
3.2 铸件探伤石的表石粗糙程度,Ra 等于或小于12.5um
4、检测
4.1 音速:5600m/s 以上
4.2 扫查:要选择有规律的扫查路径进行探伤,机邻两次扫查,两次扫查应相互重叠约为探头品电尺寸的15%,扫查时,探头移动速度不得大于150mm/s
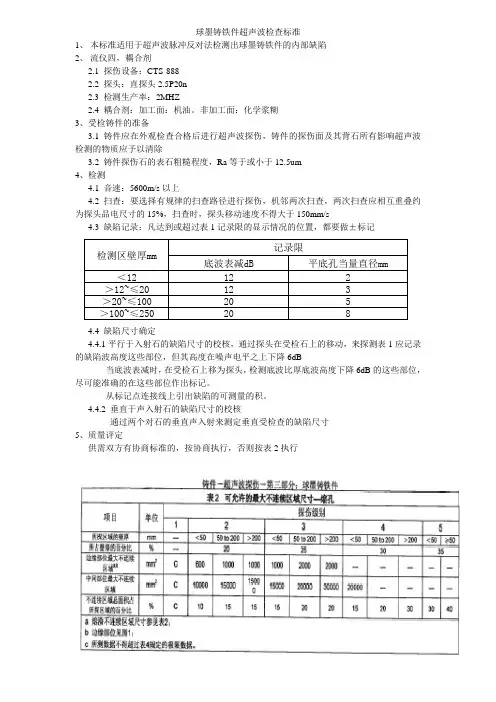
4.3 缺陷记录:凡达到或超过表1记录限的显示情况的位置,都要做±标记
底波表减d B 平底孔当量直径mm <12
122>12~≤20
123>20~≤100
205>100~≤250208检测区壁厚m m
记录限
4.4 缺陷尺寸确定
4.4.1平行于入射石的缺陷尺寸的校核,通过探头在受检石上的移动,来探测表1应记录的缺陷波高度这些部位,但其高度在噪声电平之上下降6dB
当底波表减时,在受检石上移为探头,检测底波比厚底波高度下降6dB 的这些部位,尽可能准确的在这些部位作出标记。
从标记点连接线上引出缺陷的可测量的积。
4.4.2 垂直于声入射石的缺陷尺寸的校核
通过两个对石的垂直声入射来测定垂直受检查的缺陷尺寸
5、质量评定
供需双方有协商标准的,按协商执行,否则按表2执行。
球墨铸铁的球化质量无损检测技术的研究摘要:球墨铸铁是一种广泛应用于工业领域的重要材料,其球化质量是决定其性能的关键因素之一。
传统的球化质量检测方法存在着破坏性、低效率等问题。
本文介绍了一种无损检测技术——超声波检测技术,通过对球墨铸铁的超声波特性进行分析,建立了球墨铸铁球化质量的评估模型,并对其进行了实验验证。
关键词:球墨铸铁;球化质量;无损检测;超声波1. 球墨铸铁的球化质量及传统检测方法球墨铸铁是一种铸造材料,具有高强度、高韧性、耐磨性等优良性能,在机械、汽车、航空航天等领域得到广泛应用。
球化质量是决定球墨铸铁性能的关键因素之一,球化质量差会导致球墨铸铁的强度、韧性等性能下降。
传统的球化质量检测方法主要包括金相检测、显微组织分析、化学分析等,这些方法存在着破坏性、低效率等问题。
金相检测需要切割样品,显微组织分析需要显微镜和显微镜图像分析软件,化学分析需要先取样再进行化学处理,这些方法不仅操作复杂,而且会对样品造成损伤。
2. 超声波检测技术超声波检测技术是一种无损检测技术,具有非破坏性、高效率等优点,被广泛应用于材料检测、医学检测等领域。
超声波检测是利用超声波在材料中的传播特性来检测材料的内部结构和缺陷。
超声波检测主要包括传统超声波检测和相控阵超声波检测两种。
传统超声波检测是利用单个探头对材料进行检测,只能获得单一方向的信息,对于复杂结构的材料检测效果不佳。
相控阵超声波检测是利用多个探头组成的探头阵列对材料进行检测,可以获得多方向、多角度的信息,对于复杂结构的材料检测效果较好。
3. 超声波检测技术在球墨铸铁球化质量评估中的应用球墨铸铁是一种复杂结构的材料,传统的检测方法难以满足球化质量评估的需求。
本文采用相控阵超声波检测技术对球墨铸铁进行无损检测。
首先,对球墨铸铁的超声波特性进行分析,确定了合适的探头频率和检测模式。
然后,采集球墨铸铁的超声波信号,并对信号进行分析和处理,提取出球化质量相关的特征参数。
球墨铸铁球化检验的几个方法铸造工业网昨天一、炉前检验球铸铁炉前检验是其生产过程中不可缺少的一环,它直接关系到球墨铸铁件的质量。
及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁质量。
炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。
实际生产中常用的炉前检验铁液球化情况的方法有以下几种。
1、表面结皮及火苗判断法稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。
但是当补加1/3铁液时液面会逸出镁光及白蓝色火苗,形如烛火。
根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。
尤其是在浇注时,从铁液流中可以看到白蓝色火,如高度达25~ffice:smarttags" />50mm,即球化良好;若火苗低于15mm,则球化较差。
从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。
但氧化膜太厚,则表示铁液温度低。
2、三角试块法目前,通过观察试块来判断球化情况是普遍采用的一种方法。
各厂所用试块形状很多、尺寸各异,多数工厂采用三角形试块。
根据铸件生产特点、铸件大小和厚薄,选用三角试块截面积尺寸为12.5mm (底)×50mm((高)。
还有些工厂采用圆形试块,例如Ф15mm、Ф25mm、Ф30mm不等。
铁液理毕后用取样勺由铁液表面以下200mm处出液并浇成试块并冷至暗红色方可水淬冷却球良的块外圆比灰铸铁大得多外观清洁光亮很有砂通常立浇的三角试块两侧有缩陷卧浇块顶面或两侧有缩陷试块冷却敲断后球化良好试,呈银白色或银灰色瓷状断口尖端白口清晰中间有疏松若断口呈银白色并有放射状花纹则表球剂加入量偏高产生的碳化物较多此时试块入时发出“拍拍”的脆裂声试片轻击即断且新击的口很浓的电石气味因此最好浇注时进行浮硅育若口呈银灰色并有均匀分布的小黑点若断呈色晶,则明化败(见表)表三角试样球化质量的两种鉴别方法说明:1)球化良好的三角试块经淬水打断后立即会有电石气味逸出。

球墨铸铁检测方法_球墨铸铁检测材质小编单位的部分球墨铸铁铸件总是在高温下出现断裂,而在同样的环境下其他同样的铸件(不同厂家制造)却没事,小编怀疑可能材质出现问题了,那么球墨铸铁检测方法是什么呢,球墨铸铁检测材质需要多大的样品呢,今天本文就球墨铸铁检测进行讨论,一起看下文吧。
【球墨铸铁材质检测】1、球墨铸铁件材质检验标准:球墨铸件材质验收标准应符合GB1348或EN1563:1997球墨铸铁的标准,以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其它金相组织及化学成份做为参考。
(1)球墨铸铁牌号及机械性能(单铸试块)见下表:(2)球墨铸铁常规金相组织:(3)球墨铸铁化学成份:2、灰铸铁件材质检验标准:灰铸件材质验收标准应符合GB9439或EN 1561:1997灰铸铁件的标准,以机械性能(抗拉强度)和硬度为验收依据,金相组织及化学成份做为参考。
(1)灰铸铁牌号及机械性能(单铸试块)见下表:(2)灰铸铁常规金相组织:【球墨铸铁材质检测】快速金相检验炉前处理完毕后,从铁水包中取铁水浇注直径25毫米试棒。
待试棒冷却凝固后淬入水中。
抛光后在显微镜下观察磨面(100X)。
如试样淬水冷却球径太小难以辨别,可放大到200倍观察磨面。
此项检验只用于炉前检验石墨球化情况,不用于评定整个铸件质量。
(2)三角试片检验试片在干坭芯铸型中浇出。
待表面呈暗红色淬入水中。
冷却后观察断口,测量白口宽度。
球化良好的试棒表面均有缩沉,断口细密,呈银白色,中心有缩松,白口清晰。
敲击发出金属声。
此试验可探查球化情况,基本中碳化物存在情况。
特别是用于检测孕育处理质量,效果明显。
图4—5显示处理前(左图)及锶处理后(右图和平片断面。
试片白口宽度没有统一规定,应按所浇注铸件厚度和现场积累的经验判断。
(3)光电直读光谱仪分析铸件化学成分当前炉前快速分析多采用光电直读光谱仪。
这种仪器智能化程度高,只要选择和调整好光道数量、分析元素含量范围、分析线和内标线,就可以同时准确快速测定多种元素含量,包括微量元素含量。
球墨铸铁铸造质量的无损检测综合评价方法摘要:中国对球墨铸铁的研究和利用已有悠久的历史。
多年来,中国铸造工人为球墨铸铁生产中的参数测量和质量控制进行了大量有价值的研究工作。
如快速金相法、热分析法、共晶膨胀比法、表面张力法、熔体电阻率法、氧硫活度法、超声波法、声频法等方法在中国铸铁铸造的生产中都有了广泛的应用,并在球墨铸铁工作中发挥了重要作用。
这些方法根据样品的状态一般可分为液体试验和固体试验,同时,在我国金属铸造行业应用现状的基础上,认为球墨铸铁质量监测目前存在两个技术难点问题:一是在铁液注入模具前,通过现场样品分析,寻求快速评价球化效果的有效方法。
另一个是找到一种无损的方法,在铸件交付之前准确地识别铸件质量。
于是,针对第二个问题,多种无损的检测球墨铸铁的质量的方法及其基本的原理和应用。
如,检测铸件内部常用的射线检测和超声波检测方法,常用于铸件表面或近表面缺陷的磁粉和液体渗透检测方法。
同时,表面光滑的铸件也可以通过超声波测量来确定,表面粗糙的铸件可以通过振动检测来确定。
关键词:无损检测;球墨铸造质量;综合评价方法前言准确评估球墨铸造的铸造质量是球墨铸铁中至关重要的环节。
铸件的测试主要通过测量其尺寸,检查其表面和整体外观,分析其化学组成,并评估其机械性能。
对于表面光滑的铸件需要检测,对于标准较高或容易出现铸造工艺问题的铸件,更加需要进行无损检测。
所以,我们可以采用超声波检测、液体渗透检测、磁粉检测、振动检测等无损检测技术来评价球墨铸铁的质量。
一、铸件表面及近表面检测在球墨的铸件的过程中,铸件的表面必须得仔细的打磨,但即使这样,铸件的表面仍然可能存在一定的开口缺陷和近表面缺陷,这些缺陷一般很难目测观察到,所以需要使用各种检测方法进行无损检测。
总的来说,铸件表面和近表面的检测首先是目测,然后根据铸造要求和材料质量使用液体渗透测试和磁粉测试。
(一)液体渗透测试液体渗透检测是一种以毛细作用的原理为基础的检查表面开口缺陷的无损检测方法,与其他常用无损检测方法一样,渗透检测也是以不损坏被检测对象的使用性能为前提,运用物理、化学、材料科学以及工程学理论为基础,对各种产品零部件进行检验,借以评价它们的完整性、连续性及安全可靠性。
《装备制造技术》2017年第10期球墨铸铁是指铁液经过球化剂处理而不是经过热处理,使石墨大部分或全部呈球状,有时少量为团状等形态石墨的铸铁。
球墨铸铁具有较高的强度、韧性和耐磨性能,在机械零件制造方面得到了越来越广的应用,同时也对球墨铸铁的质量提出了更高的要求,尤其金相组织常常作为检验球铁质量的重要依据[1]。
以石墨为例,在金相检验中,通常所见到的是几种形态的石墨共存。
在这种情况下,评定石墨的球化质量须用球化率来解决。
所谓球化率,是指在规定的视场内,所有石墨球化程度的综合指标。
它反映该视场内所有石墨接近球状的程度。
国家标准根据石墨形态及其分布和球化率,将球墨铸铁石墨球化分为1-6级。
球墨铸铁的力学性能在很大程度上决定于球化率。
一般来说,在其他条件相同的情况下,球化率愈高,力学性能也高。
目前测量球化率的方法主要有以下两种:(1)金相法测定球化率(最常用)。
该方法的优点是直观准确,缺点是其为破坏性方法,成本高,效率低,不可能对每个铸件进行金相检查,抽检中有可能导致不合格品进入,尤其大型铸件没法检测。
(2)敲击法或断口观察法。
敲击法和断口观察法直观、效率高、成本低,但它的局限性在于只有经验非常丰富的技术工人才能够做到,且只能定性的估计,所以准确率低,人为因素影响很大,使得其在企业推广具有局限性。
由于铸件在浇注过程中易受外界因素的影响,比如浇注温度、空气湿度、浇注速度以及铸件形状等因素,即使同一包铁水浇注的铸件,球化率也不同。
为快速准确测量铸件球化率可采用超声波声速仪(VX),利用超声波中的声速随铸铁中的游离石墨形状、数量、大小和金属基体的变化而变化,快速测量球化率。
1超声波测量球化率的原理超声波的传播速度与介质的性质(弹性模量,密度,泊松比)有关,也就是说不同的物质有各自固定的传播速度。
超声波是一种机械波,在固体介质中的纵波声速按如下公式[2]计算:纵波声速:C L=E(1-σ)ρ(1+σ)(1+2σ)√式中:C L为纵波声速(m/s);E为杨氏弹性模量(Pa);ρ为介质密度(kg/m3);σ为介质泊松比(无量纲)。
大型风电球墨铸铁件超声波检测技术研究摘要:本文针对大型风电球墨铸铁件超声波检测技术进行研究,明确球墨铸铁件缺陷问题的原因,对相关探伤方法的选择进行分析,了解探伤当中较为突出的问题,同时,对不同缺陷性质及A型脉冲反射技术的异同点进行叙述,确定波形特点及缺陷性质,结合欧洲标准EN 12680-3:2012,、逐层解剖检测及射线检测结果来评定大型球墨铸铁件缺陷超声波检测准确性。
关键词:大型;风电;球墨铸铁件;超声波检测技术当前阶段,我国在球墨铸铁件方面的超声波无损探伤仅有行业标准,而且这些标准大多是以小铸件为对象的,而国外EN-12680-3标准,能够对大小铸件的验收标准进行明确的区分。
但不管是国内标准还是国外标准,在超声波波形图和缺陷之间并没有建立对应关系,因此,还需要相关检测人员通过反复的实践对其中的规律进行探索。
一、气孔对于球墨铸铁件而言,气孔是一项较为常见的缺陷问题,这种问题主要是因为熔炼炉料存在锈蚀、潮湿问题,没有对冷铁当当中的冷凝水进行彻底的烘干,铁液表面存在氧化问题,铸型排气不良,加上生产过程中空气湿度较大,进而引发气孔缺陷问题。
气孔缺陷主要有两种形式,一种为单气孔,另一种为气孔群。
在使用超声波对其中缺陷进行检测的过程中,如果气孔表面光滑程度较高,其产生的声阻抗和铸件自身的声阻抗会存在较大的差异,在缺陷表面的声波基本处在全反射状态,界面具有较高的能量反射,且缺陷部分的检测波形呈尖锐陡直状态。
单个气孔会呈现较高和较为尖锐的反射波,在移动探头时,这种波形会快速消失,而且在不同方向进行探测时,其缺陷回波的变化并不明显,缺陷投影为线性延伸状。
气孔群在反射波方面会在一次底波之前出现一个较高的缺陷波,而且在其前后还会出现多个小缺陷波,在这种情况下,可能会有底波存在,也可能会出现底波降低的情况,面对这种情况,必须要明确缺陷波的最前波,以此来确定气孔最大深度。
二、冷隔通常冷隔缺陷问题主要是在铸件浇筑期间,由于多股铁液未能完全熔合,或者是浇筑操作中断,从而在铸件某一高度产生融合不彻底的缝隙,这种缝隙主要表现为不穿透性和穿透性两种,一般会在距离浇道较远的铸件薄壁、外冷铁激冷部分以及宽大表面处产生。
球墨铸铁得检验常见得球墨铸铁缺陷有:气孔,夹砂,夹渣,疏松或缩孔等宏观缺陷以及球化不良,晶粒过大等微观缺陷。
球墨铸铁得工序:铸造(造型浇铸)去砂打磨喷丸检验。
铸造型砂得要求就是粘土与树脂砂混合。
不能太干也不能太湿。
太干造成模具不好脱落路,太湿容易脱落。
型砂造型后,在内部表面要用涂沫剂烘干以避免铁水冲击砂型而造成砂泥进入铸铁内部。
烘干涂抹剂得方式一般采用点燃烘干(因为涂抹剂中含有酒精)。
有些砂型中会添加冷铁,冷铁得作用就是加速冷却,减少缩孔得产生。
所以一般冷铁放在厚壁处。
浇铸包子中得铁水通过过滤网过滤后进入砂型中。
喷丸喷丸机得结构有吊抛与固定式。
一般喷丸机有57个喷嘴,每个喷嘴连着一个马达,马达高速转动时会带动在边上得钢丸运动而加速抛向被检工件,然后通过下面得钢丸收集装置把收集起来得钢丸送向各个马达口。
球墨铸件得检验包括外观检验,磁粉检验以及超声波检验。
其中外观检验就是球墨铸铁中最繁重得工作,其中需要大量得打磨得配合。
一般而言外观检验要求要达到以下几点:1.无裂纹,无焊接,无表面非金属夹杂与加砂。
2、表面清洁度:Sa 2、5 (可参考标准:ISO 85011)2.表面粗糙度:A2或者其她3.气孔:C2或者其她4.冷隔:D1或者其她5.机械划痕:H1或者其她其中25得要求可根据英国铸造发展中心得SCRATA对比试块进行对比检验。
在外观检验中特别要注意得就是表面气孔与表面砂眼得区别。
表面气孔一般而言内壁光滑,较规则;而表面砂眼比较不规则,内部含有较多得灰尘或者其砂等非金属家杂物。
如果表面凹处缺陷为气孔得话,可根据SCRATA试块进行对比检验;但如果判断为表面砂眼时,一般要进行打磨修补,因为大多数砂眼得根部还会向金属内部延伸。
外观检验时还要注意喷丸得效果,在喷丸效果不好时,会造成粗糙度达不到要求。
铸件表面存留氧化皮,以及存留涂抹剂等较难打磨得大面积表面缺陷时,应该考虑进行重新喷丸或者打磨。
因为这类缺陷会影响外观检验,特别容易产生表面砂泥得漏检。
球墨铸铁中石墨的球化率及球化级别球化率及球化级别按照GB/T9441-1988《球墨铸铁金相检验》评定,该标准将球化级别分为 6 级。
首先观察整个受检面,之后,从最差的区域开始,连续观察 5 个视场,以其中3 个最差视场的多数对照级别图谱评定。
提高球化率的关键是球化处理和孕育处理。
球化处理方法:采用稀土镁合金的凹坑冲入法,简单易行,但烟尘较大。
采用低稀土镁合金盖包处理,镁的收得率可达50%以上,且可解决烟尘问题。
孕育处理可采用二次或三次孕育,球化包内孕育剂可用75 硅铁,浇包内可加抗衰退(例如含钡)孕育剂。
倘有必要,再用随流孕育或型内孕育。
5 级球化和6 级球化的石墨都是以蠕虫状石墨为主,5 级球化是蠕虫状石墨呈分散分布;6 级球化是蠕虫状石墨呈聚集分布。
两者主要区别如下:(1) 宏观组织聚集分布时,断口上出现稀疏的小黑点,蠕虫状石墨聚集程度增加时,黑点增大,数量也随之增加和密集;蠕虫状石墨分散分布时,其数量较聚集分布为少,断口不会出现小黑点。
(2) 微观特征蠕虫状石墨分散分布时,其长宽比较小,呈短而粗的棒状,端部圆钝,常与团状共存。
4~5 条蠕虫状石墨丛集一处者,称为聚集分布,此时蠕虫状石墨弯曲、扭转的趋势增加。
观察三维形貌,聚集分布的几条蠕虫状石墨往往是同一蠕虫状石墨的不同分枝,这种结构,比表面积较大,分枝与分枝间的距离较近,有利于碳的扩散,故铸态或热处理后,聚集分布的蠕虫状石墨周围容易形成铁素体。
(3) 化学成分蠕虫状石墨聚集分布时,宏观化学成分中残留镁量和稀土量都较低,含硅量较高。
图号:图号:光学放大倍数:100×光学放大倍数:100×浸蚀剂:未侵蚀浸蚀剂:未侵蚀材料及状态:球墨铸铁材料及状态:球墨铸铁处理:铸态处理:铸态组织及说明:图中石墨呈球状,少数团状,球化率为≥95%,球化级别为1 级。
组织及说明:图中石墨大部分呈球状,余为团状和极少量团絮状,球化率为90%~<95%,球化级别为 2 级。
外文出处:《Manufacturing Engineering and Technology—Machining》外文原文NDT for Spheroidal graphite cast iron1.0 ScopeThis general instruction describes the performance of non-destructive testing of SG-cast iron. Requirements for extent of examination and probe selection are not included in this instruction. For each type of standard component such requirements are described in specific CUSTOMER control instructions or in the purchasing specification.1.1 DefinitionsDSR (disc shaped reflector) = KSR (kreis shall reflector) = FBH (flat bored hole).DSR = KSR()=FBH()2.0 ReferencesThe latest edition of standards mentioned below shall be used as basis for inspection according to this general instruction:EN 1290 (MP)-EN 1369-1996 (MP) Quality levels-EN 12454-1998 (VT)-Stahl-Eisen P rüfblatt SEP 1924-EN 12686-3-ASME Sec. V, Article 73.0 NDT-personnelPersonnel carrying out NDT must as a minimum have qualifications corresponding to one of the following certification schemes:错误!未找到引用源。