负公差轧制
- 格式:pdf
- 大小:103.19 KB
- 文档页数:2
“允许偏差”与“公差”是含义不通的两个术语,在日常生产和工作中经常会有将两个术语混淆的说法。
如用户对尺寸不符提出异议时,常会说某产品的厚度“正公差”超差了,也有的生产技术人员会说钢板按理论总量交货时,是“负公差”轧制等等。
下面就是此两术语的含义和使用作一简单的介绍和说明。
钢铁产品的尺寸是生产厂家和用户共同关注的、用户希望所买到的产品尺寸即是订货的尺寸,但实际上按一定生产工序加工出来的产品与订货尺寸总会有一个上、下偏离,即正、负偏差,当然用户总希望这个偏差越小越好,即精度越高越好,而在实际生产中,尺寸精度控制越高,生产难度越大,为保证双方利益,在产品标准中对尺寸的偏差都有规定范围,即尺寸的“允许偏差”。
下面以宝钢企标Q/BQB401-1999冷轧钢板及钢带的尺寸、外形、总量及允许偏差中规定的厚度允许偏差为例:若用户要订厚度1.00mm,宽度<1200mm,按普通精度供货的带钢,则其允许的偏差为±0.07mm,也即厚度在0.93~1.07mm范围内的钢带是符合订货厚度要求的,也即正偏差为0.07mm和负偏差0.07mm的钢带是合格的。
其公差即为正负偏差之和是0.14mm。
当然尺寸精度越高,允许的正、负偏差越小,公差值也越小、其定义可参阅有关资料。
钢板供货时,若按理论重量计重,生产方会将目标轧制厚度设定为略小于订货厚度,而轧制精度控制更严(因不能越出标准规定值)。
若还按上例订货的要求,钢板的订货厚度为1mm,则目标轧制厚度设定为0.97mm,允许的偏差就为±0.04mm,这样轧出来的钢板既满足了标准规定(也满足了用户要求),又可节约材料。
这种轧制即称为“负偏轧制”,而不是“负公差轧制”。
切记!偏差是有正或负的,“尺寸超差”只有“正偏差超差”或“负偏差超差”,而公差是没有正、负的,它是一个绝对值。
公差实际参数值的允许变动量。
参数,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。

中厚钢板的负偏差轧制第8卷第4期宽厚板?21?中厚钢板的负偏差~L$1J何维(柳州钢铁股份有限公司)摘要针对柳钢中板厂在单机架手动压下的2800mm四辊可逆式轧机上所进行的负偏差轧制中存在的问题,通过优化轧制方式,采用最佳厚度目标轧制等多项改进措施,负偏差轧制收到良好的效果.关键词负偏差轧制同板差最佳厚度目标控制值MinusDeviationRollingofMediumandHeavyPlateHeWei(LiuzhouIronandSteelCo.Ltd) AbstractWithrespecttOtheproblemsexistinginminusdeviationrollingon2800four--highr eversingmillwithsinglestandandmanualscrew--downinMediumplateMillofLiuzhouIronandSteel Co.Ltd.excel—lenteffectisobtainedbymeansofvariousimprovementmeasures,suchasoptimizationofroll ingmodeandop—timalthicknesstargetrolling,etc.KeywordsMinusdeviationrolling,Intra--plategaugedeviation,Optimalthicknesstargetco ntrolvalue1前言对于按理论重量交货的中厚钢板而言,实行负偏差轧制是提高成材率的重要手段之一.经过多年的实践对比,在柳钢中板厂当前所具备的技术和设备条件下,实行负偏差轧制,对提高中厚钢板成材率的效果最为明显.近年来柳钢中板厂利用负偏差轧制在提高产品尺寸精度,改善钢板实物质量,满足市场需求方面取得了较为明显的效果.2设备概况柳钢中板厂现有一套单机架2800mm四辊可逆式轧机,目前尚未配备液压AGC(厚度自动控制)系统,该轧机最大轧制压力为42000kN,轧机牌坊静压靠刚性模数为9000kN/mm.加热炉为单座推钢式连续加热炉,加热坯料厚度为150 ~250mm,长度为1300-~2300mm,加热能力最大为80t/h.3负偏差轧制存在的问题3.1加热能力不足加热能力低下,与轧机能力不配套,钢坯未烧透即出炉轧制,钢坯的延展性差,造成成品钢板长度方向的同板差大,不利于压下工进行负偏差轧制.3.2炉筋管黑印对于推钢式连续加热炉,炉筋管黑印不可避免;炉筋管黑印的存在,同样会造成钢板长度方向上的同板差,不利于压下工进行负偏差轧制,钢坯加热时间不足时更甚.3.3负偏差偏移量设置由于该轧机未配备液压AGC系统,每块钢板其最终形状尺寸均由压下工现场控制,具有很大的随意性.在一定的条件下负偏差偏移量有其统计上的规律性,但压下工对其操作水平,公差控制的状况未能在总体上进行把握,负偏差偏移量增加了,一方面使金属收得率增加,成材率提高, 但另一方面,出现产品非计划及厚度改判的几率也大大增加.3.4轧辊的磨损222002年第4期一般情况下,轧辊的磨损以中间为最大,越靠近两端磨损越小,直至趋于零.磨损至一定程度后的轧辊,此时轧出的钢板横向同板差较大,特别是对于8ram,6mm的薄规格及2200mm宽度以上的宽板,这对压下工进行负偏差轧制非常不利. 3.5轧机前后水幕的使用轧机前后水幕的作用在于对轧制中轧件实施水冷,以使其终轧温度符合要求,最终实现对钢板性能的控制.在实际轧制过程中,主机工未能正确使用冷却水幕,致使轧件各部位冷却不均.通常情况是,轧件两头要比中间位置的温度低5O~IO0"C.轧件温度不均造成钢板同板差大.3.6压下量的分配及终轧道次辊缝设置在轧制过程中,由于受轧制力的作用,轧机机架,轧辊,轴承等部件均会产生弹性变形,这些变形最终引起辊缝的变化,亦即辊跳.辊跳的大小取决于当时的钢温和压下量.由于辊跳的存在,不仅终轧道次辊缝对成品钢板厚度精度产生直接影响,轧制终了前的1~3道次的压下量对成品钢板厚度精度也是有直接影响的.不合理的压下量分配及终轧道次辊缝设置,会导致同板差大,成品厚度偏离最佳厚度目标控制值.4负偏差轧制采取的措施4.1提高加热生产能力由于资金方面的原因,新的生产线只配备了一座加热炉,为了克服单炉生产所带来的种种弊端,技术人员打破常规,通过铺设临时的过跨辊道,并对原来排钢装炉方法进行改进,改双排为单排进炉,精心组织协调,利用原有的三辊轧机生产线旧1号,2号加热炉,进行双炉生产,大大提高坯料加热能力.4.2优化轧制方式为了消除炉筋管黑印对负偏差轧制所带来的不良影响,技术人员与现场操作工一起,对两种轧制方式(轧制方式一:长一长,坯料的长度方向轧制后为成品钢板的长度方向;轧制方式二:宽一长,坯料的原始宽度方向经轧制后为成品钢板长度方向)进行对比试验,跟踪检测同板差数据,并且对两种轧制方式中,炉筋管黑印对轧制力变化的不同影响进行分析.一般情况下,钢坯炉筋管黑印处的温度要比其它部位温度低50~120℃,两条炉筋管黑印是沿着坯料的横断面进行分布的,即平行于坯料切割面.当采用"长一长"方式进行轧制时,轧制方向垂直于炉筋管黑印;轧制过程中,炉筋管黑印与轧辊产生线接触,瞬时轧制力会产生很大的变化,进而影响轧机弹跳;随着炉筋管黑印部位的变形延伸,该部位与钢板其它部位产生很大的厚度差,即形成了长度方向的同板差(如图1).相反,当采用"宽一长"方式进行轧制时,轧制方向平行于炉筋管黑印,轧制过程中轧辊与黑印处始终保持平稳的点接触,轧制力与轧机弹跳不会发生变化,同板差不会因为炉筋管的黑印而形成(如图2).因此, 采用"宽一长"方式进行轧制,可以最大限度地消除炉筋管黑印对负偏差轧制所带来的不良影响. 1轧辊与炉筋管黑印产生线接触图2轧辊与炉筋管黑印始终保持平稳的点接触4.3设置最佳厚度目标控制值进行轧制针对各轧制小组对负偏差偏移量设置的盲目性,技术人员每月收集汇总各轧制小组所轧每块钢板厚度数据,作出直方图;通过直方图分布形态,标准偏差等分析各轧制小组厚度控制水平,通过直方图的平均值分析各轧制小组对负偏差偏移量设置的总体状况,结合当月各轧制小组产品非计划率,厚度改判等指标的完成情况,指导各轧制小组合理设置各钢种规格的最佳厚度目标控制值;根据各轧制小组的具体状况,及时调整负偏差偏移量.4.4完善轧辊冷却水轧辊的冷却效果与轧辊轧制过程中的热膨胀,轧辊的膳损关系密切,柳钢中板厂从四辊轧机宽厚板?23?投产开始,即对轧辊的冷却水系统不断进行改善. 一方面,加大水压,改一端进水为两端进水,加大了冷却水量;另一方面,调整冷却水喷射角度,加大辊面水冷面积通过不断改进,轧制中的辊温可以保持在7O℃以下,为负偏差轧制创造了良好的工艺环境.4.5调整工作辊换辊周期缩短工作辊换辊周期,每套轧辊上机轧制量从2000块下调为1500块,为薄规格及宽板的负偏差轧制创造了有利的条件.4.6正确使用机架冷却水幕进一步细化技术操作规程.在使用机架水幕对轧件进行冷却时,要求操作工每道轧完后轧件抛出的行程不小于规定的距离,以保证下一道次在完成加速阶段后轧件端部才进入水幕及轧辊入口.总的原则是确保水冷在轧件长度方向上的均匀性,以减小钢板同板差.4.7终轧道次辊缝的设置终轧道次辊缝的设置是操作工在实现负偏差轧制中比较关键的一环.要做好这项工作,要求操作工:1)辊缝设置的精确性;要求操作工上机操作前必须掌握前一块甚至前几块的轧制规格,钢温状况,轧制终了前几道次的压下量等参数,换辊后还要了解指针盘零位设置的状况,再结合自己所要轧制的厚度规格精确设置终轧道次的辊缝. 2)在厚度规格变化较大时,辊缝设置要留有余地;厚度规格更换之后的第一块钢板,要进行机前热卡,操作工对终轧辊缝设置的精确性把握不大时,终轧辊缝的设置要留有余地,若厚度出格, 可以及时进行补轧一道,以杜绝规格更换后,负偏差轧制容易造成厚度非计划的不良现象.3)压下量要适中;既要保证辊缝具有足够的凸度,以满足轧制稳定性的需要,又要防止轧制力过大,加大了钢板特别是宽板的横向同板差.4.8轧制末几道压下量的分配由于辊跳的存在,轧制末了几道次的压下量分配不仅对同板差而且对成品厚度都有直接影响.要求操作工:1)精轧阶段最后4道保持轧制力逐道减小;2)道次压下量分配发生变化时,终轧辊缝设置要随之变化.4.9厚度热卡及信息反馈由于激光测厚仪只能对每块钢板纵向一条线的厚度数据进行采集,因此,人工机后热卡的重要地位仍然无法替代;鉴于热轧卡量岗位的重要性, 柳钢中板厂在该工序设置了工序控制点,制订了严格的作业指导书,对卡量工的工作程序,卡量频次,卡量的位置等作业要点提出明确要求,并对信息反馈的有效性制订了严格的考核制度,促使卡量工与压下工,主机工一起形成一个有机的整体, 从而保证厚度数据采集的真实性,准确性,确保信息反馈迅速有效.5负偏差轧制的效果1)通过实施负偏差轧制,钢板的同板差得到不断的改善,提高了成品钢板厚度精度.普碳钢系列产品同板差2000年平均为0.26mm,2001年上半年下降到0.17mm;16Mn系列产品同板差2000年平均为0.32mm,2O01年上半年下降到0.24mm.产品实物质量得到进一步的提高.2)成材率一年跃上一个新台阶.1999年成材率为9O.19%,2000年成材率为91.13oA,2001年1~1O月份成材率为91.62%.3)产品非计划率逐年下降.1999年非计划率为1.67%,2000年非计划率为0.90,2001年1~1O月份非计划率为0.71%.4)通过实行负偏差轧制,促进了柳钢中板厂的技术工艺水平,管理水平和操作工操作水平的提高.6结语1)中厚钢板负偏差轧制的关键是控制好同板差.同板差控制不好,就不利于负偏差轧制,负偏差轧制的效果也将大打折扣.2)在轧制过程,钢板厚度信息的获取与反馈当中,人的因素占据主导的地位,因此,负偏差轧制对人的素质,经验,操作中的灵活性以及对人的管理提出很高的要求.。
盘螺负偏差轧制的开发与实践摘要:文章介绍了盘螺负偏差轧制的开发,通过解决料型、孔型、水箱冷却、效果检查的控制难点,实现了盘螺负偏差控制的目标。
关键词:盘螺、负偏差控制1 前言棒线型材厂高线生产的盘螺自建厂投产以来,一直采用正偏差轧制。
经过多年对高线工艺技术的消化和吸收,棒线型材厂已能运用国外先进工艺和装备开发市场所需的产品。
随着钢材市场和顾客需求的变化,建筑材市场产品中盘螺用负偏差产品交货逐渐收到客户的青睐。
在新国标带肋螺纹钢筋的新标准推行下,棒线型材厂利用摩根 ! 代轧机开发出新国标带肋钢筋盘条并在很短的时间内实现了负偏差轧制。
棒线型材厂高速线材生产线的轧制工艺流程:步进梁式加热炉—→粗轧机组—→1#飞剪—→中轧机组—→2#飞剪—→预精轧机组—→3#飞剪—→精轧机组—→水冷间夹送辊—→吐丝机前夹送辊、吐丝机—→斯太尔摩风冷—→P/F线—→打包(成品)。
轧制工艺流程较长,负偏差轧制的控制在料型调整、张力控制、钢温控制及员工操作等环节需要制定新的工艺控制。
特别是成品热检工如不按负偏差目标值去控制成品尺寸,得到的成品将出现正偏差或超负现象。
2 确定目标根据市场反馈,盘螺负偏差控制能到达-2以上,为了增强我厂在盘螺市场上的竞争力,在保证满足新国标要求下的将盘螺负偏差目标值控制在-2至-4。
3 实现负偏差控制的难点3.1 轧辊的弹跳新国标螺纹钢成分中加入微合金含量增加,使轧件变形抗力增加,轧机弹跳值也相应增大,而我厂粗中轧轧机为利旧设备,弹跳值大,容易使轧件料型控制不均匀。
轧辊的弹跳主要受轧件变形抗力的影响,轧件的变形抗力又受轧件材质、轧制温度、压下量的影响,生产过程中主要是受轧件温度影响。
3.2 孔型磨损高线轧制中各道次料型尺寸的控制由原来的正公差控制变为负公差控制,加大了轧辊的压下量,而且新工艺调整降低了入精轧温度,加速了孔型磨损(特别是精轧),增加料型调整难度。
如果调整工测量辊缝存在误差时,负偏差值将难以控制在目标值内。
钢材的负公差钢材的负公差是指在正常加工条件下,钢材规格尺寸偏小的程度。
根据不同的规格,负公差的范围也会有所不同。
例如,Φ5\~Φ50mm的圆钢,负公差为-0.30mm至-0.50mm;Φ50\~Φ100mm的圆钢,负公差为-0.70mm 至-1.20mm。
在实际应用中,准确地计算钢材负公差十分重要。
如果钢材的负公差小于标准规定范围内的最小值,可能会影响到钢材的加工质量和使用寿命。
如果超出负公差的最大范围,则会对钢材的使用安全性产生影响。
因此,在购买钢材时,应仔细查看钢材的负公差范围,确保符合标准的负公差参数。
在实际应用中,也应特别注意钢材尺寸的测量和检查,以确保负公差的正确使用。
钢材负公差的控制与测量为了保证钢材的质量和使用效果,控制负公差在合理范围内至关重要。
以下是关于钢材负公差控制与测量的几个方面:1.生产工艺的优化:通过改进生产工艺,提高轧制精度,可以有效控制钢材的负公差。
生产厂家应不断探索和研究,以降低负公差波动,提高产品质量。
2.严格的质量检测:在钢材生产过程中,应进行严格的质量检测,确保每一批次的钢材都符合负公差标准。
检测方法包括光学投影仪、测量仪器等,对钢材尺寸、形状等进行精确测量。
3.合理选用钢材:在购买和使用钢材时,应根据实际需求选用合适的钢材规格和型号。
了解不同钢材的负公差范围,确保选购符合标准要求的钢材。
4.加强施工现场的管理:在钢材使用过程中,施工现场的管理也至关重要。
施工人员应掌握钢材的负公差知识,正确处理和安装钢材,避免因负公差问题导致的质量隐患。
5.培训与宣传:加强对钢材负公差知识的培训和宣传,提高从业人员对负公差的认识,有利于更好地控制和应用钢材负公差。
总结钢材负公差是影响钢材质量和使用寿命的重要因素。
通过优化生产工艺、严格质量检测、合理选用钢材、加强施工现场管理以及培训和宣传,可以有效控制钢材负公差,确保钢材的加工质量和使用安全性。
同时,购买和使用钢材时,要关注负公差范围,遵循国家标准,为我国建筑和制造业提供高质量的钢材。
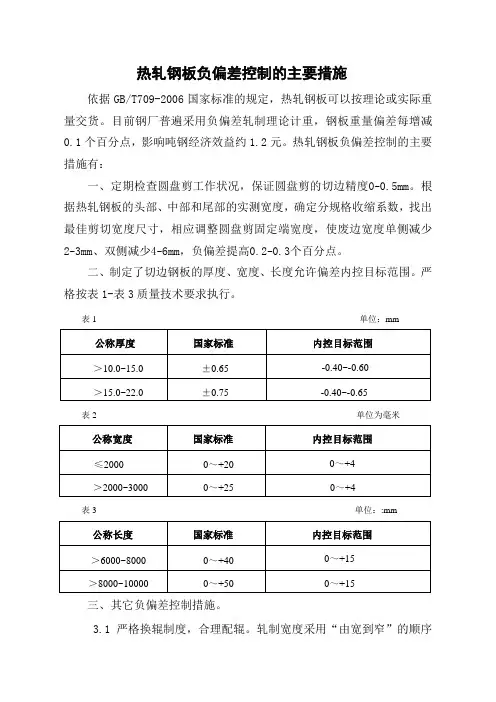
热轧钢板负偏差控制的主要措施依据GB/T709-2006国家标准的规定,热轧钢板可以按理论或实际重量交货。
目前钢厂普遍采用负偏差轧制理论计重,钢板重量偏差每增减0.1个百分点,影响吨钢经济效益约1.2元。
热轧钢板负偏差控制的主要措施有:一、定期检查圆盘剪工作状况,保证圆盘剪的切边精度0~0.5mm。
根据热轧钢板的头部、中部和尾部的实测宽度,确定分规格收缩系数,找出最佳剪切宽度尺寸,相应调整圆盘剪固定端宽度,使废边宽度单侧减少2~3mm、双侧减少4~6mm,负偏差提高0.2~0.3个百分点。
二、制定了切边钢板的厚度、宽度、长度允许偏差内控目标范围。
严格按表1-表3质量技术要求执行。
表1 单位:mm 公称厚度国家标准内控目标范围>10.0~15.0 ±0.65 -0.40~-0.60>15.0~22.0 ±0.75 -0.40~-0.65 表2 单位为毫米公称宽度国家标准内控目标范围≤2000 0~+20 0~+4>2000~3000 0~+25 0~+4 表3 单位::mm 公称长度国家标准内控目标范围>6000~8000 0~+40 0~+15>8000~10000 0~+50 0~+15三、其它负偏差控制措施。
3.1严格换辊制度,合理配辊。
轧制宽度采用“由宽到窄”的顺序进行,轧制厚度采用“先厚后薄”的顺序进行,保证钢板厚度及板形正常,同时防止轧辊磨损严重,当中凸量过大,造成钢板横向同板差增加,影响负偏差轧制。
3.2加热、压下、热检、冷检等工序密切联系、加强沟通。
根据激光测厚仪及质检员测量钢板厚度的变化情况,合理地调控炉温和轧制辊缝,保证钢板厚度目标范围的命中。
3.3完善了钢板负偏差管理考核制度。
每天对各班生产的钢板进行过磅检查,负偏差实际完成情况和当月奖金挂钩,充分调动相关岗位员工的工作积极性。
3.4在轧制过程中,尽可能实行连铸板坯“加热均匀、匀速出钢”。
防止坯料因开轧温度差异大、设备故障等生产异常情况,影响钢板负偏差的控制。
冷轧带钢合理负偏差的确定李立新摘要以带材为例,提出了根据不同追求目标确定负公差轧制最佳偏移量的理论模型,并用某厂的实测数据进行了举例计算。
关键词带钢轧制负偏差DETERMINATION OF REASONABLE NEGATIVEDEVIATIONIN COLD ROLLING OF STEEL STRIPLi LixinWuhan Yejin Science & Technology UniversitySynopsis A theoretical model for determing the optimal negative deviation in cold rolling of the steel strip is built up according to different targets set up for the rolled strip and calculation is made by the model using the actual data measured in a rolling mill.Keywords steel strip rolling negative deviation1 前言带钢的负偏差生产是在轧制时有目的地使产品的目标厚度偏向其允差下限的一种生产方法。
由于冷轧材一般直接供用户使用,加之它是比表面积最大的一种钢材,其厚度的微弱减小必然会带来金属的巨大节约,因此,研究冷轧材的负偏差轧制更具实际意义。
鉴于此,本文以现场收集的公称厚度为1.35mm的10卷成品材的799个厚度数据为例详细说明不同优化目标情况下负偏差的合理确定方法。
2 负偏差生产与企业收益的关系2.1 负偏量越大,收益率越高设产品的公称厚度及宽度分别为H、B,厚度公差的上下限分别为T U、T L,则无偏生产时产品的厚度为H+(T U+T L)/2,横截面积为F=B〔H+(T U+T L)/2〕,若厚度采用Δ的负偏量,则采用负偏差生产后其截面积的改变量ΔF=-BΔ,此时企业收益率增加。
钢板负公差钢板负公差是指钢板的实际尺寸小于设计尺寸,即偏小于标准尺寸。
这种负公差在钢板加工和使用过程中非常重要,对产品的质量和性能有重要影响。
钢板负公差的存在是由于加工和制造过程中的误差所致。
在钢板的制造过程中,由于材料的不均匀性、设备精度的限制以及操作员的技术水平等因素,都会导致钢板尺寸的偏差。
而负公差则是指这种偏差为负值,也就是比设计尺寸小。
钢板负公差的重要性在于它直接影响到产品的质量和性能。
首先,钢板的尺寸与设计要求不符,会导致产品的装配困难,甚至无法正常使用。
例如,在汽车生产中,如果钢板的负公差过大,会导致车身零部件的尺寸不匹配,从而影响整车的安全性和稳定性。
其次,钢板负公差会影响产品的功能性能。
例如,在机械设备制造中,如果钢板的负公差过大,会导致机械零部件的配合间隙过大或过小,影响设备的正常运行。
再次,钢板负公差还会影响产品的外观质量。
例如,在建筑装饰行业中,如果钢板的负公差过大,会导致装饰板材的接缝不平整,影响装饰效果。
为了保证钢板的尺寸符合设计要求,减小负公差的影响,钢板制造过程中需要采取一系列的措施。
首先,要加强对材料的质量控制,选择质量稳定的原材料,并进行严格的质量检测。
其次,要提高设备的加工精度,确保钢板的尺寸误差在允许范围内。
同时,加强操作员的培训和技术指导,提高其对尺寸控制的认识和操作技能。
此外,还可以采用一些补偿措施,如在设计中增加适当的公差余量,以确保最终产品的尺寸符合要求。
除了制造过程中的措施外,钢板的使用过程中也需要注意钢板负公差的影响。
首先,要在设计阶段充分考虑钢板负公差的影响,合理设置设计尺寸和公差要求,以确保产品的正常使用。
其次,在钢板的选择和购买过程中,要选择质量可靠、尺寸稳定的钢板供应商,以减小负公差的风险。
最后,在产品的加工和装配过程中,要加强质量控制,确保钢板的尺寸符合要求。
钢板负公差是钢板制造和使用过程中不可忽视的因素。
它直接影响到产品的质量和性能,因此需要在制造和使用过程中采取相应的措施来减小负公差的影响。
负公差轧制简介负公差轧制称重重量监视控制系统目录一、负公差轧制简介:二、负公差轧制的意义:三、目前负公差轧制存在的问题:四、技术关键五.软件的研发六、效果分析:一、负公差轧制简介:为了满足生产使用要求,并根据轧制水平,在产品标准中规定钢材尺寸的波动范围,允许钢材的实际尺寸与公称尺寸之间有一定的偏差,这个偏差一般称公差,公差分正、负公差,钢材按负公差轧制时,叫负公差轧制,安钢按照国家GB1499-1998标准要求实施生产,在客户无特殊要求情况下一般按负差轧制交货。
二、负公差轧制的意义:1.我公司第一轧钢厂生产的螺纹钢是按理论重量销售,因此稳定的高负差产品极具市场竞争力。
负差率即实际重量与理论重量的差值,除以理论重量,乘100%。
以螺纹12为例,不按负差生产,在坯重2450kg的情况下,可生产12m 定尺螺纹钢约230根。
如果按负差生产,可生产237根~240根左右。
这多生产出的7~10根,就成了产品的“卖点”。
2.因螺纹钢销售实行理论重量交货,负差率产品的稳定率直接影响公司声誉和效益。
为此,一轧厂与公司相关部门配合,负差率取得良好效果。
产品深受客户青睐,提高了公司产品声誉,增强了市场竞争力和创效能力。
三、目前负公差轧制存在的问题:1、受自动化控制程度限制,一些工艺流程的操作还是依靠工人经验来完成,由于个人工作技能水平限制,尺寸控制极不稳定,因此控制台就需要及时准确的了解成品钢的尺寸及重量。
现在信息的沟通主要依靠电话。
取样户每次取样称重后,将数据报给控制台,控制台根据实时情况,打电话询问260秤房秤台上钢的重量,这样,又费时,又不能及时、全面的掌握成品钢的情况。
2、生产过程中,轧机构因料型变化,造成负差变化,在精整称重后,才能准确地反映出来,但目前缺少该信息的反馈方式,靠人工传递不仅不及时,而且不能连续不断地传递,而且容易出现数据传递误差。
如果增加一套称重重量监视系统,可使每一捆的重量能及时反馈到轧机机构,可方便指导对料型进行调整,使指标得以提升。
浅析螺纹钢负偏差的控制文章结合生产实践,介绍了螺纹钢筋的生产要点、螺纹钢的孔型设计及负公差轧制的经验及取得的效果。
标签:螺纹钢筋;孔型设计;负公差轧制1 前言我厂2010年开始2月开始投产,是以螺纹钢筋为主的生产线。
孔型设计了规格为¢12~¢32mm螺纹钢。
面对严峻的市场形势,为配合产品销售公司要求螺纹钢筋进行负偏差轧制,确保产品质量达到公司内控标准要求,给用户提供合格满意的产品,棒材厂组织工程技术人员从生产工艺进行优化和生产管理控制等方面采取了大量措施,全面提高钢筋产品实物质量,使阳春新钢钢筋市场占有率及用户认可度得到全面提高。
2 影响螺纹钢负公差的因素螺纹钢筋负偏差在满足国标要求下的控制,主要因素为:孔型设计优化、现场工艺控制和标准捆支数点数等方面。
2.1 螺纹钢生产执行的是国家强制性标准,一旦某一项尺寸达不到标准要求,就会被判为不合格品,给企业造成严重的损失,因此孔型设计时,合理确定各项尺寸尤为重要。
2.2 利用棒材轧机的光面棒材孔型系统轧制螺纹钢,往往存在成品充不满、横肋高度低于GB1499.2-2007标准最低公差限的问题,这是由于横肋是成品前孔的椭圆轧件进入成品孔的底圆时,金属受挤压而形成的,当轧件脱槽时,凸起的横肋往往受横肋槽的切割,使横肋的宽度和高度受到一定的影响。
众多生产厂轧制螺纹钢时,采用了专用的成品前孔和成品孔,且成品前孔(椭圆孔)大多采用平椭孔,目的是使成品孔能够充满横肋、纵肋尺寸满足GB1499.2-2007标准要求。
棒材厂为少增加轧辊成本,设计时只对成品孔进行更改,成品前孔不变,因此在孔型设计确定各项尺寸时,必须充分考虑各种因素的影响。
2.3 受前滑和热膨胀的影响,轧后成品横肋间距比设计值较大,且随着轧辊车削次数的增加,轧辊直径逐渐减小,横肋间距也逐渐变小,因此为保证从最大辊径到最小辊径范围内横肋间距满足标准要求,设计时应确定不同规格的横肋数,同时考虑前滑和热膨胀系数的影响。
高线盘螺的负公差轧制
朴学荣;刘炳连
【期刊名称】《天津冶金》
【年(卷),期】2003(000)003
【摘要】通过对高线盘螺负公差轧制影响因素的讨论,提出了实现负偏差轧制、提高负公差率的主要途径.
【总页数】2页(P5-6)
【作者】朴学荣;刘炳连
【作者单位】天津天钢集团有限公司,300301;天津天钢集团有限公司,300301【正文语种】中文
【中图分类】TG33
【相关文献】
1.负公差轧制在棒材生产实践中的应用 [J], 韩书栋
2.高线建材负偏差轧制的控制要点 [J], 郭志强
3.在攀钢冷轧厂HC轧机上采用负公差轧制的探讨 [J], 夏伟;黄平生
4.提高四切分轧制负公差Φ12mm螺纹钢合格率的生产实践 [J], 王新奎;孔磊
5.高线轧制Ф8mm盘螺成品出口堆钢原因分析及工艺优化 [J], 李勇;蒙世东;胡友红;王海益
因版权原因,仅展示原文概要,查看原文内容请购买。
作者: 韩天恩;钱广玲
出版物刊名: 数理统计与管理
页码: 41-43页
主题词: 负偏差轧制 最佳直径 平均值 圆钢 园钢 公称直径 理论重量 钢材 实际重量 提高成材率
摘要: 根据国家标准GB702—72规定,热轧园钢供方可以按理论重量交货,即: 交货重量=每米理论单重×钢材米数。
由于每米单重是根据公称直径计算来的(标准中已给出),因此小于公称直径的钢材,实际重量较理论重量小。
如直径D公称=16mm的园钢,标准规定允许偏差为±0.4mm,即直径控制在15.6~16.4mm之间为合格,标准给出16mm园钢单重为1.58公斤/米,即633米计为一吨。
对于直径为标准上限16.4mm的园钢,633米的实际重量为1.050吨,而对于直径为标准下限15.6mm的园钢633米的实际重量约为0.950吨,因此采用负偏差轧制(直径平均值控制在15.6~16.0mm之间理)论重量交货,。
棒材负偏差轧制在线监测系统的开发与应用发布时间:2022-01-07T03:03:14.491Z 来源:《中国科技人才》2021年第23期作者:王辉[导读] 棒材轧制普遍采用人工形式,钢材上冷床后人工测量,数据较真实数据存在较大偏差,真实的数据需要钢捆上磅秤后才能够显示出来,一般需要时间较长,龙钢公司设计出一种可以实时显示在轧钢坯的负偏差显示系统,该系统有效解决负偏差显示之后的问题,对棒材负偏差、成材率等经济技术指标提升具有重要的指导作用。
本文详细介绍该系统的原理,开发过程,应用情况等。
王辉陕西龙门钢铁有限责任公司 715400摘要:棒材轧制普遍采用人工形式,钢材上冷床后人工测量,数据较真实数据存在较大偏差,真实的数据需要钢捆上磅秤后才能够显示出来,一般需要时间较长,龙钢公司设计出一种可以实时显示在轧钢坯的负偏差显示系统,该系统有效解决负偏差显示之后的问题,对棒材负偏差、成材率等经济技术指标提升具有重要的指导作用。
本文详细介绍该系统的原理,开发过程,应用情况等。
关键词:负偏差开发控制秒流量应用陕西龙门钢铁有限责任公司轧钢厂棒材二线轧制规格为φ16—φ20mm直条螺纹钢筋,采用三切分、四切分等多线切分工艺,轧制过程中因为各切分线温度不同造成因各线轧槽磨损不均,成品材内径不同,负偏差控制难度较大。
原有的棒材负偏差反馈系统存在一定的滞后性,只有在钢材顺利轧出、上冷床、输出、剪切、打捆、称重后,负偏差才能在大屏幕上显示出来,一般在轧制30多支钢坯之后(约15分钟)才能看出来钢材的负偏差情况,不能有效的指导生产,如能实现在轧钢坯负偏差值的实时预判,则对轧线负偏差稳定率的控制具有重要的指导意义。
1 系统开发过程1.1技术原理负偏差在线测量技术的数学模型是基于通过每架次轧机的金属秒流量相等原理和金属体积不变定律建立的,因轧制过程中钢温变化、轧槽磨损程度、机架间堆拉关系、过切损等因素不断变化,为保证负偏差值的准确性,我们引入调整系数KK=(1+Z)×F终×V终×T终/【F中×V中×T中x(1-S)】,其中Z为实际负偏差值,F为截面积,V为速度,T为时间,S为飞剪切损率为计算出稳定的K值,共讨论三种方案:①利用2#轧机的速度及通过时间计算。