国标自由公差表
- 格式:docx
- 大小:11.93 KB
- 文档页数:3
自由公差和公差表自由尺寸公差旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;表1 线性尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30~120>120~400>400~1000>1000~2000>2000~4000f(精密级)±0.05±0.05±0.1±0.15±0.2±0.3±0.5- m(中等级)±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2 c(粗糙级)±0.2±0.3±0.5 ±0.8±1.2±2±3±4 v(最粗级) - ±0.5±1±1.5±2.5±4±6±8表2倒圆半径与倒角高度尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30f(精密级)±0.2±0.5±1±2 m(中等级)c(粗糙级)±0.4±1±2±4 v(最粗级)表3角度尺寸的极限偏差数值公差等级长度分段≤10>10~50 >50~120>120~400>400f(精密级)±1°±30'±20'±10'±5' m(中等级)c(粗糙级)±1°30'±1°±30'±15'±10'v(最粗级)±3°±2°±1°±30'±20'表1 线性尺寸的极限偏差数值表2倒圆半径与倒角高度尺寸的极限偏差数值表3角度尺寸的极限偏差数值角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
自由公差的概念及公差等级表何谓自由尺寸公差旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±) IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 IT (即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;2020/3/27 ·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段~3>3~6>6~30>30~120>120~400>400~1000>1000~2000>2000~4000f(精密级)±±±±±±±-m(中等级)±±±±±±±±2 c(粗糙级)±±±±±±2±3±4 v(最粗级)-±±1±±±4±6±8表2倒圆半径与倒角高度尺寸的极限偏差数值公差等级尺寸分段~3>3~6>6~30>30f(精密级)±±±1±2 m(中等级)c(粗糙级)±±1±2±4 v(最粗级)表3角度尺寸的极限偏差数值公差等级长度分段≤10>10~50>50~120>120~400>400f(精密级)±1°±30'±20'±10'±5'm(中等级)c(粗糙级)±1°30'±1°±30'±15'±10'v(最粗级)±3°±2°±1°±30'±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
自由公差表(国标)自由公差(国标)虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。
何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分2 0级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至I T18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
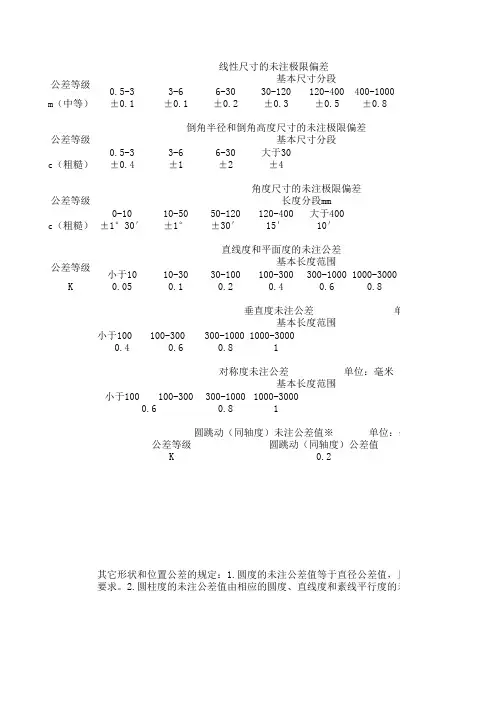
线性尺寸的极限偏差数值公差等级尺寸分段1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5 ~3>3~6>6~30>30~12>120~400>400~1000>1000~2000精密f ±0.05±0.05±0.1±0.15±0.2 ±0.3 ±0.5中等m ±0.1±0.1±0.2±0.3 ±0.5 ±0.8 ±1.2粗糙e ±0.2±0.3±0.5±0.8 ±1.2 ±2 ±3最粗v --±0.5±1 ±1.5 ±2.5 ±4 ±62.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3 >3~6>6~30>30精密f±0.2 ±0.5 ±1 ±2中等m粗糙e±0.4 ±1 ±2 ±4最粗v3.角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >>>>40010~50 50~120 120~4 00精密f±1°±30′±20′±10′±5′中等m粗糙e ±1°30′±1°±30′±20′±10′最粗v±3°±2°±1°±30′±20′4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~3>30~100>100~300>300~1000>1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.64.2垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~30>300~1000>1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 24.3对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~30>300~1000>1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 24.4圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段~3>3~6>6~30>30~120>120~400>400~1000>1000~2000>2000~4000f(精密级)±±±±±±±-m(中等级)±±±±±±±±2 c(粗糙级)±±±±±±2±3±4 v(最粗级)-±±1±±±4±6±8表2倒圆半径与倒角高度尺寸的极限偏差数值公差等级尺寸分段~3>3~6>6~30>30f(精密级)±±±1±2 m(中等级)c(粗糙级)±±1±2±4 v(最粗级)表3角度尺寸的极限偏差数值公差等级长度分段≤10>10~50>50~120>120~400>400f(精密级)±1°±30'±20'±10'±5'm(中等级)c(粗糙级)±1°30'±1°±30'±15'±10'v(最粗级)±3°±2°±1°±30'±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
自由公差(国标)虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。
何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值公差等级尺寸分段1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
自由公差(国标)虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。
何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值公差等级尺寸分段1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。

自由公差(国标)虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。
何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值公差等级尺寸分段1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。

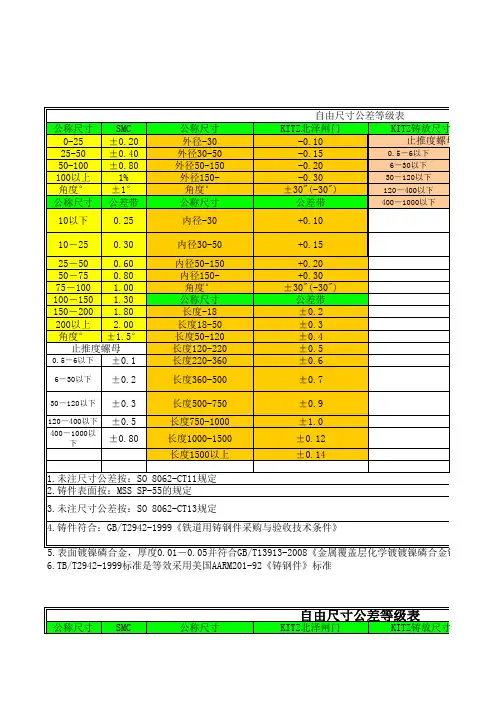
自由公差尺寸表
自由公差尺寸表是一种标准,主要用于确定机械零件的尺寸和形状公差。
这个表格是由国家标准GB/T1804-2000制定的。
该标准规定了三个公差等级:精密级、中等级和粗糙级。
每一等级都有其对应的基本尺寸分段以及极限偏差数值,这样可以根据不同的需求选择合适的公差等级。
例如,在中等公差等级m下,基本尺寸分段大于3mπΓ6mm的极限偏差数值为±0.1mm;基本尺寸分段在30~120mm范围内的极限偏差数值为±0∙3mm;对于基本尺寸分段大于40OnIn1的,其极限偏差数值为±0.2mm。
这种设置使得我们可以根据具体情况选用不同的尺寸和公差等级,以满足不同的制造和使用需求。
止匕外,采用一般公差的好处包括:在大批量生产中可以节省检查时间,降低制造成本;同时由于公差的存在,允许零件有一定的尺寸和形状变化,这有助于提高产品的互换性,并为加工带来方便。
总的来说,自由公差尺寸表为我们的生产和生活带来了许多便利,使得各类零件的制造更加高效、准确。
自由公差
何谓自由尺寸公差?
旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中
8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、
双向(±)二种。
在自由尺寸公差的注解中提示;
①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽
长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设
计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代
号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;
①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加
工的尺寸,
②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技
术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);
轴用h(-);长度用(±)IT(即Js或js)。
必要时,可不分孔、
轴或长度,均采用IT(即Js或js)。
线性尺寸的极限偏差数值
公差等级尺寸分段
1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)
公差等级基本尺寸分段
0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5
中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2
粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3
最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6
2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm
公差等级基本尺寸分段
0.5~3 >3~6 >6~30 >30
精密 f ±0.2 ±0.5 ±1 ±2
中等m
粗糙e
±0.4 ±1 ±2 ±4
最粗v
3.角度尺寸的极限偏差数值(GB/T1804-2000)
公差等级基本尺寸分段
~10 >10~50 >50~120 >120~400 >400
精密 f
±1°±30′±20′±10′±5′中等m
粗糙 e ±1°30′±1°±30′±20′±10′
最粗v ±3°±2°±1°±30′±20′
4.未注形位公差按GB/T1184-K
4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)
公差等级基本长度范围
≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000
H 0.03 0.05 0.1 0.2 0.3 0.4
K 0.05 0.1 0.2 0.4 0.6 0.8
L 0.1 0.2 0.4 0.8 1.2 1.6
4.2垂直度未注公差值(GB/T1184-1996)(mm)
公差等级基本长度范围
≤100 >100~300 >300~1000 >1000~3000
H 0.2 0.3 0.4 0.5
K 0.4 0.6 0.8 1
L 0.4 1 1.5 2
4.3对称度未注公差值(GB/T1184-1996)(mm)
公差等级基本长度范围
≤100 >100~300 >300~1000 >1000~3000
H 0.5
K 0.6 0.8 1
L 0.6 1 1.5 2
4.4圆跳动的未注公差值(GB/T1184-1996)(mm)
公差等级圆跳动公差值
H 0.1
K 0.2
L 0.3
3.表面粗糙度
零件的表面都应该注明粗糙度的等级。
如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。
粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。
1)取样长度和评定长度的选用值(GB/T1031-1995)
Ra (μm) Rz (μm) 取样长度l(mm) 评定长度l n(mm)
>0.003~0.02 >0.025~0.10 0.08 0.4
>0.02~0.10 >0.1~0.50 0.25 1.25
>0.1~2.0 >0.50~10.0 0.8 4.0
>2.0~10.0 >10.0~50 2.5 12.5
>10.0~80 >50~320 8.0 40.0
2)轮廓算术平均偏差Ra的数值(GB/T1031-1995)(μm)
第1系列0.012, 0.025, 0.050, 0.10, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100
第2系列0.008, 0.010, 0.016, 0.020, 0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80
注:尽量选择第1系列
3)轮廓最大高度Rz的数值(GB/T1031-1995)(μm)
第1系列0.025, 0.050, 0.100, 0.20, 0.40, 0.80, 1.60, 3.2, 6.3, 12.5, 25, 50, 100,200,400,800,1600,
第2系列0.032, 0.040, 0.063, 0.080, 0.125, 0.160, 0.25, 0.32, 0.50, 0.63, 1.0, 1.25, 2.0, 2.5, 4.0, 5.0, 8.0, 10.0, 16.0, 20, 32, 40, 63, 80,125,160,250,320,500,630
另附:基本尺寸0-500mm, 4-18级精度标准公差表。