切割机保养维护表
- 格式:xls
- 大小:24.00 KB
- 文档页数:68
切割机维护与保养制度
一、日常维护和保养
1、每个工作日必须清理机床及导轨的污垢,使床身保持清洁,下班时关闭气源及电源,同时排空机床管带里的余气。
2、如果离开机器时间较长则要关闭电源,以防非专业者操作。
3、注意观察机器横、纵向导轨和齿条表面有无润滑油,使之保持润滑良好!
二、每周的维护与保养:
1、每周要对机器进行全面的清理,横、纵向的导轨、传动齿轮齿条的清洗,加注润滑油。
2、检查横纵向的擦轨器是否正常工作,如不正常及时更换。
3、如有自动调高装置,检测是否灵敏、是否要更换探头。
三、月与季度的维修保养
1、检查所有传动部分有无松动,检查齿轮与齿条啮合的情况,必要时作以调整。
2、松开加紧装置,用手推动滑车,是否来去自如,如有异常情况及时调整或更换。
3、检查夹紧块、钢带及导向轮有无松动、钢带松紧状况,必要时调整。
4、检查所有按钮和选择开关的性能,损坏的更换。
好好学习社区
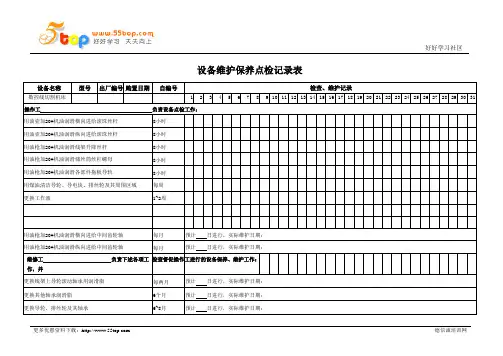
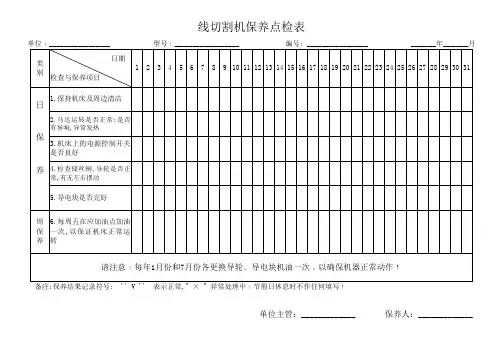
设备维护保养点检记录表
设备名称型号出厂编号购置日期自编号检查、维护记录
数控线切割机床 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 操作工负责设备点检工作:
用油壶加20#机油润滑横向进给滚珠丝杆8小时
用油壶加20#机油润滑纵向进给滚珠丝杆8小时
用油枪加20#机油润滑线架升降丝杆8小时
用油枪加20#机油润滑储丝筒丝杠螺母8小时
用油枪加20#机油润滑各部件拖板导轨8小时
用煤油清洁导轮、导电块、排丝轮及其周围区域每周
更换工作液1~2周
用油枪加20#机油润滑横向进给中间齿轮轴每月预计日进行,实际维护日期:
用油枪加20#机油润滑纵向进给中间齿轮轴每月预计日进行,实际维护日期:
检查督促操作工进行的设备保养、维护工作:
维修工负责下述各项工
作,并
更换线架上导轮滚动轴承用润滑脂每两月预计日进行,实际维护日期:
更换其他轴承润滑脂6个月预计日进行,实际维护日期:
更换导轮、排丝轮及其轴承6~8月预计日进行,实际维护日期:
故障维修记录
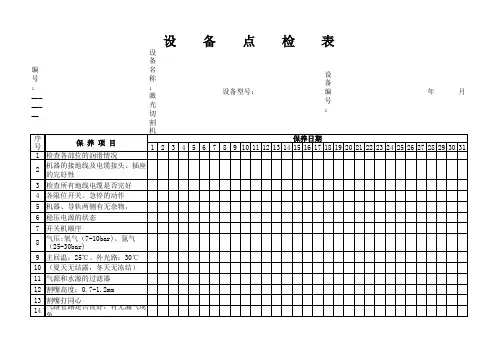
1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min;
2、每天分早、中、晚班时,相应人员进行维护后均应在相应格内记录,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
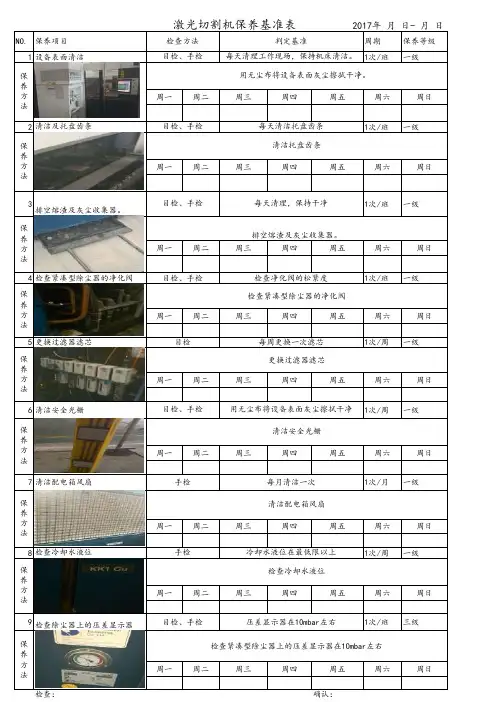
NO.保养项目周期保养等级1设备表面清洁1次/班一级周一周二周三周四周五周六周日2清洁及托盘齿条
1次/班一级周一周二周三周四周五周六周日3
排空熔渣及灰尘收集器。
1次/班一级周一周二周三周四周五周六周日4检查紧凑型除尘器的净化阀
1次/班一级周一周二周三周四周五周六周日5更换过滤器滤芯
1次/周一级周一周二周三周四周五周六周日6清洁安全光栅
1次/周一级周一周二周三周四周五周六周日7清洁配电箱风扇
1次/月一级周一周二周三周四周五周六周日8检查冷却水液位
1次/周一级周一周二周三周四周五周六周日9检查除尘器上的压差显示器
1次/班三级周一周二周三周四周五周六周日
检查:确认: 激光切割机保养基准表 2017年 月 日- 月 日检查方法判定基准目检、手检每天清理工作现场,保持机床清洁。
用无尘布将设备表面灰尘擦拭干净。
保
养
方
法
目检、手检每天清洁托盘齿条清洁托盘齿条目检、手检每天清理,保持干净排空熔渣及灰尘收集器。
目检、手检检查净化阀的松紧度检查紧凑型除尘器的净化阀目检每周更换一次滤芯更换过滤器滤芯目检、手检用无尘布将设备表面灰尘擦拭干净清洁安全光栅手检每月清洁一次清洁配电箱风扇手检冷却水液位在最低限以上检查冷却水液位目检、手检压差显示器在10mbar左右检查紧凑型除尘器上的压差显示器在10mbar左右保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法
保
养
方
法。
桥式石材切割机维护保养及常见故障处理该机常见故障有:工作台不能升起、不能左右旋转,切割过程中床身跑偏、锯片进给失控、床身移动有异响或卡住等。
可用流程图分析及排除故障。
一、维护与保养1、润滑油及液压油池床身两端的齿条支座油池,要保持密封和油面高度。
床身油池内V形导轨及走刀齿条也要保持油面高度,油变质或进水时应及时换油。
升降圆导轨润滑系统的手动泵,应加30#机械油并每班至少打油一次。
经常观察床身前后移动减速机及走刀减速机和主轴油窗油位,至少每一年换油一次。
对翻转工作台的翻转轴、翻转油缸支座、活塞杆支撑轴、工作台回转齿轮变速机构各润滑点,每班必须加润滑油或脂一次。
工作结束停机时,必须把工作台升起,以便使翻转机构活动一次,避免锈死,且有利于工作台的水晾干,防止其上的木板朽烂。
2、按钮箱及电器控制工作台翻转、回转的按钮箱,在切割板材时免不了溅上水,久而久之,会造成按钮触点锈蚀,要经常进行检查,清除锈蚀点。
该设备在PLC控制系统中使用了18只微型继电器,触点容量较小,动作频繁,致使继电器经常发生接触不良现象,所以对其要入时检查或更换。
换下的继电器只要拆开轻轻打磨一下触点,一般即可恢复使用。
各电磁阀的接插头,也会出现松动接触不良故障,同样要给予重现。
二、故障及处理1、工作台不能升起故障原因:床身未到达前限位位置或前限开关失灵;继电器线圈烧坏、常开触点锈蚀、或继电器常闭触点不通;抬升按钮SB7失灵;电磁阀YV3线圈断线或抽头接触不良。
故障处理流程图见图12、工作台不能左转或右转故障原因:按钮SB10或SB11失灵;继电器K5或K6坏或触点按触不良心;电磁阀YV5或YV6线圈断线或插头接触不良。
故障处理流程图见图23、工作台左右均不转故障原因:限位开关SP2已坏或断线;工作台未落到底。
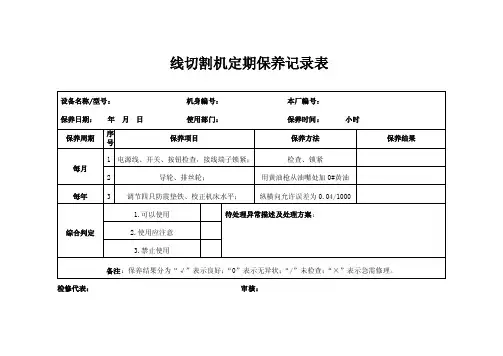
线切割机定期保养记录表检修代表:审核:江苏迅达电磁线有限公司线切割机定期保养记录表部门:日期:下面红色部分是赠送的总结计划,不需要的可以下载后编辑删除!2014年工作总结及2015年工作计划(精选)XX年,我工区安全生产工作始终坚持“安全第一,预防为主,综合治理”的方针,以落实安全生产责任制为核心,积极开展安全生产大检查、事故隐患整改、安全生产宣传教育以及安全生产专项整治等活动,一年来,在工区全员的共同努力下,工区安全生产局面良好,总体安全生产形势持续稳定并更加牢固可靠。
一、主要工作开展情况(一)认真开展安全生产大检查,加大安全整治力度。
在今年的安全生产检查活动中,工区始终认真开展月度安全检查和日常性安全巡视检查记录,同时顺利完成公司组织的XX年春、秋季安全生产大检查和国家电网公司组织的专项隐患排查工作。
截止日前,工区先后共开展各类安全检查71次,查出事故隐患点22处,均进行了闭环处理。
通过检查活动,进一步夯实了工区的安全生产基础。
(二)顺利完成保电专项工作。
本年度工区共进行专项保电工作10次,累计保电天数达到90余天,通过工区全员的共同努力,顺利完成春节保电、国庆保电、七一保电、特高压投送电保电、500kv沁博线保电等一批重要节假日的保电工作。
(四)工作票统计及其他工作情况。
截止11月15日,我工区连续实现安全生产1780天;全年共办理工作票50张,其中第一种工作票24张,含基建单位8张;第二种工作票26张。
工作票合格率100%,执行情况较好。
全年工区所辖线路跳闸次数共计0次,线路跳闸率为0次/(百公里·年)。
(四)安环体系标准化建设本年度在公司统一的部署下,工区积极参与安环体系标准化建设工作,先后派员参加安环体系标准化培训2次,迎接公司开展安环体系内审工作三次,先后审查出问题共计20余处,先后进行了闭环整改。
截止日前,工区已初步建立起了标准化安环工作体系,在今后工作中,工区将进一步完善各项工作流程,努力确保体系工作符合外审相关要求。
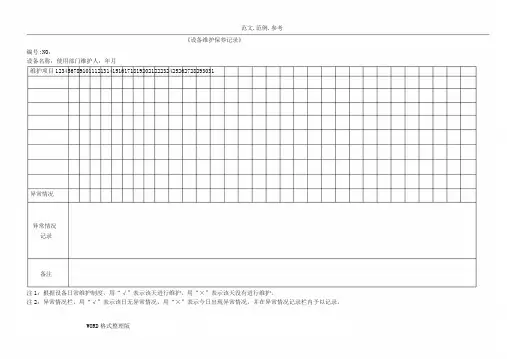
《设备维护保养记录》编号:NO:设备名称:使用部门维护人:年月维护项目12345678910111213141516171819202122232425262728293031异常情况异常情况记录备注注1:根据设备日常维护制度,用“√”表示该天进行维护,用“×”表示该天没有进行维护。
注2:异常情况栏,用“√”表示该日无异常情况,用“×”表示今日出现异常情况,并在异常情况记录栏内予以记录。
设备台帐编号:BJJOD/JL/Q/E/S6.3-01NO:1序号设备编号设备名称及规格型号验收日期放置地点备注1Sgsb001切割机MH1102Sgsb002切割机400A3Sgsb003电焊机BX14Sgsb004电焊机BX15Sgsb005角磨机VG100-2D6Sgsb006角磨机S1M-1007Sgsb007角磨机S1M-1008Sgsb008电钻D6-109Sgsb009电钻JIZ-KP07-10A10Sgsb010电钻Mod.6000611Sgsb011电钻6013BR12Sgsb012云石锯EON永远11013Sgsb013云石锯GDM12-3414Sgsb014云石锯GDM13-3415Sgsb015云石锯VG11016Sgsb016云石锯VG110-2D17Sgsb017气瓶18Sgsb018氩弧焊机CW-3000序号设备编号设备名称及规格型号验收日期放置地点备注19Sgsb019氩弧焊机WS-40020Sgsb020切铝机YJ-360ZC21Sgsb021配电箱22Sgsb022水平仪DSL0123Sgsb023水平仪DSL0124Sgsb024水平仪DSL0125Sgsb025水平仪DSL0126Sgsb026电锤GBH4-32DFR27Sgsb027电锤GBH4-32DSC28Sgsb028电锤GBH3-28E29Sgsb029电锤GBH3-28E30Sgsb030电锤日立DH45MR31Sgsb031手电钻GBM23-2E32Sgsb032手电钻GBM23-2E33Sgsb033手电钻GBM23-2E34Sgsb034手电钻日立D1335Sgsb035手电钻威克士WORXWT101KE36Sgsb036手电钻威克士WORXWT101KE37Sgsb037吊车38Sgsb038大型气泵39Sgsb039空压机40Sgsb040吊篮序号设备编号设备名称及规格型号验收日期放置地点备注41Sgsb041吊轮42Bgsb001组装台式电脑43Bgsb002笔记本电脑东芝m60002s44Bgsb003喷墨彩色打印机HP3748设备维护计划编号:BJJOD/JL/Q/E/S6.3-02执行部门:NO.:序号设备编号设备名称检修内容检修时间备注2011.5.30编制:审核:批准:日期:2011.3.1设备报废单编号:BJJOD/JL/Q/E/S6.3-05使用部门:NO.设备名称设备编号起用时间型号(规格)原价格报废申请人报废原因:未发生审批意见:批准人:日期:备注:设备购置申请单编号:BJJOD/JL/Q/E/S6.3-04使用部门:NO.:设备名称购置申请人申请时间型号(规格)原价格申请原因:未发生审批意见:批准人:日期:备注:。
切割机的维修保养办法
1定期检查砂轮切割机的三角皮带,电源按钮及砂轮是否有裂缝等。
2在运行期间有异常响声,应立刻停止操作、找出原因,必要时向有关设备维护人员报告进行检修。
3使用完毕,进行清洁工作。
4定期给主轴轴承加润滑脂。
(3000小时加一次)
5检修时应先切除电源,根据初步判断故障产生的地方。
6如皮带轮三角带磨损严重,应予以更换同型号的三角带,并紧固。
7如主轴轴承磨损严重,应及时更换。
8及时检查砂轮的磨损情况及是否有裂纹等。
9定期检查电源按钮是否灵活。
数控电火花线切割机维护保养内容及要求1 日常保养1.1 定期时间:每班班前、班后。
1.2 作业时间:各15分钟内。
1.3 班前1.3.1对重要部件进行检查。
1.3.2按规定润滑各部位。
1.3.3空运转并查看润滑系统是否正常。
1.4班后1.4.1擦拭机床,并在工作台架表面涂上机油,防止台面、台架锈蚀。
1.4.2即时清除液槽内的电蚀物和导轮、导电块上的污垢。
1.4.3各部归位。
2 一级保养2.1 定期时间:每季度一次。
2.2 作业时间:4小时内。
2.3 外表2.3.1擦拭机床外表、罩盖及附件,达到内外清洁、无锈蚀、无黄袍。
2.3.2检查补齐螺钉、螺母、手柄(球)、油杯等。
2.4运丝系统、各导轮轮槽2.4.1检查导轮及导电块是否磨损,及时清除污垢。
清除液槽内的电蚀物。
2.4.2检查电极丝,不要打死折、乱丝,并用洗洁精兑水清洁。
2.4.3检查上、下工作液喷嘴和工作台面是否正常,擦洗各部位上的油污和切屑,并在台架表面及张丝滑块导轨上涂上机油,防止锈蚀。
2.5润滑与冷却2.5.1检查机床的润滑情况,按要求进行润滑。
2.5.2清洗工作液箱及各过滤网,更换工作液。
2.5.3检查油质、油量、油位是否符合要求。
2.6电器2.6.1擦拭电动机及电器箱,达到内外清洁。
2.6.2检查限位装置与接地是否安全可靠。
3 二级保养3.1 定期时间:每年一次。
3.2 作业时间:8小时内。
3.3 完成一级保养的各项内容(按一级保养要求)。
3.4 运丝系统3.4.1检查、调整导轮及导电块,修复或更换磨损件。
3.4.2检查、调整各操纵手柄、限位装置是否准确可靠。
3.4.3工作台与各导轨3.4.4拆洗工作台,检查各导轨面及丝杆螺母,要求无油污,去除毛刺,整修伤痕,调整间隙。
3.4.5检查、调整各零部件,修复或更换磨损件。
3.5液压与润滑3.5.1清洗换液,排除泄漏。
3.5.2按润滑要求添加润滑油、脂,修复润滑装置,达到油路畅通,装置齐全。
切割机的使用、维护及注意事项使用流程一、切割前准备(一)、使用前必须认真检查设备的性能, 确保各部件的完好性。
(二)、电源闸刀开关、锯片的松紧度、锯片护罩或安全挡板进行详细检查, 操作台必须稳固, 夜间作业时应有足够的照明亮度。
(三)、使用之前, 先打开总开关, 空载试转几圈, 待确认安全无误后才允许启动。
(四)、操作前必须查看电源是否与电动工具上的常规额定220VA电压相符, 以免错接到380VA的电源上。
二、切割注意事项(一)、切割机工作时务必要全神贯注, 不但要保持头脑清醒, 更要理性的操作电动工具。
严禁疲惫、酒后或服用兴奋剂、药物之后操作切割机。
(二)、电源线路必须安全可靠, 严禁私自乱拉, 小心电源线摆放, 不要被切断。
使用前必须认真检查设备的性能, 确保各部件完好。
(三)、穿好合适的工作服, 不可穿过于宽松的工作服, 更不要戴首饰或留长发, 严禁戴手套及袖口不扣而操作。
(四)、加工的工件必须夹持牢靠, 严禁工件装夹不紧就开始切割。
(五)、严禁在砂轮平面上, 修磨工件的毛刺, 防止砂轮片碎裂。
(六)、切割时操作者必须偏离砂轮片正面, 并戴好防护眼镜。
(七)、严禁使用已有残缺的砂轮片, 切割时应防止火星四溅, 并远离易燃易爆物品。
(八)、装夹工件时应装夹平稳牢固, 防护罩必须安装正确, 装夹后应开机空运转检查, 不得有抖动和异常噪声。
(九)、中途更换新切割片或砂轮片时, 不要将锁紧螺母过于用力, 防止锯片或砂轮片崩裂发生意外。
(十)、必须稳握切割机手把均匀用力垂直下切, 而且固定端要牢固可靠。
(十一)、不得试图切锯未夹紧的小工件或带棱边严重的型材。
(十二)、为了提高工作效率。
对单支或多支一起锯切之前, 一定要做好好辅助性装夹定位工作。
(十三)、不得进行强力切锯操作, 在切割前要待电机转速达到全速即可。
(十四)、不允许任何人站在锯后面, 停电、休息或离开工作地时, 应立即切断电源。
(十五)、锯片未停止时不得从锯或工件上松开任何一只手或抬起手臂。
BYSTRONIC 激光切割机保养一,机床主床身部分:1,清洁并润滑X,Y轴齿条(2000h)Molykote DX paste 2,检查并清洁润滑切割头架支线性导轨(500h)Mtorex 190EP3,检查并清洁润滑Z轴丝杆以及滑轨(1000h)Mtorex 190EP4,清洁床身导轨和废料漏斗上废料污物(每周)刷子,干布5,清洁润滑交换工作台链条(每月)WK chain spray 6,清洁润滑交换工作台上升下降传动齿轮(1000h) 黄油油脂7,检查润滑安全门的导轨,链条(500h) WK chain spray 8,检查清洁切割头透镜(5”和7.5”)必要时更换( 每天)9,检查切割头上的三个陶瓷环有无破损,必要时更换(需要时)10,检查切割头座的小密封圈是否完好(每天)二,气体控制部分:1,检查清洁油水分离器(1000h)2,过滤检查utropac器的状态(每周检查8000h后更换滤芯)3,检查并更换压缩空气滤芯(活性碳滤芯油水分离滤芯1000h)4,放压缩空气储气管的水(每天)5,压缩空气冷却干躁器是否工作正常(每天)6,检查喷油油壶的油位MOTOREX Proweld264三,激光发生器:1,检查真空泵的油位必要时添加(每周)更换真空泵的油(新机头一次500H,以后1000h)2, 更换真空泵油滤芯(1000h)3, 检查更换涡轮泵(BTL3000)润滑油(3000h/一年)四,水冷机:1,更换水冷机蒸馏水(半年)新机头一次三个月更换一次.2,检查水冷机工作是否正常温度有无异常(每天)外光路30度3,检查清洁更换冷却水过滤滤芯(1000h)五,除尘器:1,检查,清洁,更换大过滤芯(每年)2,清洁废渣篓(每周)3,清洁油分离器(每月)。