液压系统原理图详解
- 格式:pdf
- 大小:6.39 MB
- 文档页数:28



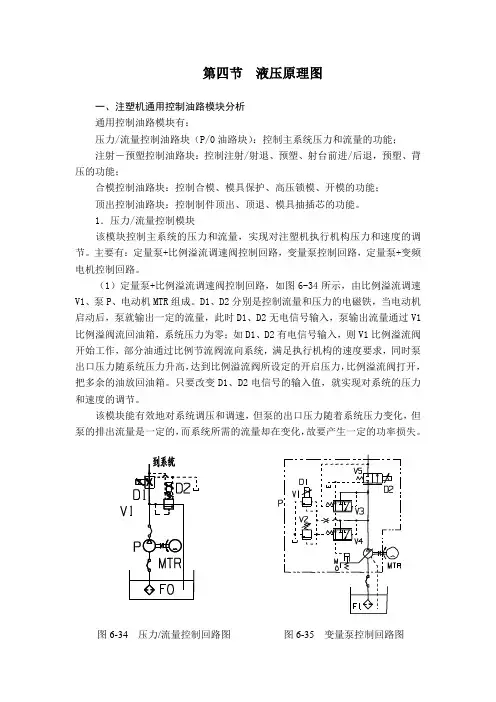
第四节液压原理图一、注塑机通用控制油路模块分析通用控制油路模块有:压力/流量控制油路块(P/0油路块):控制主系统压力和流量的功能;注射-预塑控制油路块:控制注射/射退、预塑、射台前进/后退,预塑、背压的功能;合模控制油路块:控制合模、模具保护、高压锁模、开模的功能;顶出控制油路块:控制制件顶出、顶退、模具抽插芯的功能。
1.压力/流量控制模块该模块控制主系统的压力和流量,实现对注塑机执行机构压力和速度的调节。
主要有:定量泵+比例溢流调速阀控制回路,变量泵控制回路,定量泵+变频电机控制回路。
(1)定量泵+比例溢流调速阀控制回路,如图6-34所示,由比例溢流调速V1、泵P、电动机MTR组成。
D1、D2分别是控制流量和压力的电磁铁,当电动机启动后,泵就输出一定的流量,此时D1、D2无电信号输入,泵输出流量通过V1比例溢阀流回油箱,系统压力为零;如D1、D2有电信号输入,则V1比例溢流阀开始工作,部分油通过比例节流阀流向系统,满足执行机构的速度要求,同时泵出口压力随系统压力升高,达到比例溢流阀所设定的开启压力,比例溢流阀打开,把多余的油放回油箱。
只要改变D1、D2电信号的输入值,就实现对系统的压力和速度的调节。
该模块能有效地对系统调压和调速,但泵的出口压力随着系统压力变化,但泵的排出流量是一定的,而系统所需的流量却在变化,故要产生一定的功率损失。
图6-34压力/流量控制回路图图6-35变量泵控制回路图(2)变量泵控制回路,如图6-35所示,由变量泵P、电动机MTR组成。
变量泵由比例压力阀V1、安全阀V2、压力补偿阀V3、流量补偿阀V4、比例节流阀V5及泵体组成。
D1、D2分别控制变量泵输出压力和流量的电磁铁。
当电动机启动瞬间,泵的斜盘摆角处于最大,此时D1、D2如无电信号输入,变量泵中的比例节流阀V5处关闭状态,泵体输出流量流向V4的控制腔,推动V4阀芯移动,使泵体输出流量流向变量泵斜盘的控制腔,当泵体出口压力克服斜盘复位弹簧力时,斜盘角度变小,直至为零,泵排入系统中的流量为零。
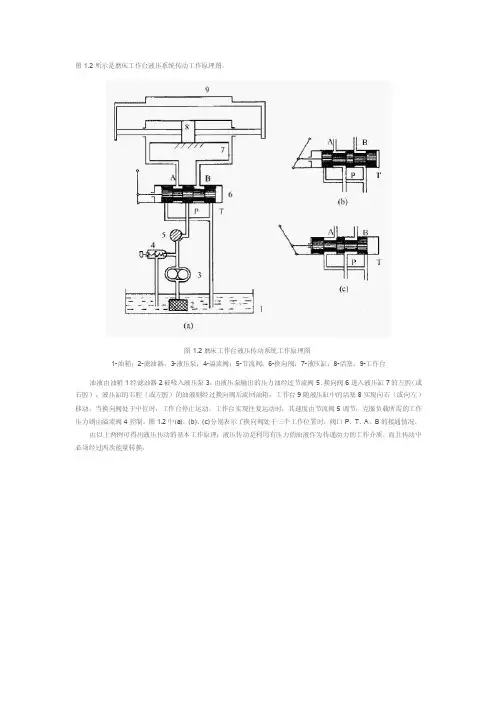
图1.2所示是磨床工作台液压系统传动工作原理图。
图1.2磨床工作台液压传动系统工作原理图
1-油箱;2-滤油器;3-液压泵;4-溢流阀;5-节流阀;6-换向阀;7-液压缸;8-活塞;9-工作台
油液由油箱1经滤油器2被吸入液压泵3,由液压泵输出的压力油经过节流阀5、换向阀6进入液压缸7的左腔(或右腔),液压缸的右腔(或左腔)的油液则经过换向阀后流回油箱,工作台9随液压缸中的活塞8实现向右(或向左)移动,当换向阀处于中位时,工作台停止运动。
工作台实现往复运动时,其速度由节流阀5调节,克服负载所需的工作压力则由溢流阀4控制。
图1.2中(a)、(b)、(c)分别表示了换向阀处于三个工作位置时,阀口P、T、A、B的接通情况。
由以上两例可得出液压传动的基本工作原理:液压传动是利用有压力的油液作为传递动力的工作介质,而且传动中必须经过两次能量转换。
第一章绪论第一节液压传动发展概况自18世纪末英国制成世界上第一台水压机算起,液压传动技术已有二三百年的历史。
直到20世纪30年代它才较普遍地用于起重机、机床及工程机械。
在第二次世界大战期间,由于战争需要,出现了由响应迅速、精度高的液压控制机构所装备的各种军事武器。
第二次世界大战结束后,战后液压技术迅速转向民用工业,液压技术不断应用于各种自动机及自动生产线。
本世纪60年代以后,液压技术随着原子能、空间技术、计算机技术的发展而迅速发展。
因此,液压传动真正的发展也只是近三四十年的事。
当前液压技术正向迅速、高压、大功率、高效、低噪声、经久耐用、高度集成化的方向发展。
同时,新型液压元件和液压系统的计算机辅助设计(CAD)、计算机辅助测试(CAT)、计算机直接控制(CDC)、机电一体化技术、可靠性技术等方面也是当前液压传动及控制技术发展和研究的方向。
我国的液压技术最初应用于机床和锻压设备上,后来又用于拖拉机和工程机械。
现在,我国的液压元件随着从国外引进一些液压元件、生产技术以及进行自行设计,现已形成了系列,并在各种机械设备上得到了广泛的使用。
机械的传动方式一切机械都有其相应的传动机构借助于它达到对动力的传递和控制的目的。
机械传动——通过齿轮、齿条、蜗轮、蜗杆等机件直接把动力传送到执行机构的传递方式。
电气传动——利用电力设备,通过调节电参数来传递或控制动力的传动方式液压传动——利用液体静压力传递动力液体传动液力传动——利用液体静流动动能传递动力流体传动气压传动气体传动气力传动第二节液压传动的工作原理及其组成一、液压传动的工作原理液压传动的工作原理,可以用一个液压千斤顶的工作原理来说明。
图1-1液压千斤顶工作原理图1—杠杆手柄2—小油缸3—小活塞4,7—单向阀5—吸油管6,10—8—大活塞9—大油缸11—截止阀12—油箱图1-1是液压千斤顶的工作原理图。
大油缸9和大活塞8组成举升液压缸。
杠杆手柄1、小油缸2、小活塞3、单向阀4和7组成手动液压泵。
液压系统基本原理图机床。
它能完成钻、扩、铰、镗、铣、攻丝等工序和工作台转位、定位、夹紧、输送等辅助动作,可用来组成自动线。
这里只介绍组合机床动力滑台液压系统。
动力滑台上常安装着各种旋转着的刀具,其液压系统的功能是使这些刀具作轴向进给运动,并完成一定的动作循环。
图8.1和表8.1分别表示YT4543型组合机床动力滑台液压系统原理图和动作循环表。
这个系统用限压式变量叶片泵供油,用电液换向阀换向,用行程阀实现快进和工进速度的切换,用电磁阀实现两种工进速度的切换,用调速阀使进给速度稳定。
在机械和电气的配合下,能够实现“快进→一工进→二工进→死挡铁停留→快退→原位停止”的半自动循环。
其工作情况如下所述。
1.快进按下起动按钮,电磁铁1YA通电吸合,控制油路由泵14经电磁先导阀11左位、→单向无杆腔的油路切断。
此时阀9的电磁铁3YA处于断电状态,调速阀4接入系统进油路,系统压力升高。
压力的升高,一方面使液控顺序阀2打开,另一方面使限压式变量泵的流量减小,直到与经过调速阀4后的流量相同为止。
这时进入液压缸无杆腔的流量由调速阀4的开口大小决定。
液压缸有杆腔的油液则通过液动阀12后经液控顺序阀2和背压阀1回油箱(两侧的压力差使单向阀3关闭)。
液压缸以第一种工进速度向左运动。
3.二工进当滑台以一工进速度行进到一定位置时,挡块压下行程开关,使电磁铁3YA通电,经阀9的通路被切断。
此时油液需经调速阀4与10才能进入液压缸无杆腔。
由于阀10的开口比阀4小,滑台的速度减小,速度大小由调速阀10的开口决定。
3.3.泵146→阀123.原位停止当滑台快退到原位时,挡块压下原位行程开关,使电磁铁1YA、2YA和3YA都断电,阀11和阀12处于中位,滑台停止运动,泵14通过阀12的中位卸荷(这时系统处于压力卸荷状态)。
YT4543型组合机床动力滑台液压系统包括以下一些基本回路:由限压式变量叶片泵和进油路调速阀组成的容积节流调速回路,差动连接快速运动回路,电液换向阀的换向回路,由行程阀、电磁阀和液控顺序阀等联合控制的速度切换回路以及中位为M型机能的电液换向阀的卸荷回路等。