第四章 数控机床主传动系统
- 格式:ppt
- 大小:18.31 MB
- 文档页数:126
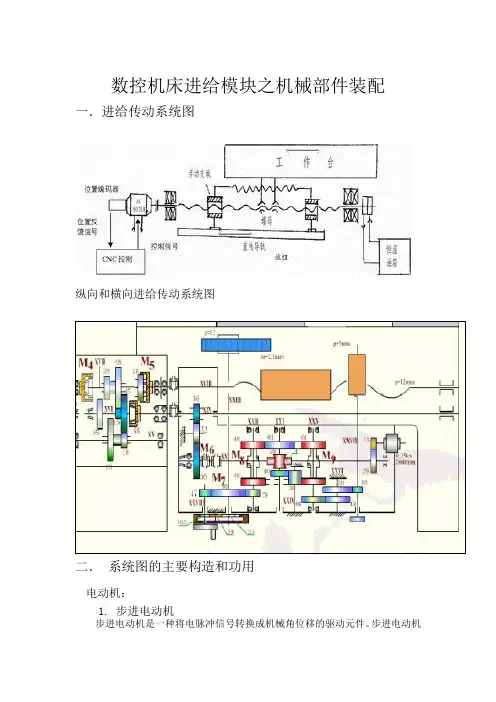
数控机床进给模块之机械部件装配
一.进给传动系统图
纵向和横向进给传动系统图
二. 系统图的主要构造和功用
电动机:
1. 步进电动机
步进电动机是一种将电脉冲信号转换成机械角位移的驱动元件。步进电动机是一种特殊的电动机,一般电动机通电后都是连续转动的,而步进电动机则有定位与运转两种状态。当有一个电脉冲输入时,步进电动机就回转一个固定的角度,这角度称为步距角,一个步距角就是一步,所以这种电动机称为步进电动机。又由于它输入的是脉冲电流,也称作脉冲电动机。当电脉冲连续不断地输入,步进电动机便跟随脉冲一步一步地转动,步进电动机的角位移量和输入的脉冲个数严格成正比例,在时间上与输入脉冲同步。因此,只需控制输入脉冲的数量、频率及电动机绕组的通电顺序,便可获得所需转角、转速和方向。在无脉冲输入时,步进电动机的转子保持原有位置,处于定位状态。步进电动机的调速范围广、惯量小、灵敏度高、输出转角能够控制,而且有一定的精度,常用作开环进给伺服系统的驱动元件。与闭坏系统相比,它没有位置速度反馈回路,控制系统简单,成本大大降低,与机床配接容易,使用方便,因而在对精度、速度要求不十分高的中小型数控机床上得到了广泛地应用。
2. 直流伺服电动机
由于数控机床对进给伺服驱动装置的要求较高,而直流电动机具有良好的调速特性,因此在半闭坏、闭坏伺服控制系统中,得到较广泛地使用。直流进给伺服电动机就其工作原理来说,虽然与普通直流电动机相同。然而,由于机械加工的特殊要求,一般的直流电动机是不能满足需要的。首先,一般直流电动机转子的转动惯量过大,而其输出转矩则相对较小。这样,它的动态特性就比较差,尤其在低速运转条件下,这个缺点就更突出。在进给伺服机构中使用的是经过改进结构,提高其特性的大功率直流伺服电动机,主要有以下两种类型:
(1)小惯量直流电动机。主要结构特点是其转子的转动惯量尽可能小,因此在结构上与普通电动机的最大不同是转子做成细长形且光滑无槽。以此表现为转子的转动惯量小,仅为普通直流电动机的1/10左右。因此,响应特别快,机电时间常数可以小于10 ms,与普通直流电动机相比,转矩与惯量之比要大出40~50倍。且调速范围大,运转平稳,适用于频繁起动与制动,要求有快速响应(如数控钻床、冲床等点定位)的场合。但由于其过载能力低,并且电动机的自身惯量比机床相应运动部件的惯量小,因此应用时都要经过一对中间齿轮副,才能与丝杠相连接,在某些场合也限制了它广泛地使用。
数控机床主传动系统的作用就是产生不同的主轴切削速度以满足不同的加工条件要求。
一、主传动系统作用
数控机床主传动系统的作用就是产生不同的主轴切削速度以满足不同的加工条件要求。
二、对主传动系统的基本要求
1、有较宽的调速范围
可增加数控机床加工适应性,便于选择合理切削速度使切削过程始终处于最佳状态。
2、有足够的功率和扭矩
使数控加工方便实现低速时大扭矩,高速时恒功率,以保证加工高效率。
3、有足够的传动精度
各零部件应具有足够精度、刚度、抗振性,使主轴运动高精度,从而保证数控加工高精度。
4、噪声低,运动平稳
使数控机床工作环境良好、宜人。
三、主传动系统的变速方式
1、采用变速齿轮传动
如图 2 - 16 所示, 采用少数几对齿轮降速,用液压拨叉自动变速,电机主轴仍为无级变速,并实现主轴的正反启动、停止、制动。该方式扭矩大,噪声大,一般用于较低速加工。
2、采用同步齿形带传动
采用直流或交流主轴伺服电机,由同步齿形带传动至主轴,
如图 2 - 17 所示 。该方式主轴箱及主轴结构简单,主轴部件刚性好;传动效率高、平稳、噪声小;不需润滑;但由于输出扭矩小,低速性能不太好,在中档机床中应用较多。
3、采用主轴电机直接驱动
亦称一体化主轴、电主轴,由主轴电机直接驱动,电机、主轴合二为一,主轴为电机的转子, 如图 2 - 18 所示 。该方式处理好散热、润滑非常关键,一般应用于高速机床。
四、主轴部件
1、轴承
数控机床主轴轴承的支承形式、轴承材料、安装方式均不同于普通机床,其目的是保证足够的主轴精度。
2、主轴准停装置
满足刀具交换时,刀柄键槽位置必须固定的要求。
3、自动夹紧和切屑清除装置
自动夹紧一般由液压或气压装置予以实现;而切屑清除则是通过设于主轴孔内的压缩空气喷嘴来实现,其孔眼分布及其角度是影响清除效果的关键。

第四章 交流传动系统的主电路及其控制方式
判断题
1. 牵引逆变器可以分成电压源型和电流源型两种,为同步电机供电的大多采用电压源型逆变器,为异步电机供电的大多采用电流源型逆变器。 ×
2. 逆变器采用PWM控制技术可以减少输出电压谐波。 √
3. 在载波频率较高情况下,一般不采用同步调制。 √
4. 相比电压空间矢量脉宽调制,采用SPWM可以提高直流电压利用率。 ×
5. 两电平逆变器的SVPWM控制可以用在正弦调制波中加入零序分量的载波PWM与其等效。 √
6. 我国交流传动电力机车和高速动车组全部采用电压源逆变器。 √
7. 三相三电平可以输出27种开关状态组合,对应地在α,β平面上只对应着18个基本空间矢量。 ×
8. 两电平牵引逆变器的开关总共有8种组合,在α,β平面上只对应着7个基本空间矢量。 √
9. PWM控制的做法就是把每一个扇区再分成若干个对应于时间Ts的小区间,Ts越小,电机旋转磁场更接近于圆形。 √
10. 两电平SVPWM控制中,改变开关工作状态的顺序不影响开关损耗。 ×
11. 在三电平牵引逆变器的基本矢量中,长矢量和中矢量不影响中点电压。 ×

第三节 伺服进给系统
数控机床的进给系统又称“伺服进给系统”。
所谓“伺服”,即,可以严格按照控制信号完成相应的动作。
在数控机床的结构中,简化最多的就是进给系统。所有数控机床的(做直线运动的)伺服进给系统,基本形式都是一样的。
一、传统机床进给系统的特点
1.进给运动速度低、消耗功率少
进给运动的速度一般较低,因而常采用大降速比的传动机构,如丝杠螺母、蜗杆蜗轮等。这些机构的传动效率虽低,但因进给功率小,相对功率损失很小。
2.进给运动数目多
不同的机床对进给运动的种类和数量要求也不同。例如:立式钻床只要求一个进给运动;卧式车床为两个(纵、横向);而卧式铣镗床则有五个进给运动。进给运动越多,相应的各种机构(如变速与换向、运动转换以及操纵等机构)也就越多,结构就更为复杂。
3.恒转矩传动
进给运动的载荷特点与主运动不同。当进给量较大时,常采用较小的背吃刀量;当进给量较小时,则选用较大的背吃刀量。所以,在采用各种不同进给量的情况下,其切削分力大致相同,即都有可能达到最大进给力。因此,进给传动系统最后输出轴的最大转矩可近似地认为相等。这就是进给传动恒转矩工作的特点。
4.进给传动系统的传动精度
进给传动链从首端到末端,有很多齿轮等进行传递,每个传动件的误差都将乘以其后的传动比并最终影响末端件输出,输出端的总误差是中间各传动件误差的累积(均方根)。因为进给传动链总趋势是降速,所以远离末端件的传动件误差影响较小,而越靠近末端件的传动件误差,对总的传动精度的影响越大。
因此把越靠近末端件的传动比取得越小(相当于“前慢后快”原则),对减小其前面各传动件的误差影响越大。这就是“传动比递降原则”。
应该注意:仅在“内联系传动链”中需要考虑传动精度。
二、提高传动精度的措施:
① 缩短传动链
减少传动件数目,以减少误差的来源。(即累积误差减少)
② 合理分配各传动副的传动比