详述全回转吊舱电力推进器的安装工艺及实施
- 格式:docx
- 大小:119.06 KB
- 文档页数:6
全回转吊舱式推进器线型设计朱东华;魏菲菲【摘要】对吊舱推进器的特点、水动力性能以及代表厂商和产品进行了介绍.通过对线型设计时所需注意事项的分析,展示了其在多种船型领域的适用性.【期刊名称】《船舶设计通讯》【年(卷),期】2014(000)002【总页数】4页(P10-13)【关键词】吊舱推进器;线型设计;水动力性能【作者】朱东华;魏菲菲【作者单位】上海船舶研究设计院,上海201203;上海船舶研究设计院,上海201203【正文语种】中文【中图分类】U664.30 前言全回转吊舱式推进器(又称POD推进器,简称吊舱式推进器)是由动力驱动固定在水下船体之外吊舱之内的螺旋桨,吊舱可以绕其纵轴360°旋转,自由地向任何方向推进。
吊舱式推进器的概念是在20世纪80年代末提出的,是一种全新的推进理念。
它集推进和操舵装置于一体,极大地增加了船舶设计、建造和使用的灵活性。
吊舱式推进器广泛应用在客船(邮轮或渡轮)、大型集装箱船、钻井平台、海洋工程支援船、客滚船、游艇、科学考察船、打捞船和 LNG 船上[1]。
1 吊舱式推进器特点[2-3]1.1 优点吊舱式推进器和传统推进器比较有许多优点:1)节能减排。
选用吊舱式推进器可以调节电机(或液压马达)的转速来适应外部变化的载荷,发动机将处在最佳状态运转,提高了能效水平,延长了发动机的寿命,实现节能减排的目的。
2)操纵性能好。
推进器可在360°范围内旋转,极大地提高了船舶的操纵性和机动性。
3)噪声更低、振动更小。
与常规桨相比,吊舱式推进器的桨盘面处可得到更均匀的来流,从而明显减少振动、降低噪声。
4)结构简单可靠。
5)提高舱容利用率。
采用吊舱式推进器可以重新优化尾部线型,充分利用机舱舱容,使船体设计尤其是船尾和集控室部分的设计具有很大的灵活性。
6)安装维护方便。
采用模块化设计、安装,缩短了船舶建造和维修周期。
1.2 缺点1)一次性投资成本增加。
2)由于船舶安装了多种新型设备,因此需要高素质的高级船员。
浅谈全回转可伸缩式推进器的安装施工控制摘要:本发明涉及全回转可伸缩式推进器的安装施工工艺及精度控制,本文介绍了全回转可伸缩式推进器的安装施工工艺及精度控制;针对国内船厂的软硬件现状,总结出全回转可伸缩推进器的安装重点与难点,逐项进行研究攻关;通过论证分析,选择适宜于实例船全回转可伸缩推进器的安装方案。
关键词:全回转可伸缩式;推进器;安装施工工艺;精度控制1.可伸缩推分段制作精度要求1.1概述主要依据可伸缩浆的安装精度要求,提出其所安装位置的012A分段可伸缩浆底座及围井的结构制作精度要求,通过分段制作过程的精度控制,确保最终设备安装精度。
(注:分段是组成船体整体的中间产品,由船体的零件、部件组成的船体局部结构)1.2精度要求012A分段围井区域结构制作,所有安装及测量都以可伸缩浆转轴中心及船中心面为基准,见下图:注:A平面为船中心面,分段制作时用全站仪将此面扫出标记;围井区域结构制作精度控制主要以下两个部位:可伸缩浆轨道安装区域,即FR135-135---FR135+555,Y=+955/-955侧壁,Z=0---Z=820区域;侧壁板垂直度要求±1mm;距中心±2mm;可伸缩浆围井法兰平面,即Z=3445平台板。
围井法兰主要为位置偏差要求,即左右偏差±1mm,前端口偏差3mm。
围井法兰为平面板,仅有位置要求,在分段制作过程中加以控制能达到要求,在本工艺中不再重复。
V-way滑道安装区域的精度要求为此次精度控制的重点,在本工艺内将做详尽的描述。
1.3 V-way滑道安装区域结构精度控制1.3.1将Y=+955/-955纵壁板下部1m预留,内部结构先按图定位,完成装配安装,并在FR134-FR135横隔板间增加防变形140X9球扁钢,与原Z=800结构平齐;1.3.2 FR134,FR135-50,FR136-115装配时按照结构图尺寸,Y=+955/-955壁板上面部分,即Z=1000---Z=3445,安装精度955,0-3mm,保证与下面1m的对接口数据。

全回转吊舱式推进器浅析下载积分:0内容提示: 1 全回转吊舱式推进器浅析摘要:本文介绍了目前市面上常用的全回转吊舱式推进器,并对各种全回转吊舱式推进器的结构、特点进行了分析。
1 .概述全回转吊舱式推进器(以下简称吊舱式推进器)是由动力驱动固定在水下船体之外吊舱之内的螺旋桨,吊舱可以绕其纵轴360 度旋转,自由地向任何方向推进。
吊舱式推进器(全回转推进器或POD推进器)是八十年代发展起来的一种新型船用推进器,经过二十多年的发展和应用,已经变得比较成熟,获...文档格式:PDF| 浏览次数:1| 上传日期:2014-01-15 14:19:43| 文档星级:1 全回转吊舱式推进器浅析摘要:本文介绍了目前市面上常用的全回转吊舱式推进器,并对各种全回转吊舱式推进器的结构、特点进行了分析。
1 .概述全回转吊舱式推进器(以下简称吊舱式推进器)是由动力驱动固定在水下船体之外吊舱之内的螺旋桨,吊舱可以绕其纵轴360 度旋转,自由地向任何方向推进。
吊舱式推进器(全回转推进器或POD推进器)是八十年代发展起来的一种新型船用推进器,经过二十多年的发展和应用,已经变得比较成熟,获得了在各种船舶上的广泛应用,引起世界船舶行业的极大关注。
吊舱式推进器它集推进和转舵的功能,可替代中速柴油机、减速器、和变螺距螺旋桨等组合的传统机械推进方式。
吊舱式推进器的出现时船舶推进方式的一次革命。
吊舱式推进器广泛应用在客船(邮轮或渡轮) 、大型集装箱船、钻井平台、海洋工程支援船、客滚船、游艇、科学考察船、打捞船和LNG船上。
2. 吊舱式推进器的优点吊舱式推进器和传统推进器比较有许多优点:2. 1 节能减排船舶在海上行驶,受风浪和洋流的影响,推进载荷变化很大,对于传统推进器,船舶是靠调节发动机的转速来适应,所以发动机的运转不稳定,经济动力性欠佳;选用吊舱式推进器可以调节电机(或液压马达)的转速来适应外部变化的载荷,发动机将处在最佳状态运转,提高了能效水平,延长了发动机的寿命,实现节能减排的目的。
目录1.说明 (3)2.检查 (3)3.基座面板加工及安装 (3)4.舵桨装置安装 (5)5.主推马达基座安装 (8)6.轴系校中及主推马达基座垫块研配安装 (8)1. 说明1.1 1.2说明:本船艉部配置2台主推进全回转舵桨装置。
型号:SHOTTEL SRP 3030 FP,参数:2850KW/1000RPM安装方式:下部安装。
参考图纸:N601-CDS-R-404-0012 全回转推进器安装图N601-CDS-N-263-0004 主推进器底座及加强图N601-CDS-N-263-0018 主推进器马达底座及加强结构图厂家安装指导文件等 200 Information for thruster and installation and foundation, 900_Power Transmission, etc.2. 检查2.1 2.2 2.3 在质保部、物资部及其他有关人员在现场的情况下,对设备开箱检查,验证产品合格证、装箱单等与实物是否相符,看是否有缺损机件和仪表等,对机上的油、水、空气管及阀件也应做检查,若有问题应及时提出处理。
舵桨装置安装前对基座及围井进行测量,并做好记录,需满足图纸要求、尤其注意螺栓孔对正问题,注意舵桨装置底封板、锌块等已安装完成,注意分清1#舵桨装置和2#舵桨装置。
若有问题,需先处理以满足要求。
按N601-CDS-R-404-0012 全回转推进器安装图,N601-CDS-N-263-0004 主推进器底座及加强图,N601-CDS-N-263-0018 主推进器马达底座及加强结构图检查基座,确保其布置位置及尺寸的正确性。
3. 基座面板加工及安装3.13.23.3 3.4 3.5 3.63.6.1 基座面板采用4块拼焊后,时效处理后与筒体焊接再机加工,在船上定位焊接安装的方案。
相对省时、节省费用,对精度控制要求高。
按照面板制作图加工基座面板。
高度、直径留荒。
采用均分4块焊接的方式。
1. 前言为了方便船厂安装伸缩全回转推进器AR100-Compact,编制了该工艺。
注意:确保施工人员可以使用该文件。
为了获得最好的安装效果,根据该工艺一步一步执行。
为了推进器的正确对中,焊接工作按正确的顺序进行。
推进器单元和回转单元按两部分发货。
我方担保条件要求Brunvoll服务人员现场指导船厂最后回转单元对中和推进器单元与回转单元的安装。
GeneralThis introduction is written for the shipyard with the intention of easing the installation of Brunvoll Retractable Azimuth Thruster AR100-Compact.NOTE! Make sure this instruction always is available for personnel carrying out the installation.To obtain the best result, follow this instruction step by step.In order to ensure correct alignment of the thruster installation all welding must be done in correct sequence.The thruster unit (propeller with nozzle) and the azimuth unit are delivered in two separate parts.Our guarantee requires that Brunvoll’s service technician supervises the Yard’s final alignment of the installation of the azimuth unit and the mounting of the thruster unit to the azimuth unit.2. 伸缩全回转推进器部件重量推进器单元带喷嘴14500 kg,全回转单元,28300 kg。
吊舱式电力推进系统1Azipod电力推进技术约13年前,当时芬兰海事局开始寻求在冰区航行具有更高性能的破冰船的解决方案,其初步想法是推进电机应该提供任意方位的推进力,由此ABB便提出了Azipod的原型方案并提交给Kvarner Masa船厂制造,相关的Azipod推进技术也申请了专利。
1.1 Azipod的运行情况及最新应用现在,Azipod吊舱式电力推进系统已成为大型豪华游轮的标准配置。
自1990年第一套Azipod系统安装下水,截止到2001年8月,ABB公司收到的Azipod系统的订单共计101套(总装机功率1067MW),其中45套系统已交付使用(总装机功率376.6MW),其累计运行时数已超出30万小时。
Azipod原型研发船是“Seili”号航道服务船。
该船自1990年改装下水,其1500kW的Azipod系统一直到现在还在运行,没有出现任何故障。
接下来采用Azipod的船舶为建造于1978年的16000载重吨的成品油轮“Uikku”号,其由常规机械推进改造成Azipod推进的工程完成于1993年,Azi-pod的功率为11400kW,船体按照Class 1ASuper破冰等级建造,Azipod破冰等级则为DNV的Class10。
目前,Azipod电力推进系统是穿越北海-东海航线唯一经济上可行的推进方案,因为它在无破冰船的帮助下仍可非常安全地在冰区航行。
“Uikku”号和“Lunni”号令人满意的试验结果和可靠的运行经验促成Carnival游轮公司(CCL)在1995年秋天决定为其“Elation”号和“Paradise”号两艘豪华游轮选用Azipod 电力推进系统,每艘游轮装备2套14000kW的Azipod系统。
Voyager级豪华游轮是目前全球最大吨位的游轮,每艘游轮采用两套14000kW的Azipod 系统再加上一套14000kW的固定Azipod系统(Fixipod)。
该系列游轮也是第一次拥有动态定位功能(DP)的豪华游轮,Azipod推进系统加上4台3000kW的艏侧推组成的强大动力,使得每一艘这样的海上巨无霸能够在风速高达18米/秒的来自任何方向的大风环境下保持良好的定位能力。
船舶全回转舵桨推进系统的工作原理及应用作者:陶如豪来源:《中国水运》2021年第11期摘要:船舶全回转舵桨推进系统是用于推进和操纵船舶的主要控制系统。
随着发展这项技术在船舶操纵控制领域运用越来越广泛。
本文根据目前船舶全回转舵桨推进系统的技术发展情况,介绍了全回转舵桨船舶推进系统的工作原理,主要特点以及优缺点。
关键词:船舶;全回转舵桨;工作原理;优缺点中图分类号:U66 文献标识码:A 文章编号:1006—7973(2021)11-0086-02船舶传统推进方式主要是通过主机、齿轮箱、尾轴向螺旋桨输出推进动力,推动船舶航行;通过齿轮箱来实现换向功能;通过舵系来实现控制船舶的航向。
在八十年代出现了一种全新船舶推进系统,这就是船舶全回转舵桨推进系统又称为全回转舵桨推进器或“Z形推进器”它集推进和转舵功能于一体,完全可以替代由船舶主机、齿轮箱和尾轴、螺旋桨等组合的传统船舶推进方式。
从而彻底改变了传统船舶操纵方式。
全回转舵桨推进系统的出现是船舶推进方式的一次革命。
经过二十多年的发展和应用,船舶全回转舵桨推进系统相关技术已经非常成熟了,并且在各种类型的船舶上得了的广泛应用,引起世界各国船舶行业的极大关注。
1 全回转舵桨船舶推进系统的工作原理船舶全回转舵桨推进系统又称“Z形推进器”。
因其吊舱内的轴系布置方式呈Z字形而得名。
全回转舵桨推进器是固定在船体水下,船舶螺旋桨的相关传动系统是布置在吊舱之内,它由电力或机械动力驱动。
该推进器是集船舶推进和船舶操控两种功能于一体。
可以通过吊舱内伞形齿轮装置、蜗轮蜗杆装置传动,使船舶螺旋桨围绕吊舱内竖轴作360°转动,该种推进器可以根据船舶位置变化随意变换推力的方向,可实现向任意方向推进。
也可实现船舶原地掉头,进退灵活自如。
船舶的机动性能和操纵性能都得到极大改善。
可完全实现同时操纵推进船舶的功能。
船舶全回转舵桨推进系统工作原理是船舶通过主机或电动机等输出功率通过吊舱顶部横向一级伞齿轮传动至竖轴,竖轴将输出功率传输至吊舱底部横向二级伞齿轮通过齿轮上的横轴传递给螺旋桨,最终形成一个Z字形传动系统。
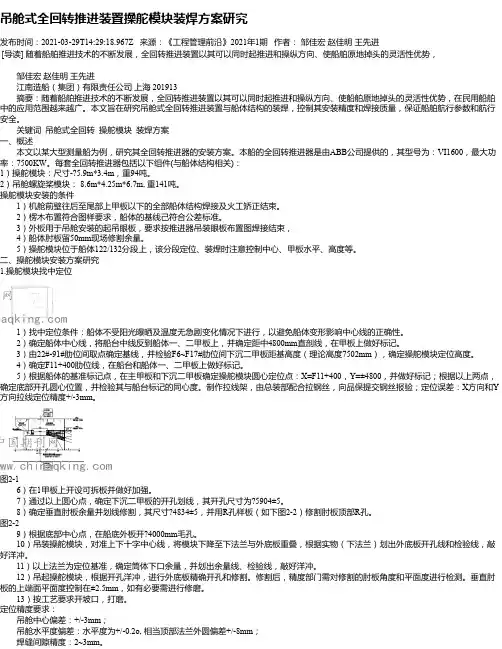
吊舱式全回转推进装置操舵模块装焊方案研究发布时间:2021-03-29T14:29:18.967Z 来源:《工程管理前沿》2021年1期作者:邹佳宏赵佳明王先进[导读] 随着船舶推进技术的不断发展,全回转推进装置以其可以同时起推进和操纵方向、使船舶原地掉头的灵活性优势,邹佳宏赵佳明王先进江南造船(集团)有限责任公司上海 201913摘要:随着船舶推进技术的不断发展,全回转推进装置以其可以同时起推进和操纵方向、使船舶原地掉头的灵活性优势,在民用船舶中的应用范围越来越广。
本文旨在研究吊舱式全回转推进装置与船体结构的装焊,控制其安装精度和焊接质量,保证船舶航行参数和航行安全。
关键词吊舱式全回转操舵模块装焊方案一、概述本文以某大型测量船为例,研究其全回转推进器的安装方案。
本船的全回转推进器是由ABB公司提供的,其型号为:VI1600,最大功率:7500KW。
每套全回转推进器包括以下组件(与船体结构相关):1)操舵模块:尺寸-?5.9m*3.4m,重94吨。
2)吊舱螺旋桨模块: 8.6m*4.25m*6.7m, 重141吨。
操舵模块安装的条件1)机舱前壁往后至尾部上甲板以下的全部船体结构焊接及火工矫正结束。
2)楞木布置符合图样要求,船体的基线己符合公差标准。
3)外板用于吊舱安装的起吊眼板,要求按推进器吊装眼板布置图焊接结束, 4)船体肘板留50mm现场修割余量。
5)操舵模块位于船体122/132分段上,该分段定位、装焊时注意控制中心、甲板水平、高度等。
二、操舵模块安装方案研究1.操舵模块找中定位1)找中定位条件:船体不受阳光曝晒及温度无急剧变化情况下进行,以避免船体变形影响中心线的正确性。
2)确定船体中心线,将船台中线反到船体一、二甲板上,并确定距中4800mm直剖线,在甲板上做好标记。
3)由22#-91#肋位间取点确定基线,并检验F6~F17#肋位间下沉二甲板距基高度(理论高度7502mm),确定操舵模块定位高度。
![吊舱推进器及其推进电机定子的安装方法[发明专利]](https://uimg.taocdn.com/993a84e6370cba1aa8114431b90d6c85ec3a882e.webp)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 202010272703.5(22)申请日 2020.04.09(71)申请人 武汉船用机械有限责任公司地址 430084 湖北省武汉市青山区武东街九号(72)发明人 徐建国 马志刚 王欣 景李玥 陈陶冶 (74)专利代理机构 北京三高永信知识产权代理有限责任公司 11138代理人 吕耀萍(51)Int.Cl.B63H 21/17(2006.01)B63H 5/125(2006.01)H02K 7/14(2006.01)(54)发明名称吊舱推进器及其推进电机定子的安装方法(57)摘要本公开提供了一种吊舱推进器及其推进电机定子的安装方法,属于吊舱推进器领域。
所述吊舱推进器包括吊舱壳体、推进电机和螺旋桨,所述推进电机包括定子、转子和输出轴,所述定子为空心圆筒,所述吊舱壳体内设安装所述定子的空腔,所述空腔的内壁与所述定子的外壁接触,所述定子套装于所述转子,所述转子套装于所述输出轴上,所述螺旋桨套装在所述输出轴上,所述螺旋桨位于所述空腔外,所述吊舱推进器还包括两个胀紧套,所述两个胀紧套分别套设于所述定子的两端,且所述两个胀紧套均夹设在所述空腔的内壁与所述定子的外壁之间。
权利要求书2页 说明书7页 附图3页CN 111547216 A 2020.08.18C N 111547216A1.一种吊舱推进器,其特征在于,所述吊舱推进器包括吊舱壳体(1)、推进电机和螺旋桨,所述推进电机包括定子(2)、转子和输出轴,所述定子(2)为空心圆筒,所述吊舱壳体(1)内设安装所述定子(2)的空腔,所述空腔的内壁与所述定子(2)的外壁接触,所述定子(2)套装于所述转子,所述转子套装于所述输出轴上,所述螺旋桨套装在所述输出轴上,所述螺旋桨位于所述空腔外,所述吊舱推进器还包括两个胀紧套(3),所述两个胀紧套(3)分别套设于所述定子(2)的两端,且所述两个胀紧套(3)均夹设在所述空腔的内壁与所述定子(2)的外壁之间。
吊舱式电力推进系统综述
汪美鸣;邓林
【期刊名称】《国外舰船工程》
【年(卷),期】2003(000)002
【摘要】对吊舱式电力推进系统、市场情况、技术和对推进设计的影响及船厂的安装工作做了全面概述.要建立一个可靠的系统,推进电动机的冷却和电动机的类型本身是主要因素.电动机的类型直接影响供电变频器的选择.在吊舱式推进中,水动力效率取决于电动机的尺寸和冷却方法.介绍了电力推进系统的主要部件,以及它们之间的相互关系和发展趋势.
【总页数】5页(P29-33)
【作者】汪美鸣;邓林
【作者单位】无
【正文语种】中文
【中图分类】U66
【相关文献】
1.船用吊舱式电力推进系统支柱铸件的研发
2.“科学号”科学考察船吊舱式电力推进系统关键技术
3.海洋科学考察船上吊舱式电力推进系统关键技术分析及应用
4.吊舱式电力推进系统综述
5.我国科考船装备Azipod吊舱式电力推进系统
因版权原因,仅展示原文概要,查看原文内容请购买。
详述全回转吊舱电力推进器的安装工艺
及实施
摘要:本文介绍某自卸船两台全回转吊舱电力推进器(以下简称电推)的安装及精度控制过程,通过电推法兰片体组立(以下简称组立)制作精度控制、拉线定位、平面度控制等措施,实现实船精准安装,解决电推法兰纵倾角与双轴线定位的安装难题。
实践证明,该安装工艺对该类型推进器的安装具有重要的指导作用和参考价值。
关键词:电推组立拉线定位平面度控制精准安装
0引言
船舶航行过程中采用电推作为动力已成为主流,其突出特点是操纵性能好,螺旋桨可绕垂直轴作360°回转,其结构简单,体积小,更经济节能,运行可靠且灵活,能使船舶原地回转、紧急停止、急速转弯、快速进退和瞬时适应海况变化,消除负载瞬态。
某自卸船艉部配置两台全回转电推,舵线纵倾角7±0.1°。
实船电推安装、轴舵线定位精度要求高、工艺复杂,是该船建造的一大难题,所以对电推的安装必须深入策划与研究,并编制了相应的安装工艺指导生产施工,下面就对该设备的安装工艺以及现场具体实施进行细述。
1 组立的制作与精度控制
为缩短船台建造周期,提高建造精度,技术先行,策划研究了组
立的制作和精度控制的技术方案,以实现船台阶段本组立的精准定位
和快速合拢搭接,提供坚实基础。
1.1组立的制作精度控制
由于组立的结构型式相对较弱,在制作时要考虑其焊接变形和后期机加工装
夹时引起的变形须对其临时加强。
工艺方案决定在放射状T型肘板间增加20#槽
钢加强,加强离法兰100mm处布置,槽钢两端满焊,中间双面点焊,焊点长度大
于50mm,双面不小于4个焊点,槽钢上船台后割除。
1.2组立法兰及螺纹孔内场加工
该电推法兰上布置了75个M42的螺纹孔和3个φ53Xφ100的安装导向孔,
法兰厚度100±2mm,法兰上平面平面度要求0.75mm以内,下平面平面度0.4mm
以内,加工精度极高。
若在船台上直接外镗加工法兰平面与钻孔攻丝,船台周期长,费工费时,施工困难,环境恶劣。
工艺方案策划决定,在组立制作完成后,先在机加工车间内场进行法兰毛坯
平面加工。
设计要求机加工法兰厚度至104±0.5mm,留2~6mm船台外镗加工余量,车间内场将法兰上所有的孔全部钻好,并且要求所有螺纹孔全部攻丝完成,以解
决电推法兰平面在船台上外镗加工周期长、成本高以及钻孔与攻丝难度大的难题。
2 组立的拉线定位安装
组立制作完成后驳运至船台艉部下方,吊装组立至安装区域下口
接近外板,为组立拉线定位做好准备。
2.1拉线定位
2.1.1前期准备
(1)安装区域主甲板以下船体结构焊接结束,艉总段火工矫正工作结束。
(2)定位拉线不应在受阳光曝晒及温度急剧变化的情况下进行,
应选择左右舷温差变化≤3℃的时间进行。
(3)准备好拉线拖板及架子,拉线钢丝Φ=0.5mm,专用扳手等。
2.1.2组立的拉线、定位
(1)先利用全站仪对组立进行定位,法兰下端面十字中心线与分段上预置
的电推法兰十字中心延长线重合。
组立的电推法兰定位要求如下:
● 电推法兰中心以及距船体中心线偏差±3mm。
● 电推法兰中心高度偏差±5mm。
● 电推法兰外缘左右高度偏差≤3mm。
● 电推法兰中心线与零号肋位垂线夹角(即舵线纵倾角)7±0.1°。
● 两电推法兰对称中心线相对船体理论中心的偏离值≤4mm。
(2)组立定位结束后,外板对接焊缝使用长码板将纵向、横向四
条焊缝固定,内部结构与外板角焊缝采用定位焊进行固定,固定焊长
度不小于50mm。
组立与分段外板码板约束焊固定和拉线定位。
(3)在组立外围区域附近的下方前、后、左、右四个方向各设置
一只拉线架,拉线架设置在法兰端面十字中心线的延长线上,前后左
右拉线架距离法兰中心约2800mm,前后左右方向拉线架中心高度距离法兰面分别为450mm/460mm。
(4)拉线钢丝采用直径为0.5mm的琴钢丝,在装设前应仔细检查
钢丝有无纠结和扭曲。
将钢丝分别穿过前后、左右方向的四只拉线架,钢丝一端固定,另一端挂重25kg的重物。
微调拉线架调节装置,使
钢丝距离电推法兰外缘的高度距离分别为前后方向450mm和左右方向460mm。
(5)拉线架的钢丝调整到位后,根据组立焊接工艺要求进行对称
施焊,焊接过程中需要时时监测上述钢丝距离电推法兰外缘的高度,
前后高度范围控制在450±2.5mm,左右高度范围控制在460±1.5mm,以满足电推法兰中心线与零号肋位垂线夹角7±0.1°,电推法兰左右高度偏差≤3mm。
(6)钢丝挠度应根据理论中心线进行修正。
(7)按照工艺要求焊接完成后,报船东、船检验收。
3电推法兰平面度的控制
组立安装到位、焊接完成并报验合格后,利用平面度检测仪测量法兰的平面度。
测量结果与图纸要求比较,发现数据结果超出图纸要求,为了法兰平面度满
足设计要求,方案研究决定采用外镗的方式加工法兰平面使其达标。
在组立区域的合适位置设置外镗机的架设工装六处,吊装外镗机至预先设置
的架设工装上并固定。
以法兰原平面选取平面度平均值和内孔中心为基准,校调
好外镗机后刀架处装夹好刀具开始镗削法兰平面。
法兰平面外镗加工的平面度要求,上平面0.75mm以内,下平面0.4mm以内,粗糙度不小于。
法兰平面外
镗结束,平面度检测达标后,报船东船检验收合格。
4电推的精准安装
电推法兰加工好后,进行电推设备的安装。
按照电推设备安装说
明书,先装舵单元再装电推及相关电气设备与附件。
4.1舵单元安装
将舵单元吊运至电推法兰下方,运输及施工应防止撞损。
检查清洁法兰安装面及螺栓孔。
同时检查舵单元上安装面的密封位置及密封的情况。
然后吊起舵单元,通过导向销顺势抬起舵单元安装贴合至法兰安装面,安装紧固螺栓。
以十字方向顺序预扳紧螺栓,以设计力矩值确认扳紧每个螺栓,然后安装螺栓保护帽,最后对法兰进行防蚀处理。
4.2电推安装
吊运电推至舵单元下方,注意吊运时防止撞坏。
安装两个导向锥至位于舵单元中心线上两个黄色的螺栓上,同时在电推安装面上涂抹密封胶水,O型圈装入密封圈槽内。
缓慢吊起电推,使安装在舵单元上的导向锥对中电推上的安装孔,并确认O型圈安装在槽内。
电推贴住舵单元安装面后,安装固定螺栓并用液压拉伸器上紧螺栓。
同样以十字方向顺序上紧固定螺栓。
电推安装到位后(见图1)接着进行冲水试验检查电推安装的密性情况。
以上工作完成后,最后安装相关电气设备与附件。
图1 电推完成实船安装
5结论
电推设备作为“四新”技术,通过前期设备资料的研读与学习、安装工艺的策划与研究、安装方案的技术交底与指导等多维度、多步骤的充分准备工作,加上各工序环节认真执行工艺要求与严把安装质量关,确保电推顺利完成安装。
该电推设备的成功安装,标志着公司又在“四新”技术领域有了新的突破,在技术创新成果方面更上了一层楼,更为后续同类型设备的安装提供了宝贵的经验依据。
[参考文献]
[1]. 张乐天.《民用船舶动力装置》.人民交通出版社.1985;
[2].俞明侠.《船舶钳工工艺学》.哈尔滨船舶工程学院出版社.1994;
[3].王福根.《船舶轴舵系装置》.哈尔滨工程大学出版社.2003年3月;
[4].中国国家标准化管理委员会.《中国造船质量标准》.中华人民共和国国家质量监督检验检疫总局. 2016年12月。
1。