冷冲模国家标准
- 格式:pdf
- 大小:49.02 KB
- 文档页数:3

Q/ZS 宗申产业集团有限公司企业标准Q/ZSJY ××××—2008 冲压模技术条件2008—××—××起草2008—××—××颁布宗申产业集团有限公司发布前言本标准根据冲模相应的国家标准、行业标准,并结合宗申集团冲模的使用要求及冲模供方的供货状态,从冲模要求、试验方法、检验规则、标志、包装、运输及贮存等方面编制的本标准。
本标准由宗申产业集团有限公司工程中心提出本标准由宗申产业集团有限公司××××归口管理本标准由宗申产业集团有限公司×××批准本标准由宗申产业集团×××负责起草本标准主要起草人:×××本标准属首次初稿本标准备案号×××冲压模技术条件1范围本标准规定了宗申产业集团有限公司冲压模(适用于单工序模、复合模、级进模等冲模)的零件技术要求、装配技术要求、检验和验收技术条件、标记、包装、运输和贮存及使用规定。
本标准适用于宗申产业集团有限公司冲压模的设计、制造和验收(以下简称冲模)。
2冲模标准的制定原则2.1 保证模具产品标准的通用性;2.2 基于国家标准的模具标准尺寸;2.3 采纳或等效采纳国际通用模具标准;2.4 参照或采纳国际先进标准;2.5 执行和采用国家基础标准,并与本企业的实际情况相结合3规范性引用文件见表1。
续表14 冲模技术要求4.1 零件技术要求见表2。
4.2 冲模工作零件常用材料及热处理要求见表3。
4.3 冲模一般零件的材料和热处理要求见表4。
4.4 冲模的装配技术要求见表5。
表5续表54.5 冲模的检验和验收技术条件见表6。
4.6 冲模的标记、包装、运输、贮存见表7。
图1模具上的宗申专用标徽应清晰,标徽凸出(0.2~0.5)mm,标徽L=(10~20)mm,且按L:H=10:7等比例缩放。
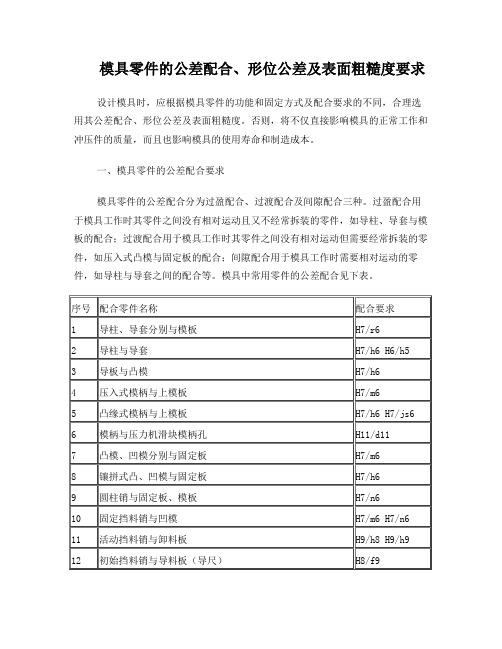
模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
否则,将不仅直接影响模具的正常工作和冲压件的质量,而且也影响模具的使用寿命和制造成本。
一、模具零件的公差配合要求模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。
过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。
模具中常用零件的公差配合见下表。
二、模具零件的形公差形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。
根据模具零件的技术要求,应合理选用其形位公差的种类及数值。
模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下:1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。
2.滚动式导柱模架的模座平行度公差采用公差等级4级。
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。
与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。

汽车摆臂冷冲压模具1范围本文件规定了汽车摆臂冷冲压模具的技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本文件适用于汽车摆臂冷冲压模具(以下简称模具)。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T196—2003普通螺纹基本尺寸GB/T197—2003普通螺纹公差GB/T1184—1996形状和位置公差未注公差值GB/T1804—2000一般公差未注公差的线性和角度尺寸的公差GB/T3077合金结构钢GB/T9450钢件渗碳淬火硬化层深度的测定和校核GB/T10610—2009产品几何技术规范(GPS)表面结构轮廓法评定表面结构的规则和方法GB/T11354钢铁零件渗氮层深度测定和金相组织检验GB/T11379金属覆盖层工程用铬电镀层GB/T14662冲模技术条件JB/T7653冲模零件技术条件JB/T8050冲模模架技术条件JB/T8070冲模模架零件技术条件JB/T8071冲模模架精度检查3术语和定义下列术语和定义适用于本文件。
3.1汽车摆臂冷冲压模具cold stamping die for automotive swing arm安装在压力机上的,对放置在内的板料在室温下施加变形力,使其产生变形,从而获得一定形状,尺寸和性能的用于汽车摆臂产品零件的特殊专用工具。
4技术要求4.1外观质量4.1.1模具零件不允许有裂纹,工作表面不允许有划痕、机械损伤、锈蚀等缺陷。
4.1.2零件除刃口外所有棱边均应倒角或倒圆。
4.1.3模具标牌及顶杆示意图字通清晰,位置,美观,铆接牢固。
从提交的模具中随机抽取一套模具,指定配套的冲压设备,实测每分钟冲压次数进行验证。
4.6试模检证4.6.1试模冲件的尺寸、公差和表面粗糙度应满足图纸(或技术协议)的要求。
技术要求1. 冲裁凸凹模刃口间隙不均匀度W 0.03mm;2. 成形凸凹模刃口间隙不均匀度W 0.06mm ;3. 模具闭合时,长宽高尺寸为405 X343 X231.5 ;模具开启时,卸料板行程为21.5mm ;4. 本模具采用开式压力机J23—63;5. 检查各个活动机构是否适当,保证没有松动和卡死现象,导柱和导套之间的相对运动既能保持精度又无阻滞现象,模具的开合过程流畅;6. 装配后进行试模验收,推出机构与其他零部件不得有干涉现象,制件质量要达到设计要求,不能有变形,如有不妥,修模再试;7. 模具制造按GB2854 —81 “冷冲模架技术条件”和GB2870 —81 “冷冲模零件技术条件” 的有关规定执行,模架按I级精度验收;8. 制件表面不平度W 0.15mm 。
技术要求1. 冲裁凸凹模刃口间隙不均匀度W 0.03mm;2. 成形凸凹模刃口间隙不均匀度W 0.06mm ;3. 模具闭合时,长宽高尺寸为405 X343 X231.5 ;模具开启时,卸料板行程为21.5mm ;4. 本模具采用开式压力机J23—63;5 .检查各个活动机构是否适当,保证没有松动和卡死现象,导柱和导套之间的相对运动既能保持精度又无阻滞现象,模具的开合过程流畅;6. 装配后进行试模验收,推出机构与其他零部件不得有干涉现象,制件质量要达到设计要求,不能有变形,如有不妥,修模再试;7. 模具制造按GB2854 —81 “冷冲模架技术条件”和GB2870 —81 “冷冲模零件技术条件” 的有关规定执行,模架按I级精度验收;8. 制件表面不平度w 0.15mm 。
技术要求1. 本模具为倒装落料拉深冲孔复合模,由于要求在凸缘上冲孔,故要在拉深完全完成的前提下进行冲孔2. 该模具闭合高度为233mm.3. 本模具使用J21-25 开式压力机.4. 模具制造按照GB2854-81 "冷冲模架技术条件“和GB2870-81"冷冲模零件技术要求“的有关规定执行5. 冲裁与拉深间隙都要均匀.冲裁双边间隙Zmin=0.1mm Zmax=0.14mm, 拉深双边间隙Z=1.1mm6. 导柱导套的轴线与模座上下面垂直公差为4级.。

冷冲压模具设计标准liufu冷冲压模具设计是指一种利用机械设备对各种金属材料进行加工成形的技术。
在模具设计中,模具是一个十分重要的组成部分,模具的质量不仅直接影响到加工成形过程的效率和成品的质量,同时也影响到冷冲压成本的综合水平。
因此设计一套符合一定标准的冷冲压模具至关重要。
在模具设计中,要求模具具有高精度、高耐用、高可靠性等特点,可以在不损伤模具的情况下,加工出复杂形状的零件。
为了更好地满足不同的生产需求,有必要根据实际情况,制定出一套冷冲压模具设计标准,以达到规范化生产的目的。
下面就对冷冲压模具设计标准进行详细探讨。
一、材料标准冷冲压模具是用来加工金属材料的,要求模具的材质比加工零件的材质更高。
模具的材料主要有铸钢、锻造钢、合金钢、硬质合金等种类,应根据加工对象的特殊要求与有关要求,选择材料性能相应的模具材料。
二、焊接标准焊接子标准是冷冲压模具设计过程的不可缺少的一部分。
在冷冲压模具的制造过程中,经常需要用到焊接技术。
选择焊材时,应按照相关标准来进行选择,保证焊接质量和可靠性。
同时,还应根据模具的具体要求和使用环境来确定焊接方法、焊接位置和焊接缝的长度等各项参数。
三、热处理标准在冷冲压模具设计过程中,热处理的重要性不言而喻。
热处理可以改变模具的组织结构和硬度,提高其耐磨性和寿命。
在热处理过程中,需要按照相关标准选取合适的热处理方法和工艺参数,确保热处理后的模具性能达到设计要求。
四、加工标准冷冲压模具的精度和表面质量直接影响到加工成品的质量和成本。
因此,加工标准也是冷冲压模具设计标准的重要组成部分。
在加工过程中,应按照相应标准进行加工,确保模具的精度和表面质量达到要求。
五、设计标准冷冲压模具设计是整个冷冲压加工的基石。
如何设计出符合要求的模具是冷冲压模具生产的关键。
在设计过程中,应根据加工要求和生产成本等考虑因素进行综合考虑,制定出科学、合理的设计方案。
同时,在设计过程中,应参照相关标准,保证模具设计的精度和合理性。
XXXXXXXXXXXXXXXX有限公司冲压模具设计规范一、总则(一)、目的为提高冲压模具的设计效率,完善模具设计流程,尽量避免模具设计中出现的失误,规范模具图纸的绘制;同时,为加强公司内部人员之间的学习与交流,为模具设计人员提供必要的技术支持及常用资料的检索,特制订本规范。
(二)、适用范围本规范适用于公司各相关部室、工场、子公司。
(三)、内容本规范中的内容主要包括冲压模具的具体设计流程和各设计流程节点中的注意要点及规定事项,(不含级进模及大型模具)。
二、冲压模具设计所涉及的标准(一)、国家标准:GB/T14662-2006 冲模技术条件GB/T20914.1-2007 冲模氮气弹簧第1 部分:通用规格GB/T20914.2-2007 冲模氮气弹簧第2 部分:附件规格G B/T20915.1-2007 冲模弹性体压缩弹簧第1 部分:通用规格GB/T20915.2-2007 冲模弹性体压缩弹簧第2 部分:附件规格GB/T23562.1-2009 冲模钢板下模座第1 部分:后侧导柱下模座GB/T23562.2-2009 冲模钢板下模座第2 部分:对角导柱下模座GB/T23562.3-2009 冲模钢板下模座第3 部分:中间导柱下模座GB/T23562.4-2009 冲模钢板下模座第4 部分:四导柱下模座GB/T23563.1-2009 冲模滚动导向钢板模架第1 部分:后侧导柱模架GB/T23563.2-2009 冲模滚动导向钢板模架第2 部分:对角导柱模架GB/T23563.3-2009 冲模滚动导向钢板模架第3 部分:中间导柱模架GB/T23563.4-2009 冲模滚动导向钢板模架第4 部分:四导柱模架GB/T23564.1-2009 冲模滚动导向钢板上模座第1 部分:后侧导柱上模座GB/T23564.2-2009 冲模滚动导向钢板上模座第2 部分:对角导柱上模座GB/T23564.3-2009 冲模滚动导向钢板上模座第3 部分:中间导柱上模座GB/T23564.4-2009 冲模滚动导向钢板上模座第3 部分:中间导柱模架GB/T23565.1-2009 冲模滚动导向钢板模架第1 部分:后侧导柱模架GB/T23565.2-2009 冲模滚动导向钢板模架第2 部分:对角导柱模架GB/T23565.3-2009 冲模滚动导向钢板模架第3 部分:中间导柱模架GB/T23565.4-2009 冲模滚动导向钢板模架第4 部分:四导柱模架GB/T23566.1-2009 冲模滚动导向钢板上模座第1 部分:后侧导柱上模座GB/T23566.2-2009 冲模滚动导向钢板上模座第2 部分:对角导柱上模座GB/T23566.3-2009 冲模滑动导向钢板上模座第3 部分:中间导柱上模座GB/T2851-2008 冲模滑动导向模架GB/T2852-2008 冲模滚动导向模架GB/T2855.1-2008 冲模滑动导向模座 1 部分: 上模座GB/T2855.2-2008 冲模滑动导向模座 2 部分:下模座GB/T2856.1-2008 冲模滚动导向模座 1 部分:上模座GB/T2856.2-2008 冲模滚动导向模座 2 部分:下模座GB/T2861.10-2008 冲模导向装置第10 部分:垫圈GB/T2861.11-2008 冲模导向装置第11 部分:压板GB/T2861.1-2008 冲模导向装置GB/T2861.2-2008 冲模导向装置GB/T2861.3-2008 冲模导向装置GB/T2861.4-2008 冲模导向装置GB/T2861.5-2008 冲模导向装置GB/T2861.6-2008 冲模导向装置GB/T2861.7-2008 冲模导向装置GB/T2861.8-2008 冲模导向装置第1 部分:滑动导向导柱第2 部分:滚动导向导柱第3 部分:滑动导向导套第4 部分:滚动导向导套第5 部分:钢球保持圈第6 部分:圆柱螺旋压缩弹簧第7 部分:滑动导向可卸导柱第8 部分:滚动导向可卸导柱GB/T2861.9-2008 冲模导向装置第9 部分:衬套GB/T35666.4-2009 冲模滑动导向钢板上模座第4 部分:四导柱上模座GB/T8845-2006 冲模术语GB 2863.1-81 冷冲模凸、凹模A 型圆凸模GB 2863.2-81 冷冲模凸、凹模B 型圆凸模GB 2863.3-81 冷冲模凸、凹模快换圆凸模GB 2863.4-81 冷冲模凸、凹模圆凹模GB 2863.5-81 冷冲模凸、凹模带肩圆凹模GB 2858.4-81 冷冲模模板圆形凹模板GB 2866.1-81 冷冲模挡料和弹顶装置始用挡料装置GB 2866.2-81 冷冲模挡料和弹顶装置弹簧芯柱GB 2866.3-81 冷冲模挡料和弹顶装置弹簧侧压装置GB 2866.4-81 冷冲模挡料和弹顶装置侧压簧片GB 2866.5-81 冷冲模挡料和弹顶装置弹簧弹顶挡料装置GB 2866.6-81 冷冲模挡料和弹顶装置扭簧弹顶挡料装置GB 2866.7-81 冷冲模挡料和弹顶装置橡胶弹顶挡料销GB 2866.8-81 冷冲模挡料和弹顶装置回带式挡料装置GB 2866.9-81 冷冲模挡料和弹顶装置钢球弹顶装置GB 2866.10-81 冷冲模挡料和弹顶装置弹簧弹顶装置GB 2866.11-81 冷冲模挡料和弹顶装置固定挡料销GB 2864.1-81 冷冲模导正销A 型导正销GB 2864.2-81 冷冲模导正销B 型导正销GB 2864.3-81冷冲模导正销C型导正销GB 2864.4-81 冷冲模导正销D 型导正销GB 2862.1-81 冷冲模模柄压入式模柄GB 2862.2-81 冷冲模模柄旋入式模柄GB 2862.3-81 冷冲模模柄凸缘模柄GB 2862.4-81 冷冲模模柄槽形模柄GB 2862.5-81 冷冲模模柄通用模柄GB 2862.6-81 冷冲模模柄浮动模柄GB 2862.7-81冷冲模模柄推入式活动模柄GB/T2851.1-90 冲模滑动导向模架对角导柱模架GB/T2851.3-90 冲模滑动导向模架GB/T2851.4-90 冲模滑动导向模架后侧导柱模架后侧导柱窄形模架GB/T 2851.5-90 冲模滑动导向模架中间导柱模架GB/T2851.6-90 冲模滑动导向模架中间导柱圆形模架GB/T2851.7-90 冲模滑动导向模架四导柱模架GB/T2852.1-90 冲模滚动导向模架对角导柱模架GB/T2852.2-90 冲模滚动导向模架GB/T2852.3-90 冲模滚动导向模架中间导柱模架四导柱模架GB/T2852.4-90 冲模滚动导向模架后侧导柱模架GB/T2855.1-90 冲模滑动导向模座对角导柱上模座GB/T2855.2-90 冲模滑动导向模座对角导柱下模座GB/T2855.5-90 冲模滑动导向模座后侧导柱上模座GB/T2855.6-90 冲模滑动导向模座GB/T2855.7-90 冲模滑动导向模座后侧导柱下模座后侧导柱窄形上模座GB/T2855.8-90 冲模滑动导向模座后侧导柱窄形下模座GB/T2855.9-90 冲模滑动导向模座中间导柱上模座GB/T2855.10-90 冲模滑动导向模座中间导柱下模座GB/T2855.11-90 冲模滑动导向模座中间导柱圆形上模座GB/T2855.12-90 冲模滑动导向模座中间导柱圆形下模座GB/T2855.13-90 冲模滑动导向模座GB/T2855.14-90 冲模滑动导向模座四导柱上模座四导柱下模座GB/T2856.1-90 冲模滚动导向模座对角导柱上模座GB/T2856.2-90 冲模滚动导向模座对角导柱下模座GB/T2856.3-90 冲模滚动导向模座中间导柱上模座GB/T2856.4-90 冲模滚动导向模座中间导柱下模座GB/T2856.5-90 冲模滚动导向模座四导柱上模座GB/T2856.6-90 冲模滚动导向模座四导柱下模座GB/T2856.7-90 冲模滚动导向模座后侧导柱上模座GB/T2856.8-90 冲模滚动导向模座后侧导柱下模座GB2857.1-81 冷冲模通用模座带柄圆形上模座带柄矩形上模座GB2857.2-81 冷冲模通用模座GB2857.3-81 冷冲模通用模座钢板模座GB2857.4-81 冷冲模通用模座模座GB2857.5-81 冷冲模通用模座 A 型下模座GB2857.6-81 冷冲模通用模座B 型下模座GB2857.7-81 冷冲模通用模应C 型下模座GB2857.8-81 冷冲模通用模座弯曲模下模座二)、相关行业标准:JB/T5825-2008 冲模圆柱头直杆圆凸模JB/T5826-2008 冲模圆柱头缩杆圆凸模JB/T5827-2008 冲模60°锥头直杆圆凸模JB/T5828-2008 冲模60°锥头缩杆圆凸模JB/T5829-2008 冲模球锁紧圆凸模JB/T5830-2008 冲模圆凸模JB/T6058-1992 冲模用钢及其热处理技术条件JB/T6499.1-1992 切边模导柱JB/T6499.2-1992 切边模导套JB/T7643.1-2008 冲模模板JB/T7643.2-2008 冲模模板JB/T7643.3-2008 冲模模板JB/T7643.4-2008 冲模模板JB/T7643.5-2008 冲模模板第1 部分:矩形凹模板第2 部分:矩形固定板第3 部分:矩形垫板第4 部分:圆形凹模板第5 部分:圆形固定板JB/T7643.6-2008冲模模板第6部分:圆形垫板JB/T7644.1-2008冲模单凸模模板JB/T7644.2-2008冲模单凸模模板JB/T7644.3-2008冲模单凸模模板JB/T7644.4-2008冲模单凸模模板JB/T7644.5-2008冲模单凸模模板JB/T7644.6-2008冲模单凸模模板JB/T7644.7-2008冲模单凸模模板JB/T7644.8-2008冲模单凸模模板JB/T7645.1-2008冲模导向装置JB/T7645.2-2008冲模导向装置JB/T7645.3-2008冲模导向装置JB/T7645.4-2008冲模导向装置JB/T7645.5-2008冲模导向装置JB/T7645.6-2008冲模导向装置JB/T7645.7-2008冲模导向装置JB/T7645.8-2008冲模导向装置JB/T7646.1-2008J B/T7646.2-2008第1 部分:单凸模固定板第2 部分:单凸模垫板第3 部分:偏装单凸模固定板第4 部分:偏装单凸模垫板第5 部分:球锁紧单凸模固定板球锁紧单凸模垫板第7 部分:球锁紧偏装单凸模固定板第8 部分:球锁紧偏装单凸模垫板第1 部分:A 型小导柱第2 部分:B 型小导柱第3 部分:小导套第4 部分:压板固定式导柱第5 部分:压板固定式导套第6 部分:压板第7 部分:导柱座第8 部分:导套座冲模模柄第1 部分:压入式模柄冲模模柄第2 部分:旋入式模柄冲模模柄第3部分:凸缘模柄JB/T7646.3-2008JB/T7646.4-2008冲模模柄第4部分:槽形模柄JB/T7646.5-2008冲模模柄第5部分:浮动模柄JB/T7646.6-2008冲模模柄第6部分:推入式活动模柄JB/T7647.1-2008冲模导正销第1部分:A型导正销JB/T7647.2-2008冲模导正销第2部分:B型导正销JB/T7647.3-2008冲模导正销第3部分:C型导正销JB/T7647.4-2008冲模导正销第4部分:D型导正销JB/T7648.1-2008冲模侧刃和导料装置JB/T7648.2-2008 冲模侧刃和导料装置第1 部分:侧刃第2 部分:A 型侧刃挡块JB/T7648.3-2008冲模侧刃和导料装置第3 部分:B 型侧刃挡块JB/T7648.4-2008冲模侧刃和导料装置第4 部分:C 型侧刃挡块JB/T7648.5-2008冲模侧刃和导料装置JB/T7648.6-2008冲模侧刃和导料装置JB/T7648.7-2008 冲模侧刃和导料装置第5 部分:导料板第6 部分:承料板第7 部分:A 型抬料销JB/T7648.8-2008冲模侧刃和导料装置第8 部分:B 型抬料销JB/T7649.10-2008冲模挡料和弹顶装置第10 部分:固定挡料销JB/T7649.1-2008冲模挡料和弹顶装置第1 部分:始用挡料装置JB/T7649.2-2008冲模挡料和弹顶装置第2 部分:弹簧芯柱JB/T7649.3-2008冲模挡料和弹顶装置第3 部分:弹簧侧压装置JB/T7649.4-2008冲模挡料和弹顶装置JB/T7649.5-2008 冲模挡料和弹顶装置JB/T7649.6-2008 冲模挡料和弹顶装置JB/T7649.7-2008 冲模挡料和弹顶装置JB/T7649.8-2008 冲模挡料和弹顶装置JB/T7649.9-2008 冲模挡料和弹顶装置JB/T7650.1-2008 冲模卸料装置第JB/T7650.2-2008 冲模卸料装置第JB/T7650.3-2008 冲模卸料装置第JB/T7650.4-2008 冲模卸料装置第JB/T7650.5-2008 冲模卸料装置第JB/T7650.6-2008 冲模卸料装置第JB/T7650.7-2008 冲模卸料装置第JB/T7650.8-2008 冲模卸料装置第JB/T7651.1-2008 冲模废料切刀第JB/T7651.2-2008 冲模废料切刀第JB/T7652.1-2008 冲模限位支承装置JB/T7652.2-2008 冲模限位支承装置JB/T7653-2008 冲模零件技术条件JB/T8050-2008 冲模模架技术条件1 部分: 带肩推杆2 部分: 带螺纹推杆3 部分: 顶杆4 部分: 顶板5 部分: 圆柱头卸料螺钉6 部分: 圆柱头内六角卸料螺钉7 部分: 定距套件8 部分: 调节垫圈1 部分:圆废料切刀2 部分:方废料切刀第一部分:支承套件第一部分:限位柱第4 部分:侧压簧片第5 部分:弹簧弹顶挡料装置第6 部分:扭簧弹顶挡料装置第7 部分:回带式挡料装置第8 部分:钢珠弹顶装置第9 部分:活动挡料销JB/T8070-2008 冲模模架零件技术条件JB/T8071-2008 冲模模架精度检查三、冲压模具的设计流程(一)、冲压模具的设计流程:1 、冲压件的工艺性分析。
XXXXXXXXXXXXXXXX有限公司冲压模具设计规范一、总则(一)、目的为提高冲压模具的设计效率,完善模具设计流程,尽量避免模具设计中出现的失误,规范模具图纸的绘制;同时,为加强公司内部人员之间的学习与交流,为模具设计人员提供必要的技术支持及常用资料的检索,特制订本规范。
(二)、适用范围本规范适用于公司各相关部室、工场、子公司。
(三)、内容本规范中的内容主要包括冲压模具的具体设计流程和各设计流程节点中的注意要点及规定事项,(不含级进模及大型模具)。
二、冲压模具设计所涉及的标准(一)、国家标准:GB/T14662-2006冲模技术条件GB/T20914.1-2007冲模氮气弹簧第1部分:通用规格GB/T20914.2-2007冲模氮气弹簧第2部分:附件规格G B/T20915.1-2007冲模弹性体压缩弹簧第1部分:通用规格GB/T20915.2-2007冲模弹性体压缩弹簧第2部分:附件规格GB/T23562.1-2009冲模钢板下模座第1部分:后侧导柱下模座GB/T23562.2-2009冲模钢板下模座第2部分:对角导柱下模座GB/T23562.3-2009冲模钢板下模座第3部分:中间导柱下模座GB/T23562.4-2009冲模钢板下模座第4部分:四导柱下模座GB/T23563.1-2009冲模滚动导向钢板模架第1部分:后侧导柱模架GB/T23563.2-2009冲模滚动导向钢板模架第2部分:对角导柱模架GB/T23563.3-2009冲模滚动导向钢板模架第3部分:中间导柱模架GB/T23563.4-2009冲模滚动导向钢板模架第4部分:四导柱模架GB/T23564.1-2009冲模滚动导向钢板上模座第1部分:后侧导柱上模座GB/T23564.2-2009冲模滚动导向钢板上模座第2部分:对角导柱上模座GB/T23564.3-2009冲模滚动导向钢板上模座第3部分:中间导柱上模座GB/T23564.4-2009冲模滚动导向钢板上模座第3部分:中间导柱模架GB/T23565.1-2009冲模滚动导向钢板模架第1部分:后侧导柱模架GB/T23565.2-2009冲模滚动导向钢板模架第2部分:对角导柱模架GB/T23565.3-2009冲模滚动导向钢板模架第3部分:中间导柱模架GB/T23565.4-2009冲模滚动导向钢板模架第4部分:四导柱模架GB/T23566.1-2009冲模滚动导向钢板上模座第1部分:后侧导柱上模座GB/T23566.2-2009冲模滚动导向钢板上模座第2部分:对角导柱上模座GB/T23566.3-2009冲模滑动导向钢板上模座第3部分:中间导柱上模座GB/T2851-2008冲模滑动导向模架GB/T2852-2008冲模滚动导向模架GB/T2855.1-2008冲模滑动导向模座第1部分:上模座GB/T2855.2-2008冲模滑动导向模座第2部分:下模座GB/T2856.1-2008冲模滚动导向模座第1部分:上模座GB/T2856.2-2008冲模滚动导向模座第2部分:下模座GB/T2861.10-2008冲模导向装臵第10部分:垫圈GB/T2861.11-2008冲模导向装臵第11部分:压板GB/T2861.1-2008冲模导向装臵第1部分:滑动导向导柱GB/T2861.2-2008冲模导向装臵第2部分:滚动导向导柱GB/T2861.3-2008冲模导向装臵第3部分:滑动导向导套GB/T2861.4-2008冲模导向装臵第4部分:滚动导向导套GB/T2861.5-2008冲模导向装臵第5部分:钢球保持圈GB/T2861.6-2008冲模导向装臵第6部分:圆柱螺旋压缩弹簧GB/T2861.7-2008冲模导向装臵第7部分:滑动导向可卸导柱GB/T2861.8-2008冲模导向装臵第8部分:滚动导向可卸导柱GB/T2861.9-2008冲模导向装臵第9部分:衬套GB/T35666.4-2009冲模滑动导向钢板上模座第4部分:四导柱上模座GB/T8845-2006冲模术语GB 2863.1-81冷冲模凸、凹模A型圆凸模GB 2863.2-81冷冲模凸、凹模B型圆凸模GB 2863.3-81冷冲模凸、凹模快换圆凸模GB 2863.4-81冷冲模凸、凹模圆凹模GB 2863.5-81冷冲模凸、凹模带肩圆凹模GB 2858.4-81冷冲模模板圆形凹模板GB 2866.1-81冷冲模挡料和弹顶装臵始用挡料装臵GB 2866.2-81冷冲模挡料和弹顶装臵弹簧芯柱GB 2866.3-81冷冲模挡料和弹顶装臵弹簧侧压装臵GB 2866.4-81冷冲模挡料和弹顶装臵侧压簧片GB 2866.5-81冷冲模挡料和弹顶装臵弹簧弹顶挡料装臵GB 2866.6-81冷冲模挡料和弹顶装臵扭簧弹顶挡料装臵GB 2866.7-81冷冲模挡料和弹顶装臵橡胶弹顶挡料销GB 2866.8-81冷冲模挡料和弹顶装臵回带式挡料装臵GB 2866.9-81冷冲模挡料和弹顶装臵钢球弹顶装臵GB 2866.10-81冷冲模挡料和弹顶装臵弹簧弹顶装臵GB 2866.11-81冷冲模挡料和弹顶装臵固定挡料销GB 2864.1-81冷冲模导正销A型导正销GB 2864.2-81冷冲模导正销B型导正销GB 2864.3-81冷冲模导正销C型导正销GB 2864.4-81冷冲模导正销D型导正销GB 2862.1-81冷冲模模柄压入式模柄GB 2862.2-81冷冲模模柄旋入式模柄GB 2862.3-81冷冲模模柄凸缘模柄GB 2862.4-81冷冲模模柄槽形模柄GB 2862.5-81冷冲模模柄通用模柄GB 2862.6-81冷冲模模柄浮动模柄GB 2862.7-81冷冲模模柄推入式活动模柄GB/T2851.1-90冲模滑动导向模架对角导柱模架GB/T2851.3-90冲模滑动导向模架后侧导柱模架GB/T2851.4-90冲模滑动导向模架后侧导柱窄形模架GB/T 2851.5-90冲模滑动导向模架中间导柱模架GB/T2851.6-90冲模滑动导向模架中间导柱圆形模架GB/T2851.7-90冲模滑动导向模架四导柱模架GB/T2852.1-90冲模滚动导向模架对角导柱模架GB/T2852.2-90冲模滚动导向模架中间导柱模架GB/T2852.3-90冲模滚动导向模架四导柱模架GB/T2852.4-90冲模滚动导向模架后侧导柱模架GB/T2855.1-90冲模滑动导向模座对角导柱上模座GB/T2855.2-90冲模滑动导向模座对角导柱下模座GB/T2855.5-90冲模滑动导向模座后侧导柱上模座GB/T2855.6-90冲模滑动导向模座后侧导柱下模座GB/T2855.7-90冲模滑动导向模座后侧导柱窄形上模座GB/T2855.8-90冲模滑动导向模座后侧导柱窄形下模座GB/T2855.9-90冲模滑动导向模座中间导柱上模座GB/T2855.10-90冲模滑动导向模座中间导柱下模座GB/T2855.11-90冲模滑动导向模座中间导柱圆形上模座GB/T2855.12-90冲模滑动导向模座中间导柱圆形下模座GB/T2855.13-90冲模滑动导向模座四导柱上模座GB/T2855.14-90冲模滑动导向模座四导柱下模座GB/T2856.1-90冲模滚动导向模座对角导柱上模座GB/T2856.2-90冲模滚动导向模座对角导柱下模座GB/T2856.3-90冲模滚动导向模座中间导柱上模座GB/T2856.4-90冲模滚动导向模座中间导柱下模座GB/T2856.5-90冲模滚动导向模座四导柱上模座GB/T2856.6-90冲模滚动导向模座四导柱下模座GB/T2856.7-90冲模滚动导向模座后侧导柱上模座GB/T2856.8-90冲模滚动导向模座后侧导柱下模座GB2857.1-81冷冲模通用模座带柄圆形上模座GB2857.2-81冷冲模通用模座带柄矩形上模座GB2857.3-81冷冲模通用模座钢板模座GB2857.4-81冷冲模通用模座模座GB2857.5-81冷冲模通用模座A型下模座GB2857.6-81冷冲模通用模座B型下模座GB2857.7-81冷冲模通用模应C型下模座GB2857.8-81冷冲模通用模座弯曲模下模座(二)、相关行业标准:JB/T5825-2008冲模圆柱头直杆圆凸模JB/T5826-2008冲模圆柱头缩杆圆凸模JB/T5827-2008冲模60°锥头直杆圆凸模JB/T5828-2008冲模60°锥头缩杆圆凸模JB/T5829-2008冲模球锁紧圆凸模JB/T5830-2008冲模圆凸模JB/T6058-1992冲模用钢及其热处理技术条件JB/T6499.1-1992切边模导柱JB/T6499.2-1992切边模导套JB/T7643.1-2008冲模模板第1部分:矩形凹模板JB/T7643.2-2008冲模模板第2部分:矩形固定板JB/T7643.3-2008冲模模板第3部分:矩形垫板JB/T7643.4-2008冲模模板第4部分:圆形凹模板JB/T7643.5-2008冲模模板第5部分:圆形固定板JB/T7643.6-2008冲模模板第6部分:圆形垫板JB/T7644.1-2008冲模单凸模模板第1部分:单凸模固定板JB/T7644.2-2008冲模单凸模模板第2部分:单凸模垫板JB/T7644.3-2008冲模单凸模模板第3部分:偏装单凸模固定板JB/T7644.4-2008冲模单凸模模板第4部分:偏装单凸模垫板JB/T7644.5-2008冲模单凸模模板第5部分:球锁紧单凸模固定板JB/T7644.6-2008冲模单凸模模板球锁紧单凸模垫板JB/T7644.7-2008冲模单凸模模板第7部分:球锁紧偏装单凸模固定板JB/T7644.8-2008冲模单凸模模板第8部分:球锁紧偏装单凸模垫板JB/T7645.1-2008冲模导向装臵第1部分:A型小导柱JB/T7645.2-2008冲模导向装臵第2部分:B型小导柱JB/T7645.3-2008冲模导向装臵第3部分:小导套JB/T7645.4-2008冲模导向装臵第4部分:压板固定式导柱JB/T7645.5-2008冲模导向装臵第5部分:压板固定式导套JB/T7645.6-2008冲模导向装臵第6部分:压板JB/T7645.7-2008冲模导向装臵第7部分:导柱座JB/T7645.8-2008冲模导向装臵第8部分:导套座JB/T7646.1-2008冲模模柄第1部分:压入式模柄J B/T7646.2-2008冲模模柄第2部分:旋入式模柄JB/T7646.3-2008冲模模柄第3部分:凸缘模柄JB/T7646.4-2008冲模模柄第4部分:槽形模柄JB/T7646.5-2008冲模模柄第5部分:浮动模柄JB/T7646.6-2008冲模模柄第6部分:推入式活动模柄JB/T7647.1-2008冲模导正销第1部分:A型导正销JB/T7647.2-2008冲模导正销第2部分:B型导正销JB/T7647.3-2008冲模导正销第3部分:C型导正销JB/T7647.4-2008冲模导正销第4部分:D型导正销JB/T7648.1-2008冲模侧刃和导料装臵第1部分:侧刃JB/T7648.2-2008冲模侧刃和导料装臵第2部分:A型侧刃挡块JB/T7648.3-2008冲模侧刃和导料装臵第3部分:B型侧刃挡块JB/T7648.4-2008冲模侧刃和导料装臵第4部分:C型侧刃挡块JB/T7648.5-2008冲模侧刃和导料装臵第5部分:导料板JB/T7648.6-2008冲模侧刃和导料装臵第6部分:承料板JB/T7648.7-2008冲模侧刃和导料装臵第7部分:A型抬料销JB/T7648.8-2008冲模侧刃和导料装臵第8部分:B型抬料销JB/T7649.10-2008冲模挡料和弹顶装臵第10部分:固定挡料销JB/T7649.1-2008冲模挡料和弹顶装臵第1部分:始用挡料装臵JB/T7649.2-2008冲模挡料和弹顶装臵第2部分:弹簧芯柱JB/T7649.3-2008冲模挡料和弹顶装臵第3部分:弹簧侧压装臵JB/T7649.4-2008冲模挡料和弹顶装臵第4部分:侧压簧片JB/T7649.5-2008冲模挡料和弹顶装臵第5部分:弹簧弹顶挡料装臵JB/T7649.6-2008冲模挡料和弹顶装臵第6部分:扭簧弹顶挡料装臵JB/T7649.7-2008冲模挡料和弹顶装臵第7部分:回带式挡料装臵JB/T7649.8-2008冲模挡料和弹顶装臵第8部分:钢珠弹顶装臵JB/T7649.9-2008冲模挡料和弹顶装臵第9部分:活动挡料销JB/T7650.1-2008冲模卸料装臵第1部分: 带肩推杆JB/T7650.2-2008冲模卸料装臵第2部分: 带螺纹推杆JB/T7650.3-2008冲模卸料装臵第3部分: 顶杆JB/T7650.4-2008冲模卸料装臵第4部分: 顶板JB/T7650.5-2008冲模卸料装臵第5部分: 圆柱头卸料螺钉JB/T7650.6-2008冲模卸料装臵第6部分: 圆柱头内六角卸料螺钉JB/T7650.7-2008冲模卸料装臵第7部分: 定距套件JB/T7650.8-2008冲模卸料装臵第8部分: 调节垫圈JB/T7651.1-2008冲模废料切刀第1部分:圆废料切刀JB/T7651.2-2008冲模废料切刀第2部分:方废料切刀JB/T7652.1-2008冲模限位支承装臵第一部分:支承套件JB/T7652.2-2008冲模限位支承装臵第一部分:限位柱JB/T7653-2008冲模零件技术条件JB/T8050-2008冲模模架技术条件JB/T8070-2008冲模模架零件技术条件JB/T8071-2008冲模模架精度检查三、冲压模具的设计流程(一)、冲压模具的设计流程:1、冲压件的工艺性分析。
冷冲模装配的技术要求_模具工作零件冷冲模装配的技术要求有以下几方面:(1)模具外观模具外观技术要求见表9-2。
表9-2 模具外观技术要求项号项目技术要求1 铸造表面①铸造表面应清理干净,使其光滑、美观,无杂尘②铸造表面应涂上绿色、蓝色或灰色漆2 加工表面模具加工表面应平整、无锈斑、锤痕及碰伤、焊补等(模具钢)3 加工表面倒角①加工表面除刃口、型孔外,锐边、尖角均应倒钝②小型冲模倒角应≥C2,中型冲模≥C3,大型冲模≥C54 起重杆具质量大于25kg时,模具本身应装有起重杆或吊环、吊钩5 打刻编号在模具正面(模板上)应按规定打刻编号,如冲模图号、制件号、使用压力机型号、工序号推杆尺寸及根数、制造日期等(2)工作零件模具工作零件(凸、凹模)的装配技术要求见!表9-3。
表9-3 模具工作零件的装配技术要求序号安装部位技术要求1 凸模、凹模、凸凹模,侧刃与固定板的安装基面装配后的垂直度凸模、凹模、凸凹模、侧刃与固定板的安装基面装配后的垂直度允差为:①刃口间隙≤0.06mm时,在100mm长度上垂直度允差小于0. 04mm②刃口间隙>0. 06-o.15mm时,不大于0.08mm;刃口间隙>0. 15mm时,不大于0,12mm2 凸模(凹模)与固定板的装配①凸模(凹模)与固定板装配后,其安装尾胡定板安装面必须在平面磨床上磨平,表面粗糙度值见应控制在o.8一1.6p.m之间1.勺蠶年多个凸模工作部分高度c包括冲裁凸模、弯曲凸模、拉深凸模以及导正钉等)必须按图样保持相对的尺寸要求,其相对误差不大于O.lmm③在保证使用可靠的情况下,凸、凹模在固定板上允许用低熔点合金浇注固定3 凸模(凹模)与固定板的装配①装配后的冲裁凸模或凹模,凡是由多件拼块拼合而成的,其刃口两侧的平面应完全一致、无接缝,在刃口转角处非工作的接缝面不允许有接缝及缝隙存在②对于由多拼块拼合而成的弯曲、拉深、翻边、成形等的凸、凹模,其工作表面允许在接缝处稍有不平现象,但平直度误差不大于0. 02mm③装配后的冷挤压凸模工作表面与凹模型腔表面不允许留有任何细微的磨削痕迹及其他缺陷④凡冷挤压的预应力组合凹模或组合凸模,在其组合时的轴向压人量或径向过盈量应保证达到图样要求,同时其相配的接触面锥度应完全一致,涂色检查后,其整个接触长度和接触面触面应着色均匀⑤凡冷挤压的分层凹模,必须保证型腔分层接口处一致,应无缝隙及凹人型腔现象资料来源于:弘超模具钢材。
·G B2862.2-81冷冲模模柄旋入式模柄[p d f]
·G B2862.1-81冷冲模模柄压入式模柄[p d f]
·G B2861.9-81冷冲模导向装置小导套[p d f]
·G B2861.20-81冷冲模导向装置压圈[p d f]
·G B2861.19-81冷冲模导向装置压圈固定导套[p d f]
·G B2861.18-81冷冲模导向装置压圈固定导柱[p d f]
·G B2861.17-81冷冲模导向装置可卸导柱模座安装尺寸[p d f]
·G B2860.2-81冷冲模导板模导板中间导柱弹压导板[p d f]·G B2860.1-81冷冲模导板模导板对角导柱弹压导板[p d f]·G B2859.6-81冷冲模单凸模模板B型偏装单凸模垫板[p d f]·G B2859.5-81冷冲模单凸模模板B型偏装单凸模固定板[p d f]·G B2859.4-81冷冲模单凸模模板A型偏装单凸模垫板[p d f]·G B2859.3-81冷冲模单凸模模板A型偏装单凸模固定板[p d f]·G B2859.2-81冷冲模单凸模模板单凸模垫板[p d f]
·G B2859.1-81冷冲模单凸模模板单凸模固定板[p d f]·G B2858.6-81冷冲模模板圆形垫板[p d f]
·G B2858.5-81冷冲模模板圆形模板[p d f]
·G B2858.4-81冷冲模模板圆形凹模板[p d f]
·G B2858.3-81冷冲模模板矩形垫板[p d f]
·G B2858.2-81冷冲模模板矩形模板[p d f]
·G B2858.1-81冷冲模模板矩形凹模板[p d f]
·G B2857.8-81冷冲模通用模座弯曲模下模座[p d f]
·G B2857.7-81冷冲模通用模应C型下模应[p d f]
·G B2857.6-81冷冲模通用模座B型下模座[p d f]
·G B2857.5-81冷冲模通用模座A型下模座[p d f]
·G B2857.4-81冷冲模通用模座模座[p d f]
·G B2857.3-81冷冲模通用模座钢板模座[p d f]
·G B2857.2-81冷冲模通用模座带柄矩形上模座[p d f]·G B2857.1-81冷冲模通用模座带柄圆形上模座[p d f]·G B2853.2-81冷冲模导板模模架中间导柱弹压模架[p d f]·G B2853.1-81冷冲模导板模模架对角导柱弹压模架[p d f]
冷冲模国家标准
·G B2867.3-81冷冲模卸料装置顶杆[p d f]
·G B2867.2-81冷冲模卸料装置带螺纹推杆[p d f]
·G B2867.1-81冷冲模卸料装置带肩推杆[p d f]
·G B2866.9-81冷冲模挡料和弹顶装置钢球弹顶装置[p d f]·G B2866.8-81冷冲模挡料和弹顶装置回带式挡料装置[p d f]·G B2866.7-81冷冲模挡料和弹顶装置橡胶弹顶挡料销[p d f]·G B2866.6-81冷冲模挡料和弹顶装置扭簧弹顶挡料装置[p d f]·G B2866.5-81冷冲模挡料和弹顶装置弹簧弹顶挡料装置[p d f]·G B2866.4-81冷冲模挡料和弹顶装置侧压簧片[p d f]·G B2866.3-81冷冲模挡料和弹顶装置弹簧侧压装置[p d f]·G B2866.2-81冷冲模挡料和弹顶装置弹簧芯柱[p d f]·G B2866.1-81冷冲模挡料和弹顶装置始用挡料装置[p d f]·G B2866.11-81冷冲模挡料和弹顶装置固定挡料销[p d f]·G B2866.10-81冷冲模挡料和弹顶装置弹簧弹顶装置[p d f]·G B2865.6-81冷冲模侧刃和导料装置承料板[p d f]
·G B2865.5-81冷冲模侧刃和导料装置导料板[p d f]
·G B2865.4冷冲模侧刃和导料装置C型侧刃挡块[p d f]·G B2865.3-81冷冲模侧刃和导料装置B型侧刃挡块[p d f]·G B2865.2-81冷冲模侧刃和导料装置A型侧刃挡块[p d f]·G B2865.1-81冷冲模侧刃和导料装置侧刃[p d f]
·G B2864.4-81冷冲模导正销D型导正销[p d f]
·G B2864.3-81冷冲模导正销C型导正销[p d f]
·G B2864.2-81冷冲模导正销B型导正销[p d f]
·G B2864.1-81冷冲模导正销A型导正销[p d f]
·G B2863.5-81冷冲模凸、凹模带肩圆凹模[p d f]
·G B2863.4-81冷冲模凸、凹模圆凹模[p d f]
·G B2863.3-81冷冲模凸、凹模快换圆凸模[p d f]
·G B2863.2-81冷冲模凸、凹模B型圆凸模[p d f]
·G B2863.1-81冷冲模凸、凹模A型圆凸模[p d f]
·G B2862.7-81冷冲模模柄推入式活动模柄[p d f]
·G B2862.6-81冷冲模模柄浮动模柄[p d f]
·G B2862.5-81冷冲模模柄通用模柄[p d f]
·G B2862.4-81冷冲模模柄槽形模柄[p d f]
·G B2862.3-81冷冲模模柄凸缘模柄[p d f]
·G B/T2861.5-81冷冲模导向装置B型小导柱[p d f]
·G B/T2861.4-81冷冲模导向装置A型小导柱[p d f]
·G B/T2861.11-90冲模导向装置圆柱螺旋压缩弹簧[p d f]
·G B2875-81冷冲模典型组合技术条件[p d f]
·G B2874.4-81冷冲模导板模典型组合弹压横向送料典型组合[p d f]·G B2874.3-81冷冲模导板模典型组合弹压纵向送料典型组合[p d f]
·G B2874.2-81冷冲模导板模典型组合横向送料典型组合[p d f]·G B2874.1-81冷冲模导板模典型组合纵向送料典型组合[p d f]·G B2873.4-81冷冲模复合模典型组合圆形薄凹模典型组合[p d f]·G B2873.3-81冷冲模复合模典型组合圆形厚凹模典型组合[p d f]·G B2873.2-81冷冲模复合模典型组合矩形薄凹模典型组合[p d f]·G B2873.1-81冷冲模复合模典型组合矩形厚凹模典型组合[p d f]·G B2872.2-81冷冲模弹压卸料典型组合横向送料典型组合[p d f]·G B2872.1-81冷冲模弹压卸料典型组合纵向送料典型组合[p d f]·G B2871.4-81冷冲模固定卸料典型组合横向送料典型组合[p d f]·G B2871.3-81冷冲模固定卸料典型组合纵向送料典型组合[p d f]·G B2871.2-81冷冲模固定卸料典型组合无导柱横向送料典型组合[p d f]·G B2871.1-81冷冲模固定卸料典型组合无导柱纵向送料典型组合[p d f]·G B2870-81冷冲模零件技术条件[p d f]
·G B2869.4-81冷冲模限位支承装置铰链式支承装置[p d f]
·G B2869.3-81冷冲模限位支承装置支承圈[p d f]
·G B2869.2-81冷冲模限位支承装置限位柱[p d f]
·G B2869.1-81冷冲模限位支承装置止退键[p d f]
·G B2868.2-81冷冲模废料切刀方废料切刀[p d f]
·G B2868.1-81冷冲模废料切刀圆废料切刀[p d f]
·G B2867.9-81冷冲模卸料装置聚胺酯弹性体[p d f]
·G B2867.8-81冷冲模卸料装置调节垫圈[p d f]
·G B2867.7-81冷冲模卸料装置卸料螺钉加长套[p d f]
·G B2867.6-81冷冲模卸料装置圆柱头内六角卸料螺钉[p d f]
·G B2867.5-81冷冲模卸料装置圆柱头卸料螺钉[p d f]
·G B2867.4-81冷冲模卸料装置顶板[p d f]。