焊接方法与设备说课稿
- 格式:ppt
- 大小:3.06 MB
- 文档页数:27
焊接工艺-焊接方法与设备教案章节一:焊接概述教学目标:1. 了解焊接的定义、分类和应用领域。
2. 掌握焊接过程的基本原理和焊接接头的形成。
教学内容:1. 焊接的定义和分类。
2. 焊接过程的基本原理。
3. 焊接接头的形成和特点。
4. 焊接的应用领域。
教学活动:1. 引入焊接的定义和分类。
2. 讲解焊接过程的基本原理。
3. 演示焊接接头的形成和特点。
4. 分享焊接在各个领域的应用实例。
章节二:电弧焊机与焊接电源教学目标:1. 了解电弧焊机的组成和功能。
2. 掌握焊接电源的种类和特点。
教学内容:1. 电弧焊机的组成和功能。
2. 焊接电源的种类和特点。
1. 介绍电弧焊机的组成和功能。
2. 讲解焊接电源的种类和特点。
3. 展示电弧焊机和焊接电源的实际操作。
章节三:焊接材料教学目标:1. 了解焊接材料的分类和性能。
2. 掌握焊接材料的选用原则。
教学内容:1. 焊接材料的分类和性能。
2. 焊接材料的选用原则。
教学活动:1. 介绍焊接材料的分类和性能。
2. 讲解焊接材料的选用原则。
3. 分析实际焊接工程中的材料选用案例。
章节四:焊接工艺参数教学目标:1. 了解焊接工艺参数的概念和作用。
2. 掌握焊接工艺参数的选择和调整。
教学内容:1. 焊接工艺参数的概念和作用。
2. 焊接工艺参数的选择和调整。
1. 介绍焊接工艺参数的概念和作用。
2. 讲解焊接工艺参数的选择和调整方法。
3. 进行实际焊接操作,演示焊接工艺参数对焊接质量的影响。
章节五:焊接质量检验与评定教学目标:1. 了解焊接质量检验的方法和指标。
2. 掌握焊接质量评定的标准和程序。
教学内容:1. 焊接质量检验的方法和指标。
2. 焊接质量评定的标准和程序。
教学活动:1. 介绍焊接质量检验的方法和指标。
2. 讲解焊接质量评定的标准和程序。
3. 进行实际焊接质量检验和评定操作,培养学生的实际操作能力。
章节六:常见的焊接方法(续)教学目标:1. 了解气体保护焊、电阻焊和其他焊接方法的特点和应用。
![教学设计《焊接方法与设备》(第二版 (4)[2页]](https://uimg.taocdn.com/721a6bfccc7931b764ce1555.webp)
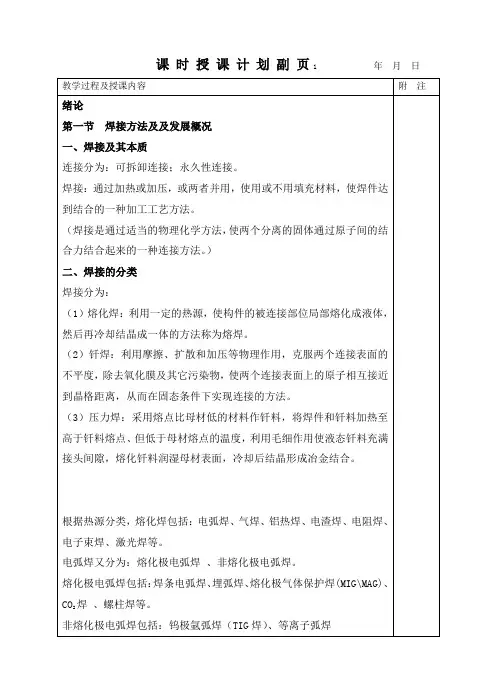
课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日教学过程及授课内容附注模块二:焊丝的熔化与熔滴过渡一、预防触电的安全技术我国生产的焊接电源的空载电压和工作电压焊机空载电压工作电压焊条电弧焊机≯90V25~40V埋弧焊70~90V——电渣焊机40~65V——氩弧焊、CO2焊65V——等离子切割300~450V——网络电压:380/220V。
安全电压:干燥时36V;潮湿时12V。
(1) 熟悉和掌握焊接方法的安全特点、有关的电学知识、防触电及触电后的急救知识;严格执行安全操作规程。
(2)遇焊工触电时,不得赤手拉触电者,应迅速切断电源,若触电者昏迷时,立即实施人工呼吸,直至送到医院。
(3)光线暗的场地、容器内操作或夜间工作时,工作照明灯的电压不应大于36V,高空作业或特别潮湿场所,安全电压不超过12V。
(4)焊工的工作服、手套、绝缘鞋应保持干燥。
(5)在潮湿场地工作时,应用干燥的木板或橡胶板等坐垫板。
(6)焊工在拉、合电源闸刀或接触带电物体时,必须单手进行。
(7)在容器内或船舱内或其他狭小工作场所操作时,须两人轮换操作,其中一人留守在外面监护,不得离开。
(8)焊机外壳必须接地或接零。
二、预防火灾和爆炸的安全技术(1)焊接前认真检查工作场地周围是否有易燃、易爆物品(如棉纱、油漆、汽油、煤油、柴油、木屑等)如有上述物品时,应移至10米以外。
课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页15年月日课时授课计划副页1年月日课时授课计划副页16年月日课时授课计划副页1年月日课时授课计划副页17年月日课时授课计划副页1年月日课时授课计划副页18年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页20年月日课时授课计划副页1年月日课时授课计划副页21年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日。
教学过程及授课内容附注模块二:焊丝的熔化与熔滴过渡
一、预防触电的安全技术
我国生产的焊接电源的空载电压和工作电压
焊机空载电压工作电压
焊条电弧焊机≯90V25~40V
埋弧焊70~90V——
电渣焊机40~65V——
氩弧焊、CO2焊65V——
等离子切割300~450V——
网络电压:380/220V。
安全电压:干燥时36V;潮湿时12V。
(1) 熟悉和掌握焊接方法的安全特点、有关的电学知识、防触电及触电
后的急救知识;严格执行安全操作规程。
(2)遇焊工触电时,不得赤手拉触电者,应迅速切断电源,若触电者昏
迷时,立即实施人工呼吸,直至送到医院。
(3)光线暗的场地、容器内操作或夜间工作时,工作照明灯的电压不应
大于36V,高空作业或特别潮湿场所,安全电压不超过12V。
(4)焊工的工作服、手套、绝缘鞋应保持干燥。
(5)在潮湿场地工作时,应用干燥的木板或橡胶板等坐垫板。
(6)焊工在拉、合电源闸刀或接触带电物体时,必须单手进行。
(7)在容器内或船舱内或其他狭小工作场所操作时,须两人轮换操作,
其中一人留守在外面监护,不得离开。
(8)焊机外壳必须接地或接零。
二、预防火灾和爆炸的安全技术
(1)焊接前认真检查工作场地周围是否有易燃、易爆物品(如棉纱、油
•。


《焊接方法及设备》教案目录绪论 (8)一、......................................................... 基本要求8二、..................................................... 基本概念:8三、................................................................ 重点8四、................................................................ 难点9五、............................................................. 学时数9六参考资料 (9)七辅助资料 (9)八基本内容 (10)第一章 .................................................... 焊接电弧12 一基本要求.. (12)二基本概念 (12)三难点 (12)四重点 (13)五学时数 (13)六参考资料 (13)七辅助资料 (13)第二章焊丝的加热及熔滴过渡 (35)一、基本要求 (35)二、基本概念 (36)三、重点 (36)四、难点 (36)五、............................................... 学时数:4小时36六、......................................................... 参考资料36七、......................................................... 辅助资料36八本章要点 (37)第三章母材熔化和焊缝成形 (47)一、基本要求 (47)二、基本概念 (48)三、重点 (48)四、难点 (48)五、学时数 (48)六、参考资料 (49)七、......................................................... 辅助资料49八本章要点 (49)第四章焊条电弧焊一、基本要求 (479)二、基本概念 (489)三、重点 (489)四、难点 (489)五、学时数 (489)六、参考资料 (499)七、......................................................... 辅助资料499八本章要点49第五章埋弧焊 (71)一、基本要求 (71)二、基本概念 (72)三、重点 (72)四、难点 (72)五、学时数 (73)六、......................................................... 参考资料73七、......................................................... 辅助资料73八本章要点 (73)第六章钨极氩弧焊 (100)一、基本要求 (100)二、基本概念 (100)三、重点 (100)四、难点 (100)五、学时数 (101)六、......................................................... 参考资料101七、......................................................... 辅助资料101八本章要点 (101)第七章熔化极氩弧焊 (130)一、基本要求 (130)二、基本概念 (130)三、重点 (131)四、难点 (131)五、学时数 (131)六、......................................................... 参考资料131七、......................................................... 辅助资料131八本章要点 (132)第八章二氧化碳气体保护焊 (157)一、基本要求 (157)二、基本概念 (157)三、重点 (157)四、难点 (158)五、学时数 (158)六、......................................................... 参考资料158七、......................................................... 辅助资料158八本章要点 (158)第九章等离子弧焊接 (180)一、基本要求 (180)二、基本概念 (180)三、重点 (180)四、难点 (180)五、学时数 (180)六、......................................................... 参考资料180七、......................................................... 辅助资料181八本章要点 (181)第十章其他先进焊接方法 (85)绪论一、基本要求掌握基本概念、理解焊接本质、特点及分类二、基本概念:1)焊接焊接是通过适当的物理化学方法,使两个分离的固体产生原子间的结合力,从而实现连接的一种方法。
教学过程及授课内容附注模块二:焊丝的熔化与熔滴过渡一、预防触电的安全技术我国生产的焊接电源的空载电压和工作电压焊机空载电压工作电压焊条电弧焊机≯90V25~40V埋弧焊70~90V——电渣焊机40~65V——氩弧焊、CO2焊65V——等离子切割300~450V——网络电压:380/220V。
安全电压:干燥时36V;潮湿时12V。
(1) 熟悉和掌握焊接方法的安全特点、有关的电学知识、防触电及触电后的急救知识;严格执行安全操作规程。
(2)遇焊工触电时,不得赤手拉触电者,应迅速切断电源,若触电者昏迷时,立即实施人工呼吸,直至送到医院。
(3)光线暗的场地、容器内操作或夜间工作时,工作照明灯的电压不应大于36V,高空作业或特别潮湿场所,安全电压不超过12V。
(4)焊工的工作服、手套、绝缘鞋应保持干燥。
(5)在潮湿场地工作时,应用干燥的木板或橡胶板等坐垫板。
(6)焊工在拉、合电源闸刀或接触带电物体时,必须单手进行。
(7)在容器内或船舱内或其他狭小工作场所操作时,须两人轮换操作,其中一人留守在外面监护,不得离开。
(8)焊机外壳必须接地或接零。
二、预防火灾和爆炸的安全技术(1)焊接前认真检查工作场地周围是否有易燃、易爆物品(如棉纱、油2—5)0和1表示适用于全位置焊接,E××××焊件的工作需要。
(4)为了使各道焊缝间紧密连接堆焊第二条焊道时,应该熔化第一条焊道的1/3~1/2。
(5)多层堆焊时,第二层焊道的堆焊方向应与第一层互成90°。
同时为了使热量分散,还应注意堆焊顺序。
(6)轴堆焊时,应采用纵向对称堆焊,横向螺旋堆焊。
另外,还应注意轴的变形量,要留有加工余量。
(7)为了增加堆焊层厚度,减少清渣工作,提高生产率,通常将焊件的堆焊面放成垂直位置,用横焊方法进行堆焊,或将焊件放成倾斜位置用上坡焊堆焊。
堆焊时,要求留出3~5mm的加工余量,以满足堆焊后焊件表面机械加工的要求。
《焊接方法及设备》教案第一章:焊接概述教学目标:1. 了解焊接的定义、分类和应用领域。
2. 掌握焊接过程的基本原理和焊接接头的形成。
3. 了解焊接质量的评定方法和焊接安全常识。
教学内容:1. 焊接的定义和分类。
2. 焊接过程的基本原理。
3. 焊接接头的形成和特点。
4. 焊接质量的评定方法。
5. 焊接安全常识。
教学活动:1. 讲解焊接的定义和分类。
2. 演示焊接过程的基本原理。
3. 示例焊接接头的形成和特点。
4. 讲解焊接质量的评定方法。
5. 讲解焊接安全常识。
练习与作业:1. 解释焊接的定义和分类。
2. 描述焊接过程的基本原理。
3. 举例说明焊接接头的形成和特点。
4. 简述焊接质量的评定方法。
5. 列举焊接安全常识。
第二章:电弧焊机教学目标:1. 了解电弧焊机的组成和工作原理。
2. 掌握电弧焊机的使用方法和维护保养。
3. 了解电弧焊机的安全操作规范。
教学内容:1. 电弧焊机的组成。
2. 电弧焊机的工作原理。
3. 电弧焊机的使用方法和维护保养。
4. 电弧焊机的安全操作规范。
教学活动:1. 讲解电弧焊机的组成。
2. 演示电弧焊机的工作原理。
3. 示例电弧焊机的使用方法和维护保养。
4. 讲解电弧焊机的安全操作规范。
练习与作业:1. 描述电弧焊机的组成。
2. 解释电弧焊机的工作原理。
3. 简述电弧焊机的使用方法和维护保养。
4. 列举电弧焊机的安全操作规范。
第三章:焊接材料教学目标:1. 了解焊接材料的分类和选用原则。
2. 掌握焊接材料的储存和使用方法。
3. 了解焊接材料的性能和质量评定。
教学内容:1. 焊接材料的分类和选用原则。
2. 焊接材料的储存和使用方法。
3. 焊接材料的性能和质量评定。
教学活动:1. 讲解焊接材料的分类和选用原则。
2. 演示焊接材料的储存和使用方法。
3. 示例焊接材料的性能和质量评定。
练习与作业:1. 解释焊接材料的分类和选用原则。
2. 描述焊接材料的储存和使用方法。
3. 简述焊接材料的性能和质量评定。
焊接工艺—焊接方法与设备教案第一章:焊接概述教学目标:1. 了解焊接的定义、分类和应用领域。
2. 掌握焊接过程中的基本原理和参数。
教学内容:1. 焊接的定义和分类。
2. 焊接过程的基本原理。
3. 焊接参数的选择和控制。
教学方法:1. 讲授法:讲解焊接的定义、分类和应用领域。
2. 互动法:引导学生了解焊接过程的基本原理。
3. 实践操作:演示焊接参数的选择和控制。
教学评估:1. 提问:检查学生对焊接定义、分类和应用领域的掌握情况。
2. 实践操作:评估学生在实际操作中焊接参数的选择和控制能力。
第二章:电弧焊机教学目标:1. 了解电弧焊机的分类和工作原理。
2. 掌握电弧焊机的使用和维护方法。
教学内容:1. 电弧焊机的分类。
2. 电弧焊机的工作原理。
3. 电弧焊机的使用和维护。
教学方法:1. 讲授法:讲解电弧焊机的分类和工作原理。
2. 互动法:引导学生了解电弧焊机的使用和维护方法。
3. 实践操作:演示电弧焊机的操作和维护。
教学评估:1. 提问:检查学生对电弧焊机分类和工作原理的掌握情况。
2. 实践操作:评估学生在实际操作中电弧焊机的使用和维护能力。
第三章:焊接材料教学目标:1. 了解焊接材料的分类和性能。
2. 掌握焊接材料的选用和使用方法。
教学内容:1. 焊接材料的分类。
2. 焊接材料的性能。
3. 焊接材料的选用和使用。
教学方法:1. 讲授法:讲解焊接材料的分类和性能。
2. 互动法:引导学生了解焊接材料的选用和使用方法。
3. 实践操作:演示焊接材料的选用和使用的操作。
教学评估:1. 提问:检查学生对焊接材料分类和性能的掌握情况。
2. 实践操作:评估学生在实际操作中焊接材料的选用和使用能力。
第四章:焊接过程控制教学目标:1. 了解焊接过程的基本参数。
2. 掌握焊接过程的控制方法。
教学内容:1. 焊接过程的基本参数。
2. 焊接过程的控制方法。
教学方法:1. 讲授法:讲解焊接过程的基本参数。
2. 互动法:引导学生了解焊接过程的控制方法。
焊接方法与设备教案课程WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日教学过程及授课内容附注模块二:焊丝的熔化与熔滴过渡一、预防触电的安全技术我国生产的焊接电源的空载电压和工作电压焊机空载电压工作电压焊条电弧焊机≯90V25~40V埋弧焊70~90V——电渣焊机40~65V——氩弧焊、CO2焊65V——等离子切割300~450V——网络电压:380/220V。
安全电压:干燥时36V;潮湿时12V。
(1) 熟悉和掌握焊接方法的安全特点、有关的电学知识、防触电及触电后的急救知识;严格执行安全操作规程。
(2)遇焊工触电时,不得赤手拉触电者,应迅速切断电源,若触电者昏迷时,立即实施人工呼吸,直至送到医院。
(3)光线暗的场地、容器内操作或夜间工作时,工作照明灯的电压不应大于36V,高空作业或特别潮湿场所,安全电压不超过12V。
(4)焊工的工作服、手套、绝缘鞋应保持干燥。
(5)在潮湿场地工作时,应用干燥的木板或橡胶板等坐垫板。
(6)焊工在拉、合电源闸刀或接触带电物体时,必须单手进行。
(7)在容器内或船舱内或其他狭小工作场所操作时,须两人轮换操作,其中一人留守在外面监护,不得离开。
(8)焊机外壳必须接地或接零。
课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日•课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日课时授课计划副页1年月日。
教学过程及授课内容附注模块二: 焊丝的熔化与熔滴过渡
一、预防触电的安全技术
我国生产的焊接电源的空载电压和工作电压
焊机空载电压工作电压
焊条电弧焊机≯90V25~40V
埋弧焊70~90V--
电渣焊机40~65V——
氩弧焊、CO2焊65V——
等离子切割300~450V——
网络电压:380/220V.
安全电压:干燥时36V;潮湿时12V。
(1) 熟悉和掌握焊接方法的安全特点、有关的电学知识、防触电及触电
后的急救知识;严格执行安全操作规程。
(2)遇焊工触电时,不得赤手拉触电者,应迅速切断电源,若触电者昏
迷时,立即实施人工呼吸,直至送到医院.
(3)光线暗的场地、容器内操作或夜间工作时,工作照明灯的电压不应
大于36V,高空作业或特别潮湿场所,安全电压不超过12V。
(4)焊工的工作服、手套、绝缘鞋应保持干燥。
(5)在潮湿场地工作时,应用干燥的木板或橡胶板等坐垫板。
(6)焊工在拉、合电源闸刀或接触带电物体时,必须单手进行。
(7)在容器内或船舱内或其他狭小工作场所操作时,须两人轮换操作,
其中一人留守在外面监护,不得离开。
(8)焊机外壳必须接地或接零。
二、预防火灾和爆炸的安全技术
•。
教学过程及授课内容附注模块二: 焊丝的熔化与熔滴过渡
一、预防触电的安全技术
我国生产的焊接电源的空载电压和工作电压
焊机空载电压工作电压
焊条电弧焊机≯90V25~40V
埋弧焊70~90V--
电渣焊机40~65V——
氩弧焊、CO2焊65V-—
等离子切割300~450V——
网络电压:380/220V。
安全电压:干燥时36V;潮湿时12V。
(1)熟悉和掌握焊接方法的安全特点、有关的电学知识、防触电及触
电后的急救知识;严格执行安全操作规程。
(2)遇焊工触电时,不得赤手拉触电者,应迅速切断电源,若触电者昏迷
时,立即实施人工呼吸,直至送到医院。
(3)光线暗的场地、容器内操作或夜间工作时,工作照明灯的电压不应
大于36V,高空作业或特别潮湿场所,安全电压不超过12V.
(4)焊工的工作服、手套、绝缘鞋应保持干燥。
(5)在潮湿场地工作时,应用干燥的木板或橡胶板等坐垫板.
(6)焊工在拉、合电源闸刀或接触带电物体时,必须单手进行.
(7)在容器内或船舱内或其他狭小工作场所操作时,须两人轮换操作,
其中一人留守在外面监护,不得离开。
(8)焊机外壳必须接地或接零。
二、预防火灾和爆炸的安全技术
•。
焊接方法与设备教案 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
教学过程及授课内容附注模块二:焊丝的熔化与熔滴过渡
一、预防触电的安全技术
我国生产的焊接电源的空载电压和工作电压
焊机空载电压工作电压
焊条电弧焊机≯90V25~40V
埋弧焊70~90V——
电渣焊机40~65V——
氩弧焊、CO2焊65V——
等离子切割300~450V——
网络电压:380/220V。
安全电压:干燥时36V;潮湿时12V。
(1) 熟悉和掌握焊接方法的安全特点、有关的电学知识、防触电及触
电后的急救知识;严格执行安全操作规程。
(2)遇焊工触电时,不得赤手拉触电者,应迅速切断电源,若触电者昏
迷时,立即实施人工呼吸,直至送到医院。
(3)光线暗的场地、容器内操作或夜间工作时,工作照明灯的电压不应
大于36V,高空作业或特别潮湿场所,安全电压不超过12V。
(4)焊工的工作服、手套、绝缘鞋应保持干燥。
(5)在潮湿场地工作时,应用干燥的木板或橡胶板等坐垫板。
(6)焊工在拉、合电源闸刀或接触带电物体时,必须单手进行。
(7)在容器内或船舱内或其他狭小工作场所操作时,须两人轮换操作,
其中一人留守在外面监护,不得离开。
(8)焊机外壳必须接地或接零。
二、预防火灾和爆炸的安全技术
(1)焊接前认真检查工作场地周围是否有易燃、易爆物品(如棉纱、油
•。