矿泉水瓶设计
- 格式:ppt
- 大小:1.30 MB
- 文档页数:12
幼儿园大班体育课《好玩的矿泉水瓶》教案设计含反思大班体育《好玩的矿泉水瓶》教案(精选8篇)作为一名人民教师,通常需要用到教案来辅助教学,借助教案可以更好地组织教学活动。
那么什么样的教案才是好的呢?下面是小编精心整理的大班体育《好玩的矿泉水瓶》教案(精选8篇),仅供参考,大家一起来看看吧。
大班体育《好玩的矿泉水瓶》教案篇1设计意图:根据幼儿学习兴趣和年龄特征,合理安排活动。
采用各种不同的练习方法和手段,提高运动时身体各部位在空间上和时间上密切配合的能力。
改善中枢神经系统对肌肉的支配能力,使大脑神经支配肌肉的运动更加协调一致,提高身体各部位的协调性和动作的灵敏性。
教学目标1、绕障碍跑。
提高动作灵敏性。
2、训练奔跑速度。
体验运动的快乐。
3、学习积极探索及合作的精神。
教学准备1、矿泉水瓶每人一只,内装彩色颜料水。
2、路线示意图。
教学过程一、跟着音乐利用彩瓶做准备工作1、双手上举,头顶换瓶。
2、双手侧平举下蹲,于身前、身后换瓶。
3、双手前平举换瓶。
4、分别单手甩瓶。
5、分腿。
腹背绕双腿换瓶。
6、分别单手转瓶。
7、瓶倒置于地,活动踝关节,分别并腿向前跳、向后跳。
8、握瓶原地摆臂,高抬腿(瓶立于地,模拟抬腿连续踩瓶)。
二、探索活动1、一起来玩彩色水瓶,自己动脑筋,尝试各种玩法。
(幼儿自由玩瓶子,教师巡回指导,让幼儿充分发挥自主性,大胆地创造玩法。
)2、分成两队面对面站好。
请不同玩法的幼儿做示范,大家跟着学。
(玩法举例:玩保龄球、抛接瓶子、夹着瓶子跳、踢瓶子、头顶瓶子、模仿炮弹、置于头顶练平衡、绕瓶顺跑逆跑等。
)三、游戏活动1、“种萝卜”,巧妙布置场地。
2、“巡逻兵”,启发幼儿创想出不同路径。
(1)组织幼儿参看示意图并讨论巡逻路径;(2)幼儿成一路纵队,让提出方法的幼儿排头,带领队伍绕“萝卜地”进行巡逻。
3、“接力跑”,训练曲线奔跑的速度(约2~3次)。
每人收一个“萝卜”,成两横队面对面站好,教师讲解示范游戏玩法:游戏开始时,幼儿成两路纵队站在起跑线前。

成都理工大学工程技术学院毕业论文矿泉水瓶坯热流道注射模具的设计姓名:XXX专业:XXX指导老师:XXX摘要这篇论文是对大批量生产的饮料瓶坯进行了热流道注射模具的设计,瓶坯材料为PETP,其熔点较高(260℃左右)。
注射成型温度范围较窄,如果一模多腔采用普通的浇注系统,PET熔料的流动性大大下降,甚至凝固。
所以只有通过热流道注射成型才可以实现。
采用一模两腔加工。
对流道直径的设计主要参考了苏娟华的一篇相关论文,对直径进行了优化设计,并利用最小二乘法,对PET塑料的表观粘度和剪切速率关系进行公式化拟合。
优化设计的结果与实际应用的热流道之间的最佳经验值接近。
根据塑件的特点,模具的侧向分型采用了两跟斜导柱。
关键词:热流道优化设计PET瓶坯侧向分型AbstractThis paper deals with the injection mould with hot runner to inject PET bottles, which leads to higher productivity.The material of bottles is PETP which with a higher melting point, about 260℃around, so it has a narrow range of mounding temperature .If we adopt ordinary mounding System to produce bottles which have more moulds in a cavity.The fluidity of the melting material of PET will greatly decline; indeed freeze, so we adopt injection mould with hot runner to complete the production. The design to the diameter of hot runner and hot gate was consult a paper from Su Juanhua. It deals with the optimal diameter design in injection mould. The computational results of the optimal programming are found to be in good agreement with the experiential data. The work performed in this paper will make a contribution to the application of the hot runner in injection mould. The mould adopts two oblique pillars to detach the mould based the characteristic of the bottles.Key words:hot runners, Optimization, PET bottles, lateral detach the mould目录摘要 IAbstract II1前言 12 塑件的工艺分析,模具结构方案的确定、设备的校核 22.1塑料工艺分析、填写工艺卡 22.2确定模具方案 52.3注射机的选择和校核 73 浇注系统的设计 103.1热流道板的设计 103.2浇口套的设计 153.3定位圈的设计 163.4排溢系统的设计 174成型零部件的设计和校核 184.1凸模的设计和校核 184.2型腔的设计和校核对 185导向机构的设计 205.1导柱导套的配合 205.2导柱的设计和校核 205.3导套的设计与校核 216 侧向机构的设计 226.1滑块的设计 226.2斜销的设计与校核 227 冷却系统的设计 257.1冷却系统的设计原则 257.2计算 258 结构件的设计 278.1模板,固定板,垫块的设计 278.2紧固件和定位件的设计 278.3吊环螺钉的设计 278.4模具加工和注意事项 279 结论 2810致谢29参考文献 301前言热流道作为热塑性塑料注射模的一门技术,以其特有的优势,正逐步被应用和推广,发展和普及热流道技术对提高我国的塑料模技术起着关键的作用。
北京矿泉水瓶型视觉设计
北京矿泉水瓶型视觉设计是北京城市矿泉水文化的典型面貌之一。
作为当今城
市现代建筑,它以其独特的设计使得平淡建筑不再枯燥无聊。
北京矿泉水瓶型视觉设计多种多样,采用了不同的设计手法。
其中,使用小瓶
构成建筑,使建筑看上去有一种错综复杂的空间感,引起众人的赞叹,受到人们的一致好评。
从尺度和具体设计上都有着许多巧妙之处,表现出北京矿泉水文化的特有气息。
除此之外,这种设计方式还特别环保。
无论是高层建筑还是小型建筑,它都是
由瓶状材料组成的,在使用时无需对外部环境造成破坏,而且采用涂料非常环保,色彩也更加鲜艳,既是一种环保的事情,也可以提当代建筑的技术水平。
总之,北京矿泉水瓶型视觉设计受到了专家和公众的赞赏,它以其自身特有的
风格得到了大家的分享。
它不仅将当代建筑融入灵活的复古风,而且对环保无污染,让它成为当代城市空间新美学。
矿泉水瓶标签设计要求
1. 产品信息,标签上应包含矿泉水的品牌名称、产品名称、净含量、生产日期、保质期等基本信息,以便消费者了解产品的相关信息。
2. 营养成分,矿泉水的标签上通常会列出水的成分含量,比如钠、钙、镁等矿物质含量,以及水的PH值等营养成分信息。
3. 品牌形象,标签设计需要符合品牌形象,比如采用品牌的标志性颜色、字体和logo等,以便消费者能够一眼识别出品牌。
4. 材质和环保标识,如果矿泉水瓶采用了特殊的材质或者符合环保标准,这些信息也需要在标签上清晰标注,以增强产品的竞争力。
5. 法律要求,标签上需要包含符合当地法律法规的必要信息,比如生产许可证号码、生产厂家名称和地址、食品安全标识等。
6. 创意设计,为了吸引消费者的眼球,标签设计可以采用创意的图案、花纹和插图,突出产品的特色和品牌的个性。
7. 清晰易读,标签上的文字和图案需要清晰易读,避免使用过
小或者模糊的字体和图案,以便消费者能够轻松获取所需信息。
总的来说,矿泉水瓶标签设计要求需要充分考虑产品信息传达、品牌形象展示、营养成分展示和法律要求等多个方面,以确保标签
能够有效地吸引消费者,并传达产品的相关信息。
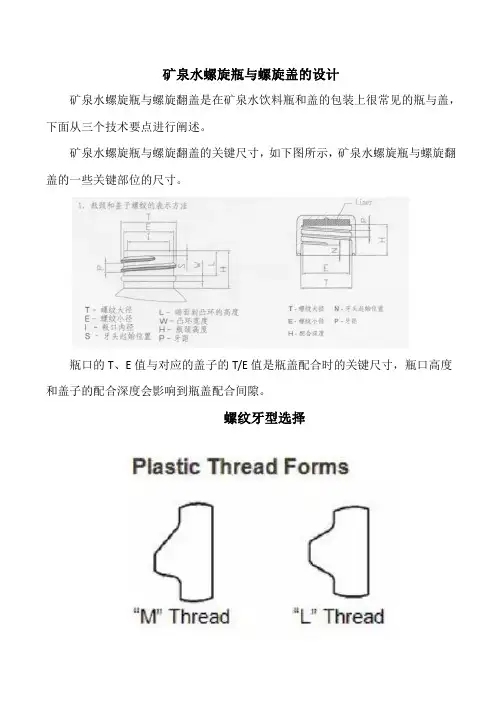
矿泉水螺旋瓶与螺旋盖的设计矿泉水螺旋瓶与螺旋翻盖是在矿泉水饮料瓶和盖的包装上很常见的瓶与盖,下面从三个技术要点进行阐述。
矿泉水螺旋瓶与螺旋翻盖的关键尺寸,如下图所示,矿泉水螺旋瓶与螺旋翻盖的一些关键部位的尺寸。
瓶口的T、E值与对应的盖子的T/E值是瓶盖配合时的关键尺寸,瓶口高度和盖子的配合深度会影响到瓶盖配合间隙。
螺纹牙型选择目前业内没有特别明确的螺纹牙型的标准,很多公司会有自己的设计标准。
M型螺纹使用比较广泛。
具体的螺纹牙型的选择还是要根据内容物产品特性,瓶型盖型设计以及灌装生产线的速度等来考虑。
螺纹型号目前在国际上有一套使用的标准,如上的螺纹代码,通常来讲400是一圈螺纹,410,是一圈半,415是2圈螺纹,附件是一个参考不同型号的螺纹关键尺寸参考列表。
螺纹配合----螺纹径向配合间隙设计外螺纹间隙是指盖子T与瓶子T的差别;内螺纹间隙是盖子E与瓶子E值的差别。
螺纹配合的基本功能是配合要顺畅,为此,要求内外螺纹的径向配合间隙至少双边0.10mm,如果产品螺纹部位可能会有变形或者椭圆度,最小间隙还要考虑椭圆度的影响螺纹结合度以及牙型高度设计螺纹结合度表示内外螺纹径向重合部分的多少,是指瓶子外螺纹T与盖子内螺纹E的差别。
为了确保没有滑牙问题,一般至少保证结合度在0.8-1.0mm(双边),强脱模时取小,旋脱时取大值。
轴向间隙配合设计轴向配合间隙是指螺距P与瓶盖配和后螺牙宽度的差别,一般轴向间隙控制在至少0.2mm。
螺纹设计的其他要求为保证螺纹模具的强度,螺纹牙头应该距离端面至少0.3mm,也就是说螺牙头起始点要保证至少0.3mm处开始。
为保证螺纹配合可靠,螺纹配合有效圈数至少不少于1圈,对于双头螺纹,每头不少于0.5。
多头螺纹平衡性比较好,所有头加起来配合的圈数至少保证1圈。
当瓶颈比较小时,为消除夹边对螺纹的影响,可在合模线处把螺纹削平。
为防止螺纹牙头互相干涉,内外螺纹长度应该比实际配合长度多出1/4圈以上。
5L矿泉水瓶口标准尺寸:设计、生产与应用的全方位解析一、引言在现代社会中,矿泉水作为健康饮品的代表,已经成为人们日常生活的必备品。
5L矿泉水瓶作为市面上常见的包装形式,其瓶口标准尺寸对于生产、运输和使用都有重要意义。
本文将全面解析5L矿泉水瓶口标准尺寸的相关内容,包括设计原则、生产工艺、应用领域等方面,以期为相关行业的从业者提供有价值的参考。
二、瓶口标准尺寸的设计原则1. 安全性原则:瓶口尺寸设计首先要确保在使用过程中的安全性,防止因尺寸不当导致的泄漏、破损等问题,确保消费者使用安全。
2. 实用性原则:瓶口尺寸应满足实际应用需求,方便消费者开启、关闭瓶盖,以及倒水等操作。
3. 统一性原则:为了便于生产和运输,5L矿泉水瓶口标准尺寸应遵循统一性原则,即行业内通用尺寸,以降低生产成本和提高效率。
三、生产工艺与瓶口标准尺寸的关系1. 吹塑工艺:在矿泉水瓶的生产过程中,吹塑工艺是关键环节之一。
瓶口标准尺寸的设计需与吹塑工艺相匹配,确保在生产过程中瓶口的精度和稳定性。
2. 注塑工艺:注塑工艺是生产瓶盖的常用方法,瓶口标准尺寸需与注塑模具相适应,以便生产出与瓶口尺寸相匹配的瓶盖。
3. 质量控制:生产工艺过程中应严格控制瓶口尺寸的精度,通过检测手段确保产品质量,避免因尺寸偏差导致的泄漏等问题。
四、5L矿泉水瓶口标准尺寸的应用领域1. 家庭用水:5L矿泉水瓶适合家庭用水储存,瓶口标准尺寸方便家庭成员倒水、清洗等操作。
2. 办公场所:办公场所常用5L矿泉水瓶作为饮水机的供水容器,瓶口标准尺寸方便与饮水机接口匹配,确保供水顺畅。
3. 户外活动:在户外活动中,5L矿泉水瓶常被用作便携水源。
瓶口标准尺寸的设计有助于人们在户外环境下轻松开启和关闭瓶盖,满足饮水需求。
4. 应急救援:在灾害救援等应急场景中,5L矿泉水瓶可作为临时的水源储存容器。
统一的瓶口标准尺寸有助于救援人员快速获取和分配水源,提高救援效率。
五、瓶口标准尺寸的未来发展趋势1. 个性化设计:随着消费者需求的多样化,瓶口标准尺寸可能会在满足通用性的基础上,向个性化、差异化方向发展,以满足不同消费群体的需求。
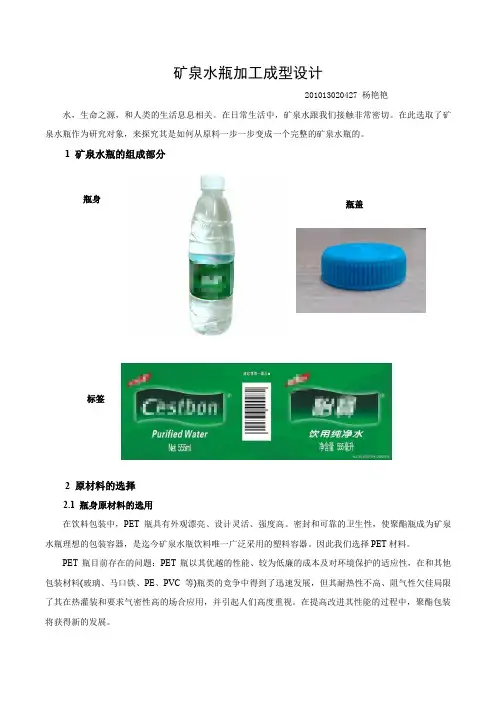
矿泉水瓶加工成型设计201013020427 杨艳艳水,生命之源,和人类的生活息息相关。
在日常生活中,矿泉水跟我们接触非常密切。
在此选取了矿泉水瓶作为研究对象,来探究其是如何从原料一步一步变成一个完整的矿泉水瓶的。
1 矿泉水瓶的组成部分2 原材料的选择2.1 瓶身原材料的选用在饮料包装中,PET 瓶具有外观漂亮、设计灵活、强度高。
密封和可靠的卫生性,使聚酯瓶成为矿泉水瓶理想的包装容器,是迄今矿泉水瓶饮料唯一广泛采用的塑料容器。
因此我们选择PET 材料。
PET 瓶目前存在的问题:PET 瓶以其优越的性能、较为低廉的成本及对环境保护的适应性,在和其他包装材料(玻璃、马口铁、PE 、PVC 等)瓶类的竞争中得到了迅速发展,但其耐热性不高、阻气性欠佳局限了其在热灌装和要求气密性高的场合应用,并引起人们高度重视。
在提高改进其性能的过程中,聚酯包装将获得新的发展。
改进耐热性:普通PET瓶不能用于果汁、茶等需热灌装的物品包装。
目前通过研究,已开发了3类实用的耐热聚酯瓶:①热定型瓶,可达到85℃灌装的要求;②PET/PEN合金瓶,PEN耐热性高,在普遍注拉吹设备上可制得符合80℃以上热灌装要求的瓶子,倘若再经热定型处理,热灌装温度可达90℃以上;③与耐热性聚芳酯等制成多层复合瓶,以提高耐热性。
提高阻气性:尽管PET的气体阻隔性远高于聚乙烯、聚丙烯、聚苯乙烯等塑料。
但对于啤酒、自酒、香水等保鲜、保味要求较苛刻的产品仍然不能满足要求。
提高阻气性的方法主要有如下3种:①多层复合。
以PET为主,加入PVDC、EVOH、MXD6、PEN等其他气密性好的材料做成3层或5层瓶;②采用特殊处理方法,如在PET瓶内或外层涂布环氧阻隔层,或进行等离子体处理(ACTIS技术);③用其他阻隔性树脂成型,以PEN或PEN与PET的共聚或共混物为原料,既提高了瓶子的阻气性,又提高了瓶子的耐热性,可满足啤酒保存3~6个月的要求,还可以碱洗消毒,重复使用,从而降低成本。
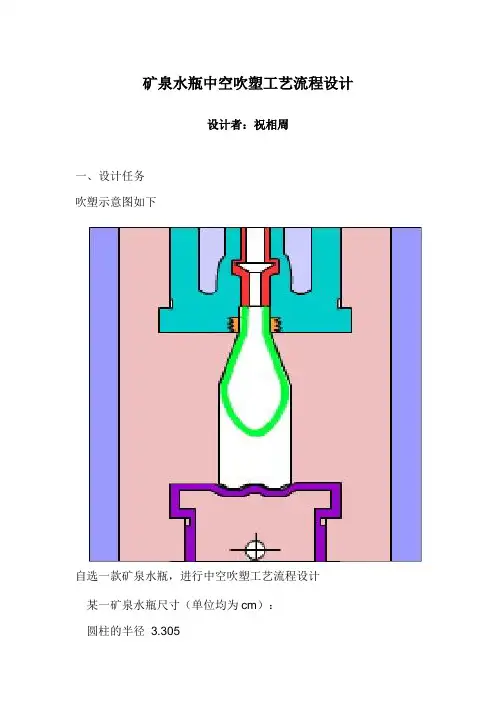
矿泉水瓶中空吹塑工艺流程设计设计者:祝相周一、设计任务吹塑示意图如下自选一款矿泉水瓶,进行中空吹塑工艺流程设计某一矿泉水瓶尺寸(单位均为cm):圆柱的半径 3.305圆台上表面半径2.885罐的总高度12.310圆柱的高度10.210顶盖的厚度0.028侧壁的厚度0.011PET聚酯二、塑料简介塑料是指以树脂(或在加工过程中用单体直接聚合)为主要成分,以增塑剂、填充剂、润滑剂、着色剂等添加剂为辅助成分,在加工过程中能流动成型的材料。
塑料为合成的高分子化合物,可以自由改变形体样式。
塑料主要有以下特性:①大多数塑料质轻,化学性稳定,不会锈蚀;②耐冲击性好,具有较好的透明性和耐磨耗性;③绝缘性好,导热性低;一般成型性、着色性好,加工成本低;④大部分塑料耐热性差,热膨胀率大,易燃烧;⑤尺寸稳定性差,容易变形,多数塑料耐低温性差,低温下变脆;⑥容易老化,某些塑料易溶于溶剂;⑦回收利用废弃塑料时,分类十分困难,而且经济上不合算;⑧塑料容易燃烧,燃烧时产生有毒气体;⑨塑料是由石油炼制的产品制成的,石油资源是有限的。
三、中空吹塑简介中空吹塑( 又称吹塑模塑) 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。
吹塑用的模具只有阴模( 凹模) ,与注塑成型相比,设备造价较低,适应性较强,可成型性能好( 如低应力) 、可成型具有复杂起伏曲线( 形状) 的制品。
中空吹塑又分为注射吹塑、挤出吹塑和拉伸吹塑,注射吹塑是用注射成形法先将塑料制成有底型坯,再把型坯移入吹塑模内进行吹塑成形。
挤出吹塑成形过程,管坯直接由挤出机挤出,并垂挂在安装于机头正下方的预先分开的型腔中;当下垂的型坯达到规定的长度后立即合模,并靠模具的切口将管坯切断;从模具分型面的小孔通入压缩空气,使型坯吹胀紧贴模壁而成型;保压,待制品在型腔中冷却定型后开模取出制品。
用于中空吹塑成形的热塑性塑料品种很多,最常用的原料是聚乙烯、聚丙烯、聚氯乙烯和热塑性聚酯等,常用来成形各种液体的包装容器,如各种瓶、桶、罐等。
饮料瓶的“四大门派”作者:土豆泥来源:《科学大众·小诺贝尔》2022年第02期精心的外形设计拿起饮料瓶上下打量一番,你会发现它每一部分的形状都不一样,这样的设计除了吸引人们的注意力,还有其他用途。
首先,有些饮料瓶的上半部呈抛物线状,这样的设计可以让其承受更多的外力。
因为从力学的角度来说,拱形承受外力的能力比较强,现实中的很多桥梁也采取拱形设计,来达到安全、稳定的目的。
而饮料瓶的上半部可以看成是由很多个拱形组成的,抗压能力自然就增强了。
其次,饮料瓶表面的锯齿形、环形、手指形等凹凸纹路也不只是为了增加美感,由于饮料瓶的中部是其最薄弱的地方,这样的设计可以提升中部的抗压能力。
最后,饮料瓶底部常见的内凹结构其实作用也挺多:第一,可以增强瓶底的抗压能力,防止瓶底破裂;第二,可以减少瓶底摩擦,起到一定的保护作用;第三,内凹结构可以让饮料瓶站得更稳。
当然,一些饮料瓶把瓶底设计成花瓣形状,也在一定程度上提高了颜值。
“四大门派”饮料有很多品牌,而一个品牌的饮料往往又会因规格、材料等不同而细分为很多种,这就导致饮料瓶的种类也很多。
庞大的饮料瓶家族大致可以分为“四大门派”。
玻璃瓶玻璃饮料瓶是“四大门派”中最古老的一个“门派”,它们最风光的时候是二十世纪八九十年代,那时的汽水、啤酒、香槟等用的都是玻璃瓶。
玻璃瓶的优点挺多,比如无毒无味、不透气、不惧高温,最重要的是能够通过消毒重复利用,且价格低廉。
不过,它也存在硬伤,比如容易破损,且碎片还有可能伤害到人。
如今,在饮料瓶界,这个“老大哥”早已没了当年的风光,在大型超市的货架上已经很少能看到玻璃瓶装的饮料了。
金属罐金属罐的命运要比玻璃瓶好得多,虽然很早就进入了飲料瓶家族,但并没有像玻璃瓶那样随着时间的推移而走下坡路,现在依旧很活跃。
各种用金属罐装的饮料在我们生活中也很常见。
金属罐同样不怕高温,且质量轻、不易破损。
更重要的是,还可以通过在它们身体上绘制美丽的图案吸引人的关注。
文创产品瓶子设计方案
一、瓶身设计方案:
1. 水滴造型:采用流线型的设计,瓶身呈现出水滴的自然曲线,体现出清新、纯净的形象。
2. 玻璃纹理:在玻璃瓶身上创造出独特的纹理,通过光影的折射,营造出高贵、典雅的氛围。
3. 游戏元素:在瓶身上添加独特的游戏元素,例如迷宫、拼图等,增加消费者的互动性和趣味性。
4. 实用设计:将瓶身设计成便于携带的形状,例如握感舒适的手柄,便于放入包包或口袋。
5. 多层叠加:将瓶身设计为多层叠加的结构,可以使产品具有功能性,例如内层储存香味或小物件。
二、瓶盖设计方案:
1. 树叶状瓶盖:设计成树叶的形状,既与产品的自然定位相符合,又能起到美化瓶子的作用。
2. 木质瓶盖:采用天然木材制作的瓶盖,增加产品的环保属性,并能给人带来一种质朴、自然的感觉。
3. 磁性瓶盖:设计成带有磁性的瓶盖,方便用户使用,可以通过磁力吸附在金属表面上,不易丢失。
4. 花朵瓶盖:设计成花朵的形状,增加产品的艺术感和审美价值。
5. 彩虹瓶盖:将瓶盖分为不同颜色的部分,形成彩虹的效果,增加产品的吸引力和趣味性。
三、标签设计方案:
1. 简约设计:采用简洁大方的设计风格,突出产品的纯净和高
端感。
2. 水墨画风:使用水墨画的元素和风格,营造出文化气息浓厚的品牌形象。
3. 艺术字体:选择一种优雅、独特的艺术字体,打造出个性鲜明的文字效果。
4. 图案搭配:将产品的特点与相关图案进行搭配,形成独特的标志性图案,增加产品的辨识度。
5. 无框设计:去掉标签的边框,使产品更加简洁大方,凸显瓶子本身的设计感。
摘要根据矿泉水瓶的用途和使用要求进行分析,合理设计矿泉水瓶的形状造型结构,包括容积、壁厚、外形、底部和瓶口螺纹等的设计,并根据吹塑工艺选择制矿泉水瓶的材料。
矿泉水瓶吹塑模设计,采用平行移动式模具,设计内容包括模具材料选择、模具型腔、模具主体、冷却系统、切口部分、嵌块部分、排气孔槽和导向部分等。
根据本次设计的矿泉水瓶的功能、材料及各个工艺特点,吹塑工艺采用挤出吹塑,矿泉水瓶的成型包括成型设备和成型工艺条件等的分析设计。
关键词矿泉水瓶;吹塑模;挤出吹塑;模具设计。
Abstract:Based on the analysis of the function and usage requirements of mineral water bottles, properly designed its shape and modeling structure, including the design of its volume, wall thickness, shape,the bottom and mouth thread, etc. Meantime, chose its material according to the blow mould process of mineral water bottles.The mineral water bottle blow mould design selected parallel move mold. The design included mould material selection, molud cavity, mould main body, cooling system, incision, embedded block, vent groove, orientation and so on.According to the function, material and process characterists of mineral water bottles, the blow process used extrusion blow in this paper, The forming of mineral waterbottles contained the analysis and design of moulding equipments, moulding process conditions, etc.Keywords:mineral water bottles; blow molding;Extrusion blow molding; mould design.目录1 引言 (1)2 吹塑件结构与材料分析 (2)2.1 吹塑件的结构分析 (2)2.2 吹塑件的材料分析 (3)3 吹塑模具的结构与材料分析 (5)3.1吹塑模结构分析 (5)3.11 手动铰链式模具 (5)3.12 平行移动式模具 (5)3.13 挤出吹塑模具 (6)3.2 吹塑模具的材料分析 (7)4 挤出吹塑机头尺寸计算 (7)4.1出模膨胀系数选择 (8)4.2 挤出机头设计原则 (8)5 吹塑模具的型腔的设计 (10)5.1分型面选择 (10)5.2型腔表面处理 (10)5.3型腔尺寸计算 (10)6 吹塑模具的颈部及底部嵌块设计 (13)7 吹塑模具的夹坯口与余料槽设计 (15)7.1剪口尺寸 (15)7.2剪口部位 (15)8 吹塑模具的冷却系统设计 (16)8.1 冷却系统设计原则 (16)8.2 开设冷却系统 (17)9 吹塑模具的排气系统设计 (19)10 成型设备选择 (20)11 中空制品缺陷的产生原因及解决措施 (20)参考文献 (24)致谢 (25)1引言中空吹塑成型主要适合加工包装容器和中空制品.适于该种成型的原料有:高压聚乙烯(HDPE)、低压聚乙烯(LDPE)、硬聚氯.乙烯(HPVC)、软聚氯乙烯(SPVC)、纤维紊塑料、聚苯乙烯(Ps)、聚丙烯(PP)、聚碳酸酯(Pc)等。
手工风扇设计方案
夏天超级热,如果宿舍不能装空调,那么就只能靠电风扇了。
一个手工达人就利用小学生都知道的电路常识用空矿泉水瓶做了个电
风扇,看完真心涨姿势了,你是不是也曾经有过这样的想法呢,看看别人是怎么实现的吧。
全手工完成的DIY电风扇,效果还是很显著的。
你需要准备这些材料:矿泉水瓶、剪刀、电烙铁、热熔胶、马达、电池、电线、泡沫等。
一起来发挥废饮料瓶的用途,做把DIY小风扇给夏天降温吧。
1、首先要将矿泉水瓶子的大约上面的三分之—剪下了,加工成扇叶。
2、将剪好的扇叶在蜡烛上面烧一下,趁着塑料变软了将商业扭转到更加容易扇风的角度。
3、经过重新调整的自制风扇扇叶,现在效果比刚才好多了。
4、在瓶盖钻孔,插入马达的转轴上。
5、利用白色泡沫做一个电风扇底座,将电线、开关、马达、电池等分别固定在上面。
6、用烙铁将电风扇的马达与开关、电线焊接起来。
7、将扇叶通过瓶口螺纹重新拧回瓶盖上,一个完美的自制小风扇就完成了。
原来家里原先被忽视的塑料瓶罐还有这样的变废为宝新用途,大家学会了吗?。