手工插件作业指导书
- 格式:xls
- 大小:211.50 KB
- 文档页数:9
通用插件作业指导书篇一:手插件作业指导书篇二:插件作业指导书模板文件编号:WI-PRD-D00XX篇三:插件作业指导书编写规则作业指导书编写规范批准: 审核: 制订:1.目的为了提高工艺文件质量,规范工艺文件的格式和提高工艺文件的可读性、易读性以及最大的发挥工艺文件对生产作业的指导性作用,便于新的工艺工程师能够快速的掌握工艺的编制技巧,特制定本规范。
2.范围本规范适用于成型,插件,补焊工艺的编写工作。
整机工艺工程师和产品工程师在编写生产工艺和临时工艺时必须执行本指南的具体要求。
3.职责3.1工程部13.1.1负责对作业工艺流程的编排,负责规范作业顺序。
3.1.2负责对作业动作连贯性,简单性和作业方法的规范。
3.1.3负责规范物料摆放,负责制定标准工时。
制定工艺标准。
3.1.4负责作业指导书的制作,审核和发行。
3.1.5负责对产品生产工艺,作业动作的改良。
负责引进新的工艺办法,并创新。
3.1.6负责现场跟进,改良生产流程和作业方法。
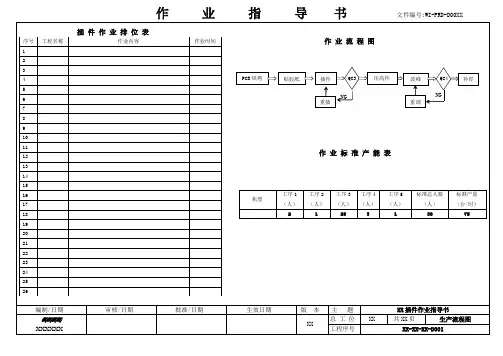
3.2生产部3.2.1必须根据作业指导书文件上的工艺编排排线,根据作业步骤的规定作业。
3.2.2负责按照作业指导书上的标准工时和工艺标准加工产品,并按照要求摆放物料。
3.2.3根据作业指导书上的要求配合工程部做工艺改善。
3.3.4根据插件作业指导书上规定的单个工序作业动作流程进行,不得有多余和重复的动作,以动作简单连贯为标准进行作业。
3.3品质部3.3.1负责按照作业指导书的上的工艺要求,作业动作,物料摆放对生产作业现场进行监督,并督导改善没有按照要求作业的工序;做好记录。
3.4PMC部3.4.1负责按照工程部制定的标准工时安排生产。
4.程序内容生产工艺是指导生产线员工进行生产作业的技术文件。
在2编写生产工艺时首先要掌握以下几点基本原则:1)充分考虑生产车间的组织形式、设备条件和操作人员的技术水平等因素,把握好工艺文件的深度。
2)文件应以图为主要内容,文字语言内容应简洁精练、言简意赅,要做到操作者一目了然,便于操作。
插件作业指导书一、生产用具、原材料生产线、元件切脚整形机、镊子、电子元件、线路板、自熄管二、准备工作1、将需整形的元件整形。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度。
四、工艺要求1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
2、二极管、三极管、电解电容、电感是有方向性,必须按PCB板上的方向进行插件。
3、无极性元件的在插件的过程中,必须保持一致性。
4、元器件不得有错插、漏插现象。
5、不同包装的三极管不得混用,发现异常元件及异常外型材料及时反馈组长,由技术部、品保部、物控部决定处理。
6、每天下班前清理工作台面,并及时把多余元器件上交组长处理。
7、完工后清理设备及岗位。
五、注意事项1、后工序员工或检验员发现漏插元器件不能擅自将元器件插入线路板,必须经组长鉴别。
2、每批次组长负责与技术部一起制作首板,以后批量制作严格按首板插件标准执行,每批制作前必须经过首检合格后方可批量投入生产。
3、杜绝元件插件不到位,漏插、插反,插错,碰脚流入下一道工序。
4、注意操作员工双手及操作工具、设备卫生,确保产品清洁。
@2@:浸焊、切脚、波峰焊作业指导书一、生产用具、原材料焊锡炉、排风机、空压机、夹子、刮刀、插好元器件的线路板、助焊剂、锡条、稀释剂、切脚机、斜口钳、波峰焊机。
二、准备工作1、按要求打开焊锡炉、波峰焊机的电源开关,将温度设定为255-265度(冬高夏低),加入适当锡条。
2、将助焊剂和稀释剂按工艺卡的比例要求调配好,并开起发泡机。
3、将切脚机的高度、宽度调节到相应位置,输送带的宽度及平整度与线路板相符,切脚高度为1-1.2mm,将切脚机输送带和切刀电源开关置于ON位置。
4、调整好上、下道流水线速度,打开排风设备。
5、检查待加工材料批号及相关技术要求,发现问题提前上报组长进行处理。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==dip插件作业指导书篇一:DIP车间手工插件培训教材文件核准文件更改记录1. 目的使新员工尽快掌握手工插件工作。
2. 适用范围适用于DIP车间手工插件线的新员工。
3. 参考文件无 4. 工具和仪器无5. 术语和定义作业指导书:是由公司相关部门根据生产过程中总结的实际经验,并运用规范化的语言制定的一种公司内部的作业标准。
电容器:一种贮存电能的元件。
6. 部门职责6.1制造部协助培训和结果考核确认7. 流程图:无 8. 教材内容:8.1 作业指导书的使用8.1.1 实施作业指导书的目的作业指导书将使我们明白在生产过程中应该按照什么样的方法或步骤执行我们的工作任务,提高我们的工作质量,确保我们的产品质量,对我们整个生产体系起一个支撑的作用,也就是说作业指导书是我们工作中的指南针。
8.1.2 举例说明(举DIP车间的作业指导书实例)作为一个作业指导书首先应明确其目的,适用范围,版本类型(标准或试用),作业指导书当中用到的术语定义,其次是应讲述其详细的操作流程,这一流程将指导我们如何进行合理化的操作。
在开始上线之前,按照作业指导书将产品所需物料分到各个工位,各工位将根据作业指导书核对物料本体及物料标签是否一致。
在保证物料无误的情况下,查看本工位的注意事项及使用工具,作业员将根据提供的生产信息进行作业。
8.1.3作业指导书的分类试用文件:一般是在新品试做时临时发行的作业指导书,它确认制程工艺参数的可行性,是标准文件发行前的过渡文件。
标准文件:它是在试用文件通过的情况下,受控发行的,工艺参数已经确定,任何人员不可以随意更改。
8.2 元件的认识8.2.1 电容器说明电容器是一种能贮存电能的元件。
一般用“C”表示,电路图形表示如下固定电容器电解电容器可变电容器半可变电容器 8.2.2 电容器的分类从结构形式分:固定电容器(包括无极性固定电容器和有极性电解电容器);半可变(微调)电容器和可变电容器从绝缘介质分:纸介电容器;油浸纸介电容器;金属化纸介电容器;云母电容器;陶瓷电容器;薄膜电容器;玻璃釉电容器;铝电解电容器和钽、铌电解电容等8.2.3 电容器的外形电解电容聚酯膜电容瓷片电容排容CBB电容阻容模块CBB电容聚丙烯电容8.2.4 电容器的极性8.2.4.1电容器中只有电解电容才有极性,脚长的一脚为正极,或者在外壳上有“-”符号的一脚为负极。
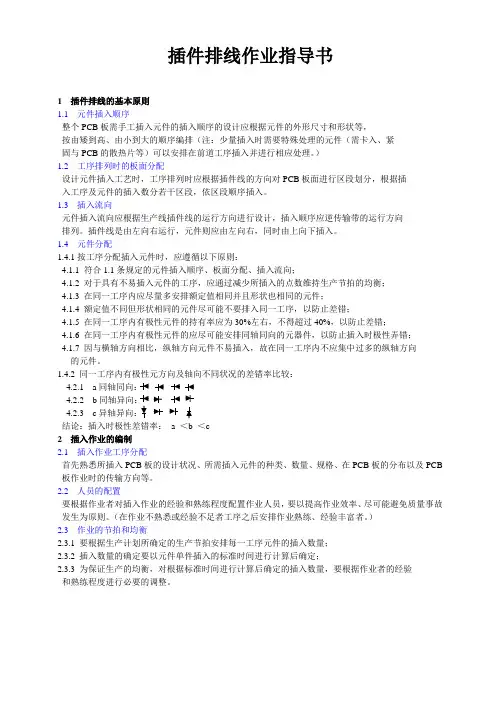
插件排线作业指导书1 插件排线的基本原则1.1 元件插入顺序整个PCB板需手工插入元件的插入顺序的设计应根据元件的外形尺寸和形状等,按由矮到高、由小到大的顺序编排(注:少量插入时需要特殊处理的元件(需卡入、紧固与PCB的散热片等)可以安排在前道工序插入并进行相应处理。
)1.2 工序排列时的板面分配设计元件插入工艺时,工序排列时应根据插件线的方向对PCB板面进行区段划分,根据插入工序及元件的插入数分若干区段,依区段顺序插入。
1.3 插入流向元件插入流向应根据生产线插件线的运行方向进行设计,插入顺序应逆传输带的运行方向排列。
插件线是由左向右运行,元件则应由左向右,同时由上向下插入。
1.4 元件分配1.4.1按工序分配插入元件时,应遵循以下原则:4.1.1 符合1.1条规定的元件插入顺序、板面分配、插入流向;4.1.2 对于具有不易插入元件的工序,应通过减少所插入的点数维持生产节拍的均衡;4.1.3 在同一工序内应尽量多安排额定值相同并且形状也相同的元件;4.1.4 额定值不同但形状相同的元件尽可能不要排入同一工序,以防止差错;4.1.5 在同一工序内有极性元件的持有率应为30%左右,不得超过40%,以防止差错;4.1.6 在同一工序内有极性元件的应尽可能安排同轴同向的元器件,以防止插入时极性弄错;4.1.7 因与横轴方向相比,纵轴方向元件不易插入,故在同一工序内不应集中过多的纵轴方向的元件。
1.4.2 同一工序内有极性元方向及轴向不同状况的差错率比较:4.2.1 a同轴同向:4.2.2 b同轴异向:4.2.3 c异轴异向:结论:插入时极性差错率:a <b <c2 插入作业的编制2.1 插入作业工序分配首先熟悉所插入PCB板的设计状况、所需插入元件的种类、数量、规格、在PCB板的分布以及PCB 板作业时的传输方向等。
2.2 人员的配置要根据作业者对插入作业的经验和熟练程度配置作业人员,要以提高作业效率、尽可能避免质量事故发生为原则。
插件作业指导书插件作业指导书一、生产用具、原材料生产线、元件切脚整形机、镊子、电子元件、线路板、自熄管二、准备工作1、将需整形的元件整形。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度。
四、工艺要求1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
2、二极管、三极管、电解电容、电感是有方向性,必须按PCB板上的方向进行插件。
3、无极性元件的在插件的过程中,必须保持一致性。
4、元器件不得有错插、漏插现象。
5、不同包装的三极管不得混用,发现异常元件及异常外型材料及时反馈组长,由技术部、品保部、物控部决定处理。
6、每天下班前清理工作台面,并及时把多余元器件上交组长处理。
7、完工后清理设备及岗位。
五、注意事项1、后工序员工或检验员发现漏插元器件不能擅自将元器件插入线路板,必须经组长鉴别。
2、每批次组长负责与技术部一起制作首板,以后批量制作严格按首板插件标准执行,每批制作前必须经过首检合格后方可批量投入生产。
3、杜绝元件插件不到位,漏插、插反,插错,碰脚流入下一道工序。
4、注意操作员工双手及操作工具、设备卫生,确保产品清洁浸焊、切脚、波峰焊作业指导书一、生产用具、原材料焊锡炉、排风机、空压机、夹子、刮刀、插好元器件的线路板、助焊剂、锡条、稀释剂、切脚机、斜口钳、波峰焊机。
二、准备工作1、按要求打开焊锡炉、波峰焊机的电源开关,将温度设定为255-265度(冬高夏低),加入适当锡条。
2、将助焊剂和稀释剂按工艺卡的比例要求调配好,并开起发泡机。
3、将切脚机的高度、宽度调节到相应位置,输送带的宽度及平整度与线路板相符,切脚高度为1-1.2mm,将切脚机输送带和切刀电源开关置于ON位置。
4、调整好上、下道流水线速度,打开排风设备。
5、检查待加工材料批号及相关技术要求,发现问题提前上报组长进行处理。

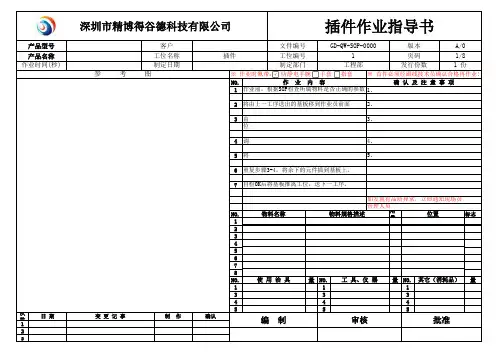
改定日期*作业前准备事项:1. 确认本工位所使用的资材和工具;2.工作台清扫干净--(随时);3.操作时必须戴防静电腕带和指套;4.将所需物料放入料盒中,料盒上要贴有料号;*作业顺序:1、插件前对照工艺检查本工位资材是否正确。
2、元器件插入PCB 相应位置的插孔中,器件管腿插到底。
(注意器件极性)3、元器件要插到位且正确,不要错装和漏装;4、料盒里元件的料号要和料盒上的料号一致,料盒中同一型号的元件全部用完 后再投入新的元件.5、元件插入时校对元器件材料编号,型号及所对应的料盒.6、料盒里的元件用完后,再次投入新的元件时需要再次确认元件是否正确.7、元件插入时,如发现不良元件,一定要放在不良料盒里,与良品分别放置8、发生异常不能自行解决,请及时通知组长、主管或技术人员9、确认PCB板投入方向是否正确,PCB投入方向要一致.10.圈点处为作业内容.11.PCB投入以整列为准不足一列的PCB放到指定地点,等作业完成后统一处理*与作业无关的物品不得带入生产线,以免影响生产或造成不必要的不良.位号数量物料盒,静电手腕,指套12345使用工具1/4W3裁1阿米尼雅士力2文件编号1决制作审核确认制定日期2010.05.174作业指导书PCB规格CD-YSL-13制品名NO 资材名材料描述规格工程名手 插 1操作顺序、方法及注意事项使 用 资 材 名820Ω电阻820Ω13V二极管13V作业前后请对比圈点处为作业内容改定日期*作业前准备事项:1. 确认本工位所使用的资材和工具;2.工作台清扫干净--(随时);3.操作时必须戴防静电腕带和指套;4.将所需物料放入料盒中,料盒上要贴有料号;*作业顺序:1、插件前对照工艺检查本工位资材是否正确。
2、元器件插入PCB 相应位置的插孔中,器件管腿插到底。
(注意器件极性)3、元器件要插到位且正确,不要错装和漏装;4、料盒里元件的料号要和料盒上的料号一致,料盒中同一型号的元件全部用完 后再投入新的元件.5、元件插入时校对元器件材料编号,型号及所对应的料盒.6、料盒里的元件用完后,再次投入新的元件时需要再次确认元件是否正确.7、元件插入时,如发现不良元件,一定要放在不良料盒里,与良品分别放置8、发生异常不能自行解决,请及时通知组长、主管或技术人员9.圈点处为作业内容.*与作业无关的物品不得带入生产线,以免影响生产或造成不必要的不良.位号数量物料盒,静电手腕,指套1234制作审核使用工具决文件编号1确认制品名阿米尼雅士力2PCB规格CD-YSL-13制定日期2010.05.174作业指导书工程名手 插 2操作顺序、方法及注意事项使 用 资 材 名裁4.7K电阻 4.7K 1/4W NO 资材名材料描述规格作业前后请对比圈点处为作业内容5.6K电阻 5.6K120K电阻20K 1/4W 11/4W 11K以下电阻JX1/4W11K5改定日期*作业前准备事项:1. 确认本工位所使用的资材和工具;2.工作台清扫干净--(随时);3.操作时必须戴防静电腕带和指套;4.将所需物料放入料盒中,料盒上要贴有料号;*作业顺序:1、插件前对照工艺检查本工位资材是否正确。
PCBA DIP手工焊接通用作业指导书1目的规范PCBA手工焊接操作,保证手工焊接质量。
2适用范围适用于指导PCBA手工有铅焊接通用操作,有特殊焊接要求的按相应工艺文件要求操作。
3作业条件3.1操作人员须经过培训合格后方可上岗作业。
烙铁须经过点检(参考《恒温焊台操作与维护规程》执行)。
3.2注意事项3.2.1文中图片与相关文字说明有出入时,以文字说明为优先。
3.2.2如果各产品对应的工艺文件中没有定义手工焊接参数,手工焊接操作时以此文件要求设置焊接温度。
4内容及流程4.1准备工作4.1.1确认烙铁是否经过点检。
4.1.2确认支架座上的清洁海绵是否湿润。
4.1.3确认是否已带好静电手环且点检合格。
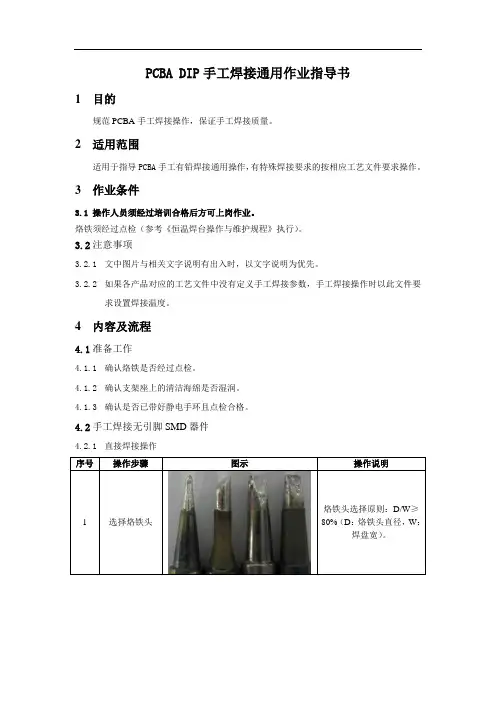
4.2手工焊接无引脚SMD器件4.2.1直接焊接操作序号操作步骤图示操作说明1 选择烙铁头烙铁头选择原则:D/W≥80%(D:烙铁头直径,W:焊盘宽)。
2 设置烙铁温度0805以下封装(含0805)的器件烙铁默认设置温度为320℃,控制范围为310~330℃;0805以上封装的器件烙铁默认温度设置为340℃,控制范围为330~350℃。
若在350℃条件下还不能进行焊接,可以更换更大功率的恒温烙铁。
3清除烙铁头氧化物烙铁与锡线接触,让锡线熔化并包裹烙铁头,然后放在清洁海绵上擦除,直到烙铁头变成银白色。
4 润湿焊盘烙铁头成大约45°角接触任一焊盘,然后把锡线放入烙铁头与焊盘接触处,焊盘润湿后移开烙铁头,接触时间≤3S。
5 元件定位用镊子夹住器件,确认方向后放在焊盘上同时用烙铁接触被焊锡润湿的焊盘,待器件无浮高无偏移后移开烙铁头,接触时间≤3S。
6 焊接烙铁头成45°角接触其他焊盘,然后把锡线放入烙铁头与焊盘接触处,大约3S移开烙铁头,同样方法对定位端进行焊接。
4.2.2维修焊接操作序号操作步骤图示操作说明1 选择烙铁头烙铁头选择原则:D/W≥80%(D:烙铁头直径,W:焊盘直径或宽)。
2 设置烙铁温度0805以下封装(含0805)的器件烙铁默认设置温度为320℃,控制范围为310~330℃;0805以上封装的器件烙铁默认温度设置为340℃,控制范围为330~350℃。
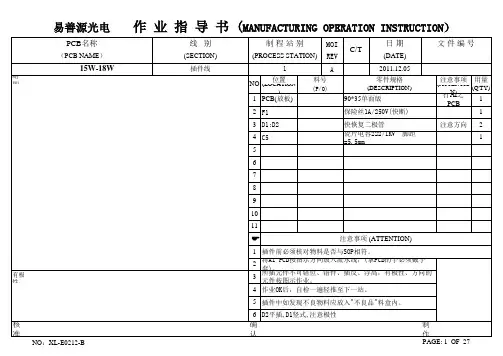
NO.11、检查物料的参数、外形。
22、检查确认上一工序已经完成。
3由物料盒内将元件取出,移到基板有对应丝印3、通过手感判别元件的是否有变形。
位的上方。
4调整元件的方向与丝印方向一致。
(如图示)4、注意有极性元件的方向方向。
5将元件插入丝印位置的孔内。
5、保证元件安装无跪脚,反向。
67NO.用量标志12345678NO.量NO.量NO.量111333444555次数物料名称物料规格描述位置客户工位名称作业时间(秒)制定日期工程部A/0插件1 份版本页码发行份数制定部门审核批准日 期变 更 记 事制 作确认使 用 治 具工 具、仪 器其它(消耗品)如发现有品质异常,立即通知现场员编 制文件编号工位编号1/8GD-QW-SOP-00001产品型号产品名称参 考 图※ 作业时佩带: 防静电手腕 手套 指套※ 首件必须经跟线技术员确认合格再作业!将由上一工序送出的基板移到作业员前面作业前,根据SOP检查所属物料是否正确的参数作 业 内 容确 认 及 注 意 事 项重复步骤3-4,将余下的元件插到基板上。
自检OK后将基板推离工位,送下一工序。
管理人员NO.11、检查物料的参数、外形。
22、检查确认上一工序已经完成。
3由物料盒内将元件取出,移到基板有对应丝印3、通过手感判别元件的是否有变形。
位的上方。
4调整元件的方向与丝印方向一致。
(如图示)4、注意有极性元件的方向方向。
5将元件插入丝印位置的孔内。
5、保证元件安装无跪脚,反向。
67NO.用量标志12345678NO.量NO.量NO.量111333444555次数1批准日 期变 更 记 事制 作确认编 制审核工 具、仪 器使 用 治 具物料名称物料规格描述位置自检OK后将基板推离工位,送下一工序。
如发现有品质异常,立即通知现场员管理人员作业前,根据SOP检查所属物料是否正确的参数将由上一工序送出的基板移到作业员前面重复步骤3-4,将余下的元件插到基板上。
1 份参 考 图※ 作业时佩带: 防静电手腕 手套 指套※ 首件必须经跟线技术员确认合格再作业!作 业 内 容确 认 及 注 意 事 项2页码2/8作业时间(秒)制定日期2011-6-3制定部门工程部发行份数产品名称工位名称插件工位编号产品型号客户版本A/0文件编号GD-QW-SOP-0000其它(消耗品)NO.11、检查物料的参数、外形。
手工插件作业指导书篇一:电路板手工插件作业指导书作业指导书1,插件组。
一、插件前,应清理作业桌面。
不准存放与作业无关东西。
二、插件前准备工作1、投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性。
2、了解新产品插件注意事项,对特殊材料对人员的职能培训。
3、组长安排好相应的坐次,安排好人员所插的电子元件。
4, 将需整形的元件整形,并摆放后,做好准备。
三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB 板中,达到样品或要求的规定的成型高度。
四、工艺要求1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件。
2、二极管、三极管、电解电容、电感是有方向性,必须按PCB板上的方向进行插件。
3、无极性元件的在插件的过程中,必须保持一致性。
4、元器件不得有错插、漏插现象。
5、不同包装的三极管不得混用,发现异常元件及异常外型材料及时反馈组长,由技术部、品保部、物控部决定处理。
6、每天下班前清理工作台面,并及时把多余元器件上交组长处理。
7、完工后清理设备及岗位。
五、注意事项1、后工序员工或检验员发现漏插元器件不能擅自将元器件插入线路板,必须经组长鉴别后,再通知前工序工把相关的元器件补齐。
2、每批次组长负责与技术部一起制作首板,以后批量制作严格按首板插件标准执行,每批制作前必须经过首检合格后方可批量投入生产。
3、杜绝元件插件不到位,漏插、插反,插错,碰脚流入下一道工序。
4、注意操作员工双手及操作工具、设备卫生,确保产品清洁。
篇二:DIP车间手工插件培训教材文件核准文件更改记录1. 目的使新员工尽快掌握手工插件工作。
2. 适用范围适用于DIP车间手工插件线的新员工。
3. 参考文件无 4. 工具和仪器无5. 术语和定义作业指导书:是由公司相关部门根据生产过程中总结的实际经验,并运用规范化的语言制定的一种公司内部的作业标准。
电容器:一种贮存电能的元件。
6. 部门职责制造部协助培训和结果考核确认7. 流程图:无 8. 教材内容:作业指导书的使用实施作业指导书的目的作业指导书将使我们明白在生产过程中应该按照什么样的方法或步骤执行我们的工作任务,提高我们的工作质量,确保我们的产品质量,对我们整个生产体系起一个支撑的作用,也就是说作业指导书是我们工作中的指南针。
手插件作业指导书
第1页
目的: 规范在生产过程中手插件操作,在此基础上合理地进行插入顺序、元件分配、人员配置等安排,并作出相应规定,以达到方便操作、提高工作效率、避免质量事故发生的目的。
适用对象: 电子车间插件拉
工艺流程: 根据产品工艺指引领取所需元件→按照工艺指引插件→插件检验→波峰焊接
插件规则: 线路板工序传送应从左到右,插件顺序应从右到左,由上到下进行,插件次序应尽量由小到大、由矮到高。
插件方法: 用手指捏住元件,将元件放进所对应的位置上,并使元件平贴线路板。
(如图1所示)
编制(日期) 审核(日期) 会签(日期)
标记处数更改文件号签字日期
手插件作业指导书
第3页工艺要求:
1.插接件插装要求整齐美观、稳固到位、无明显倾斜(倾斜度不能超于30°)、变形。
2.插件时注意极性方向和高度、水平垂直等要求,如图所示。
编制(日期) 审核(日期) 会签(日期) 标记处数更改文件号签字日期。
编制:批准:日期:日期 5.4注意作业员双手及操作工具、设备卫生,确保产品清洁。
审核:日期: 4.5插完本批次后及时清理工作台面,并及时把多余的原件退回车间管理人员或发料人员处理。
五、注意事项:
5.1每批次都要制作首件(板)给QC或者管理人员确认合格之后方可批量投入生产,批量制作严格按照首件插件标准执行;
5.2后工序或者质检人员发现漏插、插错元件不能擅自将元器件进行修正,必须经车间管理确认鉴别;
5.3杜绝元件插不到位,漏插、插反、插错流入下一到工序;
四、工艺要求:
4.1元件的整形、排列位置严格按文件规定要求,不能损伤元器件;
4.2二极管、电容点解等有方向性的原件,必须按照PCB板上的方向进行插件;
4.3无极性元件在插件过程中,必须保持一致;
4.4元件不得有错插、漏插、插反等不良现象;
3.1.1清理插件台面,不准存放与当前产品插件无关物品;
3.1.2领料时对好BOM清单,确认好数量及确认好物料的完整性及可靠性;
3.1.3将PCB板标识图或则样品及BOM清单和所用元件摆放在相应的位置;
3.1.4将PCB板导轨调整至相应的宽度;
3.2操作:按照PCB板表示图及样品或者BOM清单,把原件插入PCB板中,达到样品或者要求的规定的成型高度。
二、适用范围:适用于本公司任何产品的插件。
三、作业内容:
3.1 插件前准备。
4. 过炉时注意整板的方向。
数量型号参数备注拟制/修改1 罗龙帮PT110121作业指导书
版本:A 工位名称过炉、质量要求操作说明:
1. 将总检合格的产品轻轻的推入波峰焊的轨道内让其自动输入波峰焊。
3. 预热温度:120℃、运行速度:2.4、炉温:245℃,保持稳定。
1. 在过炉时尽量不要碰及插件面上的器件,如有发生可立即停止轨道运行,可于调整后重新开机。
1. 转入时不可以将器件撞歪。
2. 焊接锡点光滑饱满,尽量无虚焊、连焊、半焊。
2. 如果上助焊剂不均匀参照1处理。
3. 过炉时尽量不溢锡于正面。
工具名称
注意事项核对
手套。
改定日期
*作1.确2.3.4.*作1、2、3、4、 后再56、7、8、9、1011*与
位
号
数量
物料
12345
作业前后请对比圈点处为作业内容
820Ω电阻820Ω
13V二极管
13V
工程名
手 插 1
操作顺序、方法及注意事项
使 用 资 材 名使用工具
NO 资材名
材料描述规格
制定日期2010.05.17
4作业指导书
PCB规格
CD-YSL-13制品名
文件编号1决制作审核确认
裁
21/4W
31
改定日期
*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.*与
位
号
数量
物料
1
2
3
4
1/4W
1
4.7K电阻 4.7K 1/4W 作业前后请对比圈点处为作业内容
5.6K电阻 5.6K 1K以下电阻JX NO 资材名
材料描述规格
120K电阻20K 1/4W 1工程名
手 插 2
操作顺序、方法及注意事项
使 用 资 材 名
使用工具
CD-YSL-13制定日期2010.05.17
4作业指导书
确认
制品名
2PCB规格
文件编号1决裁
审核制作11/4W 1K
5
改定日期
*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9、10*与
位
号
数量
物料
1
23
作业前后请对比圈点处为作业内容
110K电阻10K 1/4w
3
4148二极管4148使 用 资 材 名使用工具
NO 资材名
材料描述规格
裁
工程名
手 插 3
操作顺序、方法及注意事项
PCB规格
CD-YSL-13制定日期2010.05.17
4作业指导书
确认
制品名
2文件编号1决制作审核10K
45
改定日期
*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.*与
位
号
数量
物料
12
8.2K电阻8.2K 1/4W NO 资材名
材料描述规格
1330Ω电阻
330
1/4w
2
工程名
手 插 4
操作顺序、方法及注意事项
使 用 资 材 名使用工具
CD-YSL-13制品名
裁
制定日期2010.05.17
4作业指导书
PCB规格
2文件编号1决制作审核确认
作业前后请对比圈点处为作业内容
345
改定日期
*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9、10*与
位号
数量
物料
1
NO 资材名材料描述规格
发光二极管有方向元亮红
2
工程名
手 插 5
操作顺序、方法及注意事项
使 用 资 材 名使用工具
CD-YSL-13制品名
裁
制定日期2010.05.17
4作业指导书
PCB规格
2文件编号1决制作确认
1
审核作业前后请对比圈点处为作业内容
43K电阻43K 1/4W
2345
改定日期
*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.*与
位
号
数量物料
使 用 资 材 名使用工具
NO 资材名
材料描述规格
裁
工程名
手 插 6
操作顺序、方法及注意事项
CD-YSL-13制定日期2010.05.17
4作业指导书
确认
制品名
2PCB规格
1
文件编号1决制作审核作业前后请对比圈点处为作业内容
C104电容
4.7K电位器 4.7K
C104
1
12345
改定日期
*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9、10*与
使 用 资 材 名使用工具
裁
工程名
手 插 7
操作顺序、方法及注意事项
制定日期2010.05.17
4作业指导书
PCB规格
CD-YSL-13审核确认
制品名
2文件编号1决制作作业前后请对比圈点处为作业内容
5
发光二极管有正负极亮红橙
红黑
位号
数量
物料
1
2
345
改定日期
*作1.确2.3.4.*作1、2、3、4、 后再5、6、7、8、9.10及时11*与
工程名
手 插 8
操作顺序、方法及注意事项
CD-YSL-13制品名
裁
制定日期2010.05.17
4作业指导书
PCB规格
2文件编号1决制作审核确认
作业前后请对比圈点处为作业内容
1线束3P
1
339N集成块339N 有方向元NO 资材名材料描述规格
黑
位号数
量
物
料
1P C
2
3
4
5更
多
免
费
资
料
下
载
请
进
:
h
t
t
p
:
/
/
w
w
w
.
5
5
t 全部元件
作业前后请对比圈点处为作业内容NO资材名材料描述规格
27
使用资材名使用工具。