最新FANUC数控车床编程
- 格式:ppt
- 大小:3.16 MB
- 文档页数:51

二、 FANUC 0i系统数控车床的编程与操作
2.1 FANUC 0i系统面板的操作
一、FANUC 0i系统面板的结构
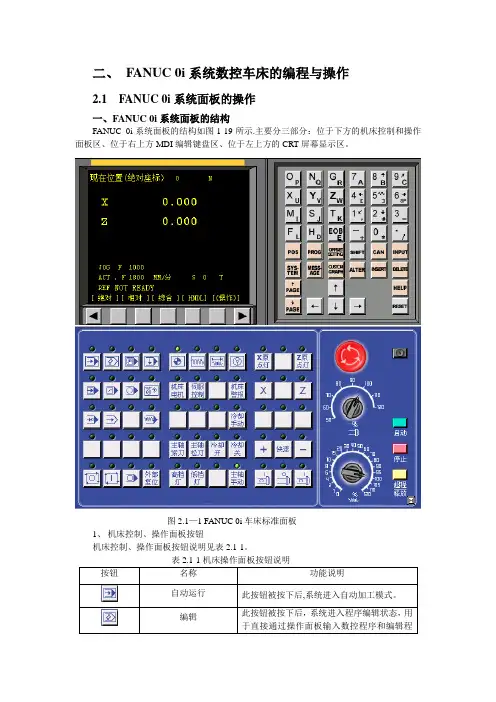
FANUC 0i系统面板的结构如图1-19所示.主要分三部分:位于下方的机床控制和操作面板区、位于右上方MDI编辑键盘区、位于左上方的CRT屏幕显示区。
图2.1—1 FANUC 0i车床标准面板
1、 机床控制、操作面板按钮
机床控制、操作面板按钮说明见表2.1-1。
表2.1-1机床操作面板按钮说明
按钮 名称 功能说明
自动运行 此按钮被按下后,系统进入自动加工模式。
编辑 此按钮被按下后,系统进入程序编辑状态,用于直接通过操作面板输入数控程序和编辑程
序。
MDI 此按钮被按下后,系统进入MDI模式,手动输入并执行指令.
远程执行 此按钮被按下后,系统进入远程执行模式即DNC模式,输入输出资料。
单节 此按钮被按下后,运行程序时每次执行一条数控指令。
单节忽略 此按钮被按下后,数控程序中的注释符号“/”有效.
选择性停止 当此按钮按下后,“M01”代码有效。
机械锁定 锁定机床。
试运行 机床进入空运行状态。
进给保持 程序运行暂停,在程序运行过程中,按下此按钮运行暂停。按“循环启动”恢复运行。
循环启动 程序运行开始;系统处于“自动运行”或“MDI”位置时按下有效,其余模式下使用无效。
循环停止 程序运行停止,在数控程序运行中,按下此按钮停止程序运行。
回原点 机床处于回零模式;机床必须首先执行回零操作,然后才可以运行。
手动 机床处于手动模式,可以手动连续移动。
手动脉冲 机床处于手轮控制模式。
手动脉冲 机床处于手轮控制模式。
X轴选择按钮 在手动状态下,按下该按钮则机床移动X轴。
Z轴选择按钮 在手动状态下,按下该按钮则机床移动Z轴。
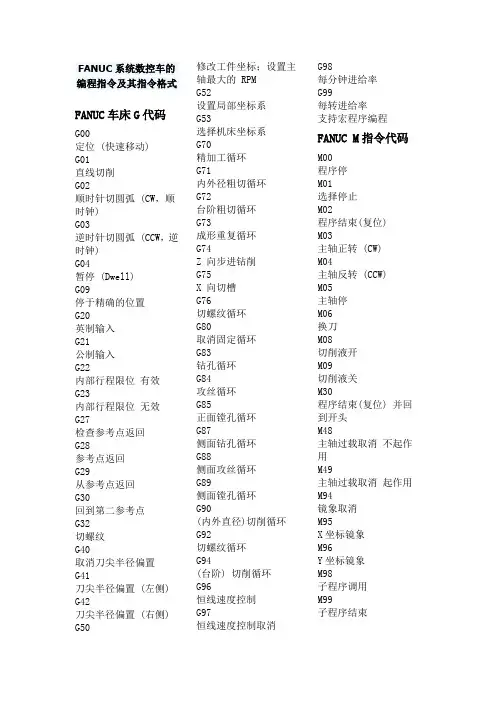
FANUC系统数控车的编程指令及其指令格式
FANUC车床G代码
G00
定位 (快速移动)
G01
直线切削
G02
顺时针切圆弧 (CW,顺时钟)
G03
逆时针切圆弧 (CCW,逆时钟)
G04
暂停 (Dwell)
G09
停于精确的位置
G20
英制输入
G21
公制输入
G22
内部行程限位 有效
G23
内部行程限位 无效
G27
检查参考点返回
G28
参考点返回
G29
从参考点返回
G30
回到第二参考点
G32
切螺纹
G40
取消刀尖半径偏置
G41
刀尖半径偏置 (左侧)
G42
刀尖半径偏置 (右侧)
G50 修改工件坐标;设置主轴最大的 RPM
G52
设置局部坐标系
G53
选择机床坐标系
G70
精加工循环
G71
内外径粗切循环
G72
台阶粗切循环
G73
成形重复循环
G74
Z 向步进钻削
G75
X 向切槽
G76
切螺纹循环
G80
取消固定循环
G83
钻孔循环
G84
攻丝循环
G85
正面镗孔循环
G87
侧面钻孔循环
G88
侧面攻丝循环
G89
侧面镗孔循环
G90
(内外直径)切削循环
G92
切螺纹循环
G94
(台阶) 切削循环
G96
恒线速度控制
G97
恒线速度控制取消 G98
每分钟进给率
G99
每转进给率
支持宏程序编程
FANUC M指令代码
M00
程序停
M01
选择停止
M02
程序结束(复位)
M03
主轴正转 (CW)
M04
主轴反转 (CCW)
M05
主轴停
M06
换刀
M08
切削液开
M09
切削液关
M30
程序结束(复位) 并回到开头
M48
主轴过载取消 不起作用
M49
主轴过载取消 起作用
M94

————————————————————————————————————-————————————FANUC数控机床简易教程
一般代一般代码以及含义码以及含义
G机床动作
M辅助命令,机床辅助动作。如冷却油开关等。
S主轴转速
F进给分为分进给和转进给。
M代代码的含义
M00程序暂停
M01选择停,机床上同时操作才有效。
M02程序结束。
M03主轴正转。一般和“S”一起使用。
例:M03S500;
M04主轴反转。通常情况下没有使用。
M05主轴停止。经常和M00一起使用。
例:M00;
M05;---通常在加工过程中测量尺寸使用。
M08冷却液开
M09
冷却液关
M11液压主轴紧
M12液压主轴松
M28返回原点
例:M28U0W0;---快速返回参考点
M30程序结束并返回程序起点。
G代码的含义
G00快速定位。“F”指令对G00无效。
G00X(U)_Z(W)_;
例P1→P2【图1】
N10G00X50.0Z3.0;
※G00移动时禁止碰到工件。【图1】
G01直线进给切削
G01X(U)_Z(W)_F_;
例A→B→C【图2】
※绝对坐标程序:
N10G00X50.0Z-75.0F0.2;A→B
N20 X100.0;B→C
※增量坐标程序:
N10G00U0.0W-75.0F0.2;A→B
N20 U50.0;B→C
※模态指令,相同加工方式可以记忆。
【图2】
-1-————————————————————————————————————-————————————FANUC数控机床简易教程
G02圆弧插补顺时针
G03圆弧插补逆时针
G02(G03)X(U)_Z(W)_R_F_;
G02(G03)X(U)_Z(W)_I_K_F_;
X、Z---指定的终点
U、W---起点与终点之间的距离
I---圆弧起点到圆心之X轴的距离180°以内用正值K---圆弧起点到圆心之Z轴的距离180°以上用负值
R---圆弧半径(最大180°)※R不能表示整圆R
【图3】圆弧方向根据坐标系不同而改变,判定方法如下【图4】:
2011年第3期 (总第47期) 西安铁路职业技术学院学报 Journal of Xi hn Railway Vocational&Technical Institute No.3,2011 SeriaI No.47
基于FANUC系统的数控车床零件编程分析
张秀红
(西安铁路职业技术学院陕西西安 710014)
摘要:FANUC系统的数控车床为用户提供了多种车削循环指令,每种循环指令都有各自的车削特性和适用场 合。本文结合实际加工经验,针对轴径单调变化和轴径非单调变化这两类典型零件,举例分析了循环指令的选择、 工艺分析和程序编制等方面的方法和技巧。 关键词:FANUC;数控;车床;编程 中图分类号:TP391 文献标志码:A 文章编号:94042一(2011)03—0028—03
Analysis of Part
Programming for NC Lathe Based on FANUC System
Zhang Xiu——hong
(Xihn Railway Vocational&Technical Institute)
Abstract:NC lathe of FANU Csystem provides users with a number of cycling instructions,which have their own
turning and applying occasions.The methods and skills in works are introduced in this paper,including selection of
cycling instructions,process analysis and about shaft pans with diameter change monotonously and.
Key words:FANUC;NC;Lathe;Programming;