模具绩效考核表
- 格式:doc
- 大小:145.50 KB
- 文档页数:7
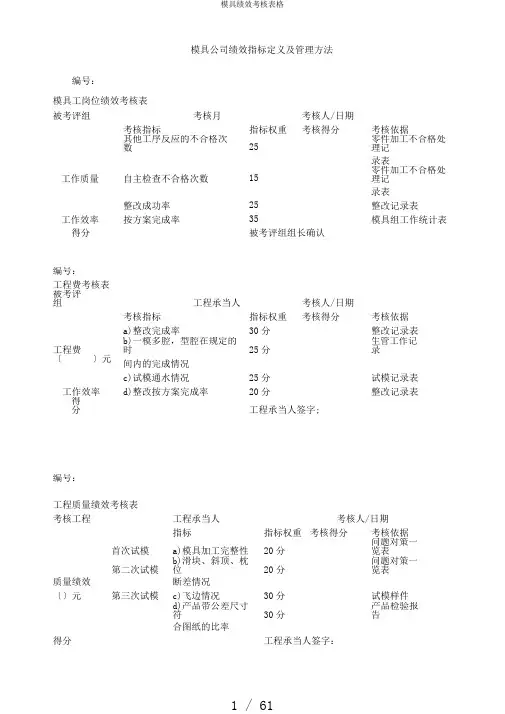
模具公司绩效指标定义及管理办法
编号:
模具工岗位绩效考核表
被考评组 考核月 考核人/日期
考核指标 指标权重 考核得分 考核依据
工作质量 其他工序反馈的不合格次数 25 零件加工不合格处理记录表
自主检查不合格次数 15 零件加工不合格处理记录表
整改成功率 25 整改记录表
工作效率 按计划完成率 35 模具组工作统计表
得分 被考评组组长确认
编号:
项目费考核表
被考评组 项目承担人 考核人/日期
考核指标 指标权重 考核得分 考核依据
项目费( )元 a)整改完成率 30分 整改记录表
b)一模多腔,型腔在规定的时间内的完成情况 25分 生管工作记录
c)试模通水情况 25分 试模记录表
工作效率 d)整改按计划完成率 20分 整改记录表
得分 项目承担人签字;
编号:
项目质量绩效考核表
考核项目 项目承担人 考核人/日期
指标 指标权重 考核得分 考核依据
质量绩效
( )元 首次试模 a)模具加工完整性 20分 问题对策一览表
第二次试模 b)滑块、斜顶、枕位断差情况 20分 问题对策一览表
第三次试模 c)飞边情况 30分 试模样件
d)产品带公差尺寸符合图纸的比率 30分 产品检验报告
得分 项目承担人签字:
考核指标定义及操作方法
编号:
指标定义 其他工序反馈的不合格次数
指标名称 其他工序反馈的与本工序有关的零件加工不合格处理记录表单数
计算公式
数据采集 模具品管
数据来源 零件加工不合格处理记录表
数据核对 生管
统计周期 每月一次
统计方式 数据和趋势图
操作说明 考核得分:每张不合格表单反馈者加2分,被反馈者扣2分,扣完为止。
编号:
指标定义 自主检查不合格次数
指标名称 自主检验时发现的不合格,从而填写的零件加工不合格处理记录表单数
计算公式
数据采集 模具品管
数据来源 零件加工不合格处理记录表
数据核对 生管
统计周期 每月一次
统计方式 数据和趋势图
操作说明 考核得分:每张不合格表单扣1分,扣完为止。
编号:
指标定义 整改成功率
指标名称 要求整改项目数与整改总次数的比值
计算公式 整改成功率=要求整改项目数÷整改总次数×100﹪
数据采集 生管
数据来源 整改记录表
数据核对 部长
统计周期 每月一次
统计方式 数据和趋势图
操作说明 考核得分=指标权重×(整改成功率+15%)
编号:
指标定义 按计划完成率
指标名称 按计划完成任务数量与任务总数量的比值
计算公式 按计划完成率率=按计划完成任务数量÷任务总数量×100﹪
数据采集 生管
数据来源 模具组工作任务统计表
数据核对 部长
统计周期 每月一次
统计方式 数据和趋势图
操作说明 考核得分=指标权重×按计划完成率
项目考核指标
编号:
指标定义 整改完成率v
指标名称 已整改完成的项目数与要求整改的项目数的比值
计算公式 V=已整改完成的项目数÷要求整改项目数×100﹪
数据采集 生管
数据来源 整改记录表
数据核对 部长
统计周期 每一项目
统计方式 数据和趋势图
操作说明 考核得分=指标权重×完成率
编号:
指标定义 一模多腔,型腔在规定的时间内的完成情况。
指标名称
计算公式
数据采集 生管
数据来源 生管工作记录
数据核对 部长
统计周期 每一项目
统计方式 生管工作记录
操作说明 如在规定时间之内完成全部型腔制作得满分,在规定时间内没有完成,每拖一天扣2分,扣完为止。
编号:
指标定义 试模通水情况
指标名称
计算公式
数据采集 生管
数据来源 试模记录
数据核对 部长
统计周期 每一项目次
统计方式 数据
操作说明 如在规定时间之内完成试模通水得满分,在规定时间内没有完成,每拖一次扣5分,扣完为止。
编号:
指标定义 整改按计划完成率v
指标名称 指达成交期整改任务数量与整改任务数量的比值
计算公式 V=达成交期整改任务数量÷整改任务总数量×100﹪
数据采集 生管
数据来源 项目整改任务统计表
数据核对 部长
统计周期 每一项目
统计方式 数据
操作说明 考核得分=指标权重×完成率
项目质量绩效考核指标
编号:
指标定义 模具加工完整性
指标名称 模具按模具图加工的完整程度
计算公式 V=达成交期整改任务数量÷整改任务总数量×100﹪
数据采集 生管
数据来源 问题对策一览表
数据核对 部长
统计周期 每一项目
统计方式 数据
操作说明 每发现一处漏加工,扣2分
编号:
指标定义 滑块、斜顶、枕位段差情况
指标名称 首次试模产品在滑块、斜顶、枕位处的段差情况
计算公式 V=达成交期整改任务数量÷整改任务总数量×100﹪
数据采集 生管
数据来源 问题对策一览表
数据核对 部长
统计周期 每一项目
统计方式 数据
操作说明 段差在0.15mm以内得满分,在0.15---0.20以内得12分,在0.20以上得10分
编号:
指标定义 飞边情况
指标名称 产品飞边控制情况
计算公式 V=达成交期整改任务数量÷整改任务总数量×100﹪
数据采集 生管
数据来源 试模样件
数据核对 部长
统计周期 每一项目
统计方式 生管工作记录
操作说明 (模具工挑选啤件,生管挑选最差的一腔,)无飞边加5分,有一处飞边得基本分,有2处飞边扣2分,有3出飞边扣5分,有3处以上扣10分
编号:
指标定义 带公差尺寸符合产品图纸的比率v
指标名称 经检验符合产品图纸的带公差尺寸数量与带公差尺寸总数量的比值。
计算公式 V=符合产品图纸的关键尺寸数量÷带公差尺寸总数量×100﹪
数据采集 生管
数据来源 产品检验报告
数据核对 部长
统计周期 每一项目
统计方式 数据、趋势图
操作说明 考核的分=指标权重×比率
编号:
模具工(机动组)考核表
被考评组 考核月 考核人
考核指标 指标权重 考核得分 考核依据
工作质量 整改成功率 40 整改记录表
工作效率 按计划完成率 30 工作统计表
工作量 产能比 30
得分 机动组组长确认
机动组考核指标定义及操作方法
编号:
指标定义 整改成功率
指标名称 要求整改项目数与整改总次数的比值
计算公式 整改成功率=要求整改项目数÷整改总次数×100﹪
数据采集 生管
数据来源 整改记录表
数据核对 部长
统计周期 每月一次
统计方式 数据、趋势图
操作说明 考核的分=指标权重×(整改成功率+15%)
编号:
指标定义 按计划完成率
指标名称 按计划完成任务数量与任务总数量的比值
计算公式 按计划完成率率=按计划完成任务数量÷任务总数量×100﹪
数据采集 生管
数据来源 模具组工作任务统计表
数据核对 部长
统计周期 每月一次
统计方式 数据和趋势图
操作说明 考核得分=指标权重×按计划完成率