FANUC机器人操作指南
- 格式:docx
- 大小:224.99 KB
- 文档页数:19
FANUC机器人操作指南
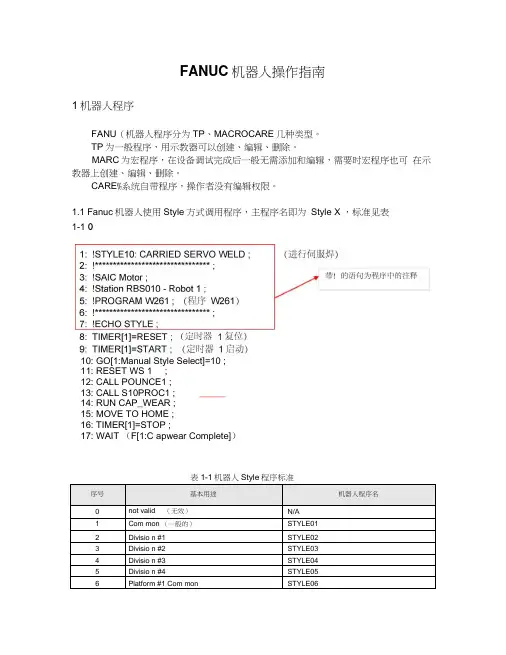
1机器人程序
FANU(机器人程序分为TP、MACROCARE几种类型。
TP为一般程序,用示教器可以创建、编辑、删除。
MARC为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可 在示教器上创建、编辑、删除。
CARE%系统自带程序,操作者没有编辑权限。
1.1 Fanuc机器人使用Style方式调用程序,主程序名即为 Style X ,标准见表
1-1 0
10: GO[1:Manual Style Select]=10 ;
11: RESET WS 1 ;
12: CALL POUNCE1 ;
13: CALL S10PROC1 ; _____
14: RUN CAP_WEAR ;
15: MOVE TO HOME ;
16: TIMER[1]=STOP ;
17: WAIT (F[1:C apwear Complete])
表1-1机器人Style程序标准
序号 基本用途 机器人程序名
0 not valid (无效) N/A
1 Com mon (—般的) STYLE01
2 Divisio n #1 STYLE02
3 Divisio n #2 STYLE03
4 Divisio n #3 STYLE04
5 Divisio n #4 STYLE05
6 Platform #1 Com mon STYLE06 7 Platform #1 Divisio n #1 STYLE07
8 Platform #1 Divisio n #2 STYLE08
9 Platform #1 Divisio n #3 STYLE09
10 Platform #1 Divisio n #4 STYLE10
11 Platform #2 Com mon STYLE11
12 Platform #2 Divisio n #1 STYLE12
13 Platform #2 Divisio n #2 STYLE13
14 Platform #2 Divisio n #3 STYLE14
15 Platform #2 Divisio n #4 STYLE15
16 Platform #3 Com mon STYLE16
17 Platform #3 Divisio n #1 STYLE17
18 Platform #3 Divisio n #2 STYLE18
19 Platform #3 Divisio n #3 STYLE19
20 Platform #4 Divisio n #4 STYLE20
21 Platform #4 Com mon STYLE21
22 Platform #4 Divisio n #1 STYLE22
23 Platform #4 Divisio n #2 STYLE23
24 Platform #4 Divisio n #3 STYLE24
25 Platform #4 Divisio n #4 STYLE25
26 Tool Change STYLE26
27 Cap Change STYLE27
28 Tip Alig n STYLE28
29 Process 1 Tip Maintenance STYLE29
30 Process 2 Tip Maintenance STYLE30
31 Repair STYLE31
1.2 焊接子程序S(X)PROC(X命名,女口 S10PROC1其中S10代表被STYLE1C调
用,PROC即为焊接PROCESS
I ******************************** ・
・ J
!STYLE10: PROCESS1 ;(车型 10:焊接程序 1)
I ******************************** ・
・ J
!SAIC Motor ; (上海汽车集团)
!Station RBS010 Robot 1 ; (工位 RBS01C机器人 1)
!PROGRAM W261 ;(程序 W261)
I ******************************** ・
8: !BEGIN PROCESS - PATH SEGMENT ;
9: SET SEGMENT(50);
10: UTOOL_NUM=1 ;
11: UFRAME_NUM=0 ;
12: PAYLOAD[1];
13:J P[1] 100% CNT100
14:J P[2] 100% CNT100 ;
15:J P[3] 100% CNT100 ; 1
2
3
4
5
6
7 焊点号,将机器人光标移到P[X]上,点击
ENTER键即可编辑。 16:J P[4] 100% CNT50 ;
17:J P[5] 100% CNT50 ;
18:L P[6:w261bs1115] 2000mm/sec FINE
:SP0T[SD=10,P=2,S=2,ED=10] 19:J
P[7] 100% CNT50 ;
87:L P[72:w261bs1245] 2000mm/sec FINE
:SPOT[SD=10,P=1,S=1,ED=10];
88:J P[73] 100% CNT80 ;
89:J P[74] 100% CNT100 ;
90:J P[75] 100% CNT100 ;
91:J P[76] 100% CNT100 ;
92:J P[77] 100% CNT100 ;
93: !END PROCESS - PATH SEGMENT ;
94: SET SEGMENT(63);
SEGMENTX)为机器人路径代码,其标准见表 1-2.
表1-2机器人SEGMEN标准
SEGMENT 用途
0 Unknown
1 Pounce
2 Home to Repair
3 Repair to Home
4 Process1 Tip Dress/Purge
5 Process 2 Tip Dress/Purge
6 Cap Change
7 Spare
8 Spare
9 Spare
10-13 Pick 1 Path Segme nts
14-17 Pick 2 Path Segme nts
18-21 Pick 3 Path Segme nts
22-25 Pick 4 Path Segme nts
26-29 Pick 5 Path Segme nts
30-33 Drop 1 Path Segme nts
34-37 Drop 2 Path Segme nts
焊接指令,SD指焊枪焊接开始前电极帽 距板材距离,ED指焊接完成时电极帽打 开距板材距离;P指压力号;S指焊接程 序号。
38-41 Drop 3 Path Segme nts
42-45 Drop 4 Path Segme nts
46-49 Drop 5 Path Segme nts
50-54 Process 1 Path Segme nts
55-59 Process 2 Path Segme nts
60-61 Spare
62 Tool Clear
63 All Clear
1.3 POUNCE为焊接准备位置,一般所有车型共用一个 POUNC如卩果焊接子程序的开 始位置相差较大则可以分开设定(例如RBS01(两个工装位于机器人两侧,设定了两 个POUNCE) POUNC位置设定一般满足以下几个条件:
A .机器人到POUNC位置时不与任何工装运动干涉,即在工装运动时机器人可 以提前到POUNC位置,待工装运动完成机器人开始执行 PROCESS序。
B .为保证机器人能直接从 POUNC返回HOMJEPOUNC位置一般只有一点,即
HOM到POUNC没有中间轨迹。
1: I ************************* ・ ・ J
2: ! PATH FROM HOME TO POUNCE ;
3: \************************* ・
・ J
4: PAYLOAD[1];
5: UFRAME_NUM=0 ;
6: UTOOL_NUM=0 ; _________________________________
►
7: SET SEGMENT。);
8:J P[1] 100% FINE ;
9: AT POUNCE ; 共用一个 POUNCE 时,UTOOL_NUM
必须为0.
1.4 CAP_WEAR为机器人电极帽补偿程序。
机器人在焊接过程中电极帽会有损耗,导致零位不准,所以在焊接完成后伺服
枪会执行电极帽补偿程序,将零位作适当偏移,保证零位的准确。 CAP_WEAR为
机器人自带程序,无需编辑。
1.5 MOV_HOME为机器人返回HOME程序,程序中直接使用位置寄存器 PR[],机 器人HOME位置设定好后即可使用,无需在程序中编辑。
1: I ********************************
2: !MACRO MOVE TO HOME
3: I********************************
4:;
5: ! MOVING TO HOME POSITION ;
6: ! ------------------------------- ;
7: CALL GET_HOME ;
8:J PR[1:HOME ] 100% FINE ;