铝合参考资料金硬质阳极氧化槽液分析
- 格式:doc
- 大小:16.01 KB
- 文档页数:2
1、目的:铝及铝合金在大气中会与氧生成氧化膜,由于这种自然氧化膜极薄,耐蚀能力很低,故远不能满足工业上应用的需要。
为了提高铝及铝合金的防护性、装饰性和其他功能性,大多数情况下可以采取阳极氧化处理。
铝及铝合金阳极氧化液有酸性液、碱性液和非水液等三大类。
通常采用酸性液。
它可分为硫酸、铬酸、磷酸等无机酸体系,草酸、氨磺酸、丙二酸、磺基水杨酸等有机酸体系,以及无机酸加有机酸的混合酸体系。
溶液对铝的溶解能力应适当,盐酸的腐蚀性太强,不能用于铝阳极氧化;硼酸和硼酸铵的溶解能力太弱,除特殊应用外,一般情况也不适宜。
工业生产中主要采用硫酸法、铬酸法、草酸法和混合酸法,其中硫酸法应用最为广泛。
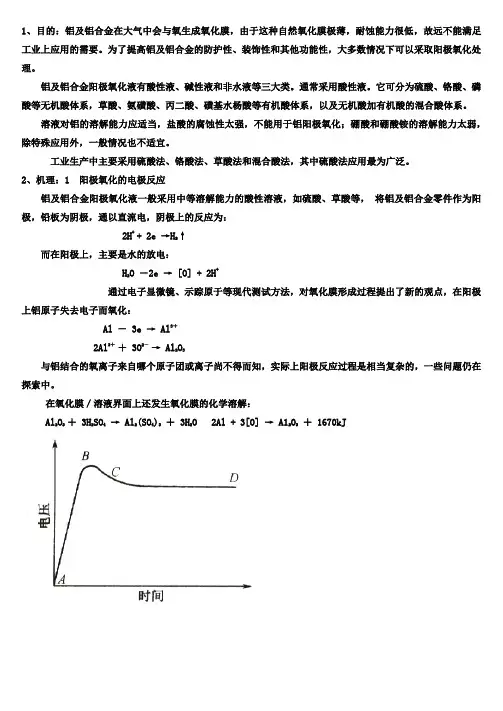
2、机理:1 阳极氧化的电极反应铝及铝合金阳极氧化液一般采用中等溶解能力的酸性溶液,如硫酸、草酸等,将铝及铝合金零件作为阳极,铅板为阴极,通以直流电,阴极上的反应为:2H+ + 2e →H2↑而在阳极上,主要是水的放电:H2O -2e → [O] + 2H+通过电子显微镜、示踪原于等现代测试方法,对氧化膜形成过程提出了新的观点,在阳极上铝原子失去电子而氧化:Al -3e → Al3+2Al3++ 3O2-→ Al2O3与铝结合的氧离子来自哪个原子团或离子尚不得而知,实际上阳极反应过程是相当复杂的,一些问题仍在探索中。
在氧化膜/溶液界面上还发生氧化膜的化学溶解:Al2O3 + 3H2SO4→ Al2(SO4)3+ 3H2O 2Al + 3[O] → A12O3+ 1670kJAB段阻挡层形成通电开始的几秒至十几秒时间内,电压随时间急剧增加到最大值,称为临界电压或形成电压。
说明在阳极上形成了连续的、无孔的薄膜层,具有较高的电阻,称为阻挡层。
随着膜层加厚,电阻增大,引起槽电压急剧地呈直线上升,阻挡层的出现阻碍了膜层的继续加厚。
阻挡层的厚度与形成电压成正比,形成电压越高,阻挡层越厚;而与氧化膜在溶液中的溶解速度成反比。
在普通硫酸阳极氧化时采用13V—18V槽电压,则阻挡层厚度约为0.01μm~0.015μm。
袁海兵等 铝合金硬质阳极氧化工艺的研究铝合金硬质阳极氧化工艺的研究袁海兵,黄承亚,谢刚(华南理工大学材料科学与工程学院,广东广州510640) [摘 要] 为了研究阳极氧化工艺条件对硬质氧化膜的厚度、耐蚀性、表面形貌的影响。
利用正交试验优化了铝合金硬质阳极氧化的工艺条件,采用扫描电镜(SE M )观察了硬质阳极氧化膜的表观形貌,并探讨了槽液温度和硫酸浓度对氧化膜耐腐蚀性的影响。
结果表明:有利于硬质阳极氧化膜厚度增加的最佳工艺条件为:硫酸浓度150g /L ,电流密度3.5A /d m 2,氧化时间180m in ,槽液温度-5~0℃;SE M 照片表明:硫酸浓度增加,氧化膜的孔径增大,孔隙率增加。
[关键词] 铝合金;硬质阳极氧化;正交试验;耐腐蚀性[中图分类号]TG 174.451[文献标识码]A[文章编号]1001-3660(2007)05-0046-02Study on H ard Anodic O x i d ation Process for A l u m i nu m A ll oyYUAN Ha i -bing ,HUANG Cheng -ya ,XI E Gang(Co llege ofM aterials Science and Eng i n ee ring ,Sou t h Ch i n a Unive rsity ofScience and Techno l o gy ,Guangzhou 510640,C hina )[Abstract ] The effects of anodic ox i d ation process on t h ickness ,corr o sion resistance and su rface m orpho l o gy o f har d ox i d ation fil m w ere studied .A lu m inum a ll o y hard anodizing pr ocessw as op ti m ized w ith ort h ogonal expe ri m ents .The surface mo r phologies of anod ic oxidati o n fil m w ere studied by SE M.The effects of anod izing te m pera t u re and su lfuric acid concentr a tion on corr osi o n r esisting w ere tested .The results sho w t h at t h e op ti m ized process which is in favo r of increas -ing hard anodic oxidati o n fil m t h ickne ss is as fo ll o w s :su lfuric acid concentrati o n o f 150g /L ,curren t density of 3.5A /dm 2,anodizing ti m e of 180m i n ,anodizi n g te m perature o f ‐5~0℃.The SE M pho tog r aphs sho w tha t the apert u re and the ho l e ra tio o f fil m s w ill en l a r ge w ith the incr ease m ent o f t h e sulf u ric acid concen tration.[K ey w ords ] A l u m inum alloy ;H a r d anodic ox i d ation ;O rt h ogonal test ;Co rr o sion resistance0 引 言[收稿日期]2007-06-26[作者简介]袁海兵(1979-),男,湖北襄樊人,硕士,从事铝合金硬质氧化及摩擦学表面处理研究。
铝合金硬质阳极氧化膜性能探讨铝合金在日常生活中极其常见,它的密度仅为2.702 ,因为其材质轻盈,强度高,价格低等优异性能,被广泛应用在汽车、航空、船舶、农业、电器、家具等各个领域中[1,2]。
在海洋复杂环境中,铝合金表面极易腐蚀,从而破坏铝基表面,造成结构受损[3]。
因此,通常把铝合金材料进行硬质阳极氧化处理,使其表面获得一层致密的硬质氧化膜,保护铝壳体在苛刻的海洋环境中使用[4-7]。
但在实际应用中,铝合金壳体硬质阳极氧化过程中经常会出现氧化过度或者氧化不够充分,从而影响铝壳体的性能,因此有必要探讨硬质阳极氧化的工艺。
常见铝合金的硬质阳极氧化方法有铬酸阳极氧化、草酸阳极化、磷酸阳极氧化、硼硫酸阳极氧化、硫酸阳极氧化等[8,9]。
本试验采用6061 铝合金作为研究载体,选用硫酸硬质阳极氧化工艺,研究在不同氧化条件下的耐腐蚀性能,以及表面的孔隙分布情况,最后确定最佳氧化工艺条件。
铝合金阳极氧化膜形成过程如下:电解液中发生水解反应。
1 试验材料与方法使用6061 铝合金板材,铝合金的化学成分如表1 所示。
取6061 铝合金材料样品3 块,分别标记成样品a、样品b、样品c,然后将样品都加工成40mm×40mm×2mm,将各样品表面进行抛光、油渍清洗、去离子水清洗处理。
采用直流电源恒流模式,以硫酸作为电解质,在硫酸电解液中进行硬质阳极氧化:电解液中电流大小为3.8A,温度均为室温;硫酸浓度为1mol/L,氧化时间分别为35 、45 、55min。
然后将硬质阳极氧化后的试样依次置于无水乙醇和去离子水中清洗15min,烘干。
采用JSM-7800F扫描电镜(SEM)分别观察6061 铝合金氧化膜的表面形貌结构分布。
然后采用维氏硬度测量仪分别测试试样表面的硬度大小。
再将样品进行耐腐蚀试验,比较样品的抗腐蚀性能。
最后得到三种铝合金样品的最佳硬质阳极氧化工艺处理条件。
2 结果与讨论分析2.1 硬度与耐腐蚀性分析采用维氏硬度测量仪依次在试样表面不同地方测量多个点,制备的硬质阳极氧化层硬度如表2 所示。
铝合金表面阳极氧化工艺废水的分析褚进(杭州杭氧股份有限公司,浙江杭州311305)摘要:对工业废水的处理进行过程当中,铝合金表面阳极发生氧化会对工艺的废水处理问题造成严重的影响。
工艺生产当中的废水能够对我国的环境造成严重的污染,如果不对这些废水进行有效的处理,就将对我国的生态环境造成重要的损害。
为了工业废水当中的物质进行详细的分析,提出针对性的解决措施。
关键词:铝合金表面;阳极氧化;工艺废水;分析Metallurgy and materials作者简介:褚进(1985-),辽宁新民人,硕士,工程师,主要研究方向:金属材料化学分析、气体分析、废水化学成分分析。
铝合金表面阳极氧化工艺发展过程当中,每个铝型材生产企业生产的目的就是能够解决生产废水的排放问题,减少废水当中排放所需要的化学物质成分,从根本上减少了生产的投入。
我国的水资源比较匮乏,铝合金表面阳极氧化的工作显得十分重要。
对生产废水的问题进行有效的解决已经成为了目前国家最主要的环境解决的问题,对水污染进行有效的控制,能够促进我国环境保护的健康发展。
1阳极氧化工业废水主要来源工艺废水发生阳极氧化,首先要对废水的来源进行主要的分析和确定。
铝合金表面阳极氧化的顺序和所需要的化学辅料具有一定的多样性,需要对其进行主要的分析和研究。
每一项工作顺序完成之后都要设立到溢流对其进行水洗,这样就不可避免地将工艺槽液当中残留的化学物质带到溢流水槽当中的外排系统当中,曹晔在发展和应用过程当中会变得更加老化,严重达到一定的浓度就会对氧化膜造成严重的损害。
所以在应用的过程当中,要不定期的将原液倒出将其废弃,这样就可以看出工艺废水的主要来源就是水洗溢流水和废弃原槽液。
2减少废水排放量和污染物的主要措施2.1关于减少废水排放量方面要想从根本上降低废水的排放量,就需要对溢流水洗槽的水量进行一定的降低。
文中主要使用的方法就是串联溢流水洗槽的做法,按照一定的方法和顺序对每个水洗槽当中的一流水进行串联,这样的形式不仅能够将溢流水当中的水量进行一定的节约,还能够从根本上降低铝型材制阳极氧化的资本投入,还能够减少废水的排放量,从而满足具体的分析要求。

为什么有些铝材可以阳极氧化着色有些铝材不可以阳极氧化着色?一、阳极氧化的原理阳极氧化处理是利用电化学的方法,在适当的电解液中,以合金零件为阳极,不锈钢、铬、或导电性电解液本身为阴极,在一定电压电流等条件下,使阳极发生氧化,从而使工件表面获得阳极氧化膜的过程。
按其电解液的种类及膜层性质可分为硫酸(可以着色)、铬酸、(不需着色)、混酸、硬质(不能着色)和瓷质阳极氧化;根据各种阳极氧化膜的染色性能,只有硫酸阳极氧化获得的氧化膜最适宜染色;其他如草酸、瓷质阳极氧化膜(微弧氧化)虽能上色,但干扰色严重;铬酸阳极氧化膜或硬质氧化膜均不能上色;综合所述,要达到阳极氧化上色的目的,仅有硫酸阳极氧化可行。
二、硫酸阳极氧化对铝合金材质的限制1、合金元素的存在会使氧化膜质量下降,同样条件下,在纯铝上获得的氧化膜最厚,硬度最高,抗蚀性最佳,均匀度最好。
铝合金材料,要想获得好的氧化效果,要确保铝的含量,通常情况下,以不低于95%为佳。
2、在合金中,铜会使氧化膜泛红色,破坏电解液质量,增加氧化缺陷;硅会使氧化膜变灰,特别是当含量超过4.5%时,影响更明显;铁因本身特点,在阳极氧化后会以黑色斑点的形式存在。
三、铝合金基础知识工业中使用的铝合金有两大类,即变形铝合金和铸造铝合金。
1、变形铝合金不同牌号的变形铝合金具有不同的成分、热处理工艺和相应的加工形态,因此它们分别具有不同的阳极氧化特性。
按照铝合金系,从强度最低1xxx系纯铝到强度最高7xxx系铝锌镁合金。
1xxx系铝合金又称“纯铝”,一般不用于硬质阳极氧化。
但在光亮阳极氧化和保护性阳极氧化具有很好的特性。
2xxx系铝合金又称“铝铜镁合金”,由于合金中的Al-Cu金属间化合物在阳极氧化时易溶解,因此难以生成致密的阳极氧化膜,在保护性阳极氧化时,其耐腐蚀性更差,因此此系列的铝合金不易阳极氧化。
3xxx系铝合金又称“铝锰合金”,不会使阳极氧化膜的耐腐蚀性下降,但是由于Al-M n金属间化合物质点,会使阳极氧化膜呈现灰色或灰褐色。
铝合金型材氧化槽液成份分析工艺规程1 目的范围本文规定了铝合金形材阳极氧化槽液分析的要求,以确保形材的质量。
本文适用于铝合金阳极氧化各种槽液成份的分析。
2工作工序分析方法:参见氧化槽液的分析。
a)氟化钾:固体 b)酚酞指示剂:1% c)盐酸标准溶液:1N2.2.2碱蚀槽液游离氢氧化钠和铝离子的分析a)分析步骤移取碱蚀槽液2mL于250mL锥形瓶中,加50mL纯水,滴加2-3滴酚酞指示剂,用1N 盐酸标准溶液滴至溶液由红色变为无色,即为第一终点。
读取消耗盐酸标液的毫升数V1。
向上述试液中,加入3g氟化钾,摇动使其溶解,此时溶液应为红色,继续用1N的盐酸滴定至溶液红色消退。
此时可再加少许氟化钾验证,似为无色则为第二终点。
(若呈红色继续滴定至无色为止)。
读取消耗盐酸标准溶液的毫升数V2。
b)计算游离 NaOH(g/L)=20×(V1-V2/3)×N HClAl3+(g/L)=4.5×V2×N HCl2.3中和槽液的分析分析方法:参见氧化槽液分析2.4 氧化槽液的分析2.4.1试剂a)氟化钾:20% b)酚酞指示剂1% c)氢氧化钠标准溶液:1N2.4.2氧化槽液中游离硫酸的分析a)分析步骤移取5mL氧化槽液于250mL锥形瓶中,加50mL纯水,摇匀。
加20%氟化钾溶液10-15mL,滴加3-4滴酚酞指示剂,用1N氢氧化钠标准溶液滴定至无色变为粉红色为终点。
读取消耗氢氧化钠标准溶液的毫升数V1。
b)计算游离H2SO4=9.8×V1×N naOH2.4.3总酸浓度的分析a)分析步骤移取5mL氧化槽液于250mL锥形瓶中,加50mL纯水,滴加3-4滴酚酞指示剂,用1N 氢氧化钠标准溶液滴定至试液由无色变为粉红色,且30秒不褪色为终点。
读取消耗氢氧化钠标准溶液的毫升数V2.b)计算总酸浓度(g/L)=9.8×V2×N naOH2.4.4铝离子的分析根据游离硫酸消耗氢氧化钠标准溶液的毫升数V1和总酸消耗氢氧化钠标准溶液的毫升数V2即可计算槽液中的铝离子浓度。
铝合金硬质阳极氧化
1.硬质氧化膜的特点
铝合金硬质阳极氧化和普通氧化膜相比具有以下特点:氧化膜比较厚(一般厚度不小于25um)、硬度比较高(大于350HV)、耐磨性较好、空隙率较低、耐击穿电压较高,而表面平整性可能显得稍差一点。
2.硬质阳极氧化的工艺特点
硬质阳极氧化和普通氧化的原理、设备、工艺和检测等各方面没有本质的区别。
硬质氧化设法降低氧化膜的溶解性,主要特点为:
a.槽液温度较低(普通20度左右,硬质5度以下),一般情况下温度低生成的氧化膜硬度高
b.槽液浓度低(普通硫酸浓度20%,硬质15%以下),浓度低对膜溶解性小
c.槽液里添加有有机酸,硫酸里面加草酸或者酒石酸等
d.外加电压、电流较高(普通电流dm2,电压18V以下,硬质电流2~5A/dm2,电压25V以上。
最高可达100V)
e.外加电压宜采用逐步递增电压的方法。
因其电压高电流大,处理时间长因此能耗大。
同时硬质氧化常采用脉冲电源或者特殊波形电源
3.铸造铝合金硬质阳极氧化
铸造铝合金通常需要硬质阳极氧化来提高其性能,铸造铝合金常用铝/硅系合金和铝/铜系合金,铝硅系具有良好的铸造性能和耐磨性
能而用量最大,广泛应用于结构件和零部件,有时添加铜和镁改善力学性能和耐热性。
铝铜系也是常用的铸造合金,主要用于承受大的动静载荷和形状不复杂的砂型铸件。
铸造铝合金因含有非金属等元素需要对电解液和电源波形进行改进,电解液一般可在硫酸中加某些金属盐或有机酸,硫酸-草酸-酒石酸溶液、硫酸-干油溶液;电源形式一般改为交直流叠加、不对称电流、脉冲电流等,其中脉冲效果较好。
电铸件氧化前应对菱角导园和去除毛刺等,防止电流集中。
铝合金硬质阳极氧化
铝合金硬质阳极氧化是铝合金材料发展的重要方向之一。
由于其独特的物理性能,硬质阳极氧化技术被应用于家具、门窗、人行道、桥梁等多个领域。
在这篇文章中,我们将讨论铝合金硬质阳极氧化的原理和过程、特点以及应用。
铝合金硬质阳极氧化是一种表面处理方法,其原理是通过把电路的阳极与溶液中的氧化剂接触,使氧化剂氧化铝合金表面的金属极性来形成阳极氧化层。
流程主要包括:清洗、抛光、定位、复合镀膜、氧化、冷却、清洗等。
铝合金硬质阳极氧化具有良好的抗蚀性、耐磨性和耐热性,它能够有效防止金属表面腐蚀,从而延长金属表面使用寿命。
此外,它还具有优质的质感和色调,具有装饰性比较强的特点,能够为建筑表面带来更美观的效果。
硬质阳极氧化技术应用广泛,可以用于家具、电子电器以及汽车等行业。
它能够使产品表面更加精致,增强耐腐蚀性,并且它的美观感也更强。
近年来,硬质阳极氧化技术还被应用于桥梁、人行道、花园灯具等建筑表面,使其具有良好的抗腐蚀性、耐磨性和耐热性,在一定程度上也可以减少维护成本。
从以上可以看出,铝合金硬质阳极氧化技术不仅具有良好的特性,而且应用十分广泛,它可以为我们的建筑表面提供更低的维护成本,同时也可以使建筑表面更加漂亮。
在未来,它将成为铝合金材料发展的一个重要方向,也是一种有效延长金属表面使用寿命、美化金属表
面的新型表面处理方法。
铝合金硬质阳极氧化常见缺陷的原因分析及措施摘要:铝合金硬质阳极氧化可增强零件耐磨性,绝缘性,抗腐蚀能力等。
通过具体实例介绍铝及铝合金硬质阳极氧化日常生产中常见典型缺陷,详细分析了问题产生的原因以及提供解决措施,以便实际生产中加以借鉴。
关键词:铝合金;硬质阳极氧化;膜层缺陷Cause analysis and measures of common defects in hard anodizing of aluminum alloyCHEN Chao( AVIC Xinhang Aviation Industry (Group) CO., LTD, Xinxiang, 453049)Abstract: Hard anodizing of aluminum alloy can improve the wear resistance,insulation and corrosion resistance of parts. The common typical defects in the daily production of hard anodizing of aluminum and aluminum alloys are introduced through the actual examples,and the causes of the problems are analyzed in detail and the measures are provided for reference in actual production.Keywords: aluminum alloys,hard anodizing,coating defects引言铝及铝合金具有比强度高,塑性好,导电,导热性能优异,以及优良的加工性能和耐蚀性能,是广泛应用于各种工业领域,特别是航空、航天工业中的有色金属材料[1]。
铝合金硬质阳极氧化工艺研究发表时间:2020-12-30T01:46:20.932Z 来源:《防护工程》2020年27期作者:石镇滔[导读] 通过选择适当的工艺参数,能够在铝合金表面形成均匀、致密、高耐磨、高耐蚀性的硬质阳极氧化层。
航空工业哈尔滨飞机工业集团有限责任公司黑龙江哈尔滨 150000摘要:通过大量的工艺试验,确定了能够同时满足三种铝合金硬质阳极氧化的溶液配方、工艺流程和工艺参数。
实验结果表明,通过选择适当的工艺参数,能够在铝合金表面形成均匀、致密、高耐磨、高耐蚀性的硬质阳极氧化层。
关键词:硬质阳极氧化;铝合金;硬度1 引言铝是一种比较活泼的金属,在空气中和氧发生作用,在表面生成一层很薄的自然氧化膜,将铝合金零件作阳极在一定温度、一定浓度的硫酸溶液中,施加一定的电流和电压,经过一定的时间,即可在其表面获得一层比在自然条件下产生的自然氧化膜厚得多的、可控的、有一定厚度的、硬度大于250HV的硬质阳极氧化膜。
它具有较强的硬度和耐磨性、有很好的绝热性、有优良的电绝缘性、有很高的耐蚀性、还有很强的结合力。
该膜层的产生极大地改变了铝合金的使用性能,这种具有独特使用价值的工艺技术,使之在航空领域得到了广泛应用[1-4]。
铝合金硬质阳极氧化加工行业现实的情况是,要获得合格的硬质阳极氧化膜,所采用的工艺,对不同的铝合金材料,要采用不同的溶液、不同的工艺参数进行加工,这需要几套槽液,几种电源,这是由于铝合金材料不同、所含元素不同、所含元素质量的不同决定的。
也就是技术难点所在。
另外,由于部分零件外露,需要在保证硬度的情况下,提高其耐蚀性,盐雾试验时间要求达到336h以上无腐蚀。
为此,要研制开发在同一种成份、同一种浓度的硬质阳极氧化槽液中、使用同一个电源,在不同的铝合金材料制作的产品上获得符合标准的硬质阳极氧化膜的生产工艺是必要的。
2 原理简介与工艺方案2.1 原理简介用硫酸电解液进行铝合金硬质阳极氧化的机理,与铝合金普通硫酸阳极氧化的原理基本相同。
铝合金型材氧化槽液成份分析工艺规程1 目的范围本文规定了铝合金形材阳极氧化槽液分析的要求,以确保形材的质量。
本文适用于铝合金阳极氧化各种槽液成份的分析。
2工作工序分析方法:参见氧化槽液的分析。
a)氟化钾:固体 b)酚酞指示剂:1% c)盐酸标准溶液:1N2.2.2碱蚀槽液游离氢氧化钠和铝离子的分析a)分析步骤移取碱蚀槽液2mL于250mL锥形瓶中,加50mL纯水,滴加2-3滴酚酞指示剂,用1N 盐酸标准溶液滴至溶液由红色变为无色,即为第一终点。
读取消耗盐酸标液的毫升数V1。
向上述试液中,加入3g氟化钾,摇动使其溶解,此时溶液应为红色,继续用1N的盐酸滴定至溶液红色消退。
此时可再加少许氟化钾验证,似为无色则为第二终点。
(若呈红色继续滴定至无色为止)。
读取消耗盐酸标准溶液的毫升数V2。
b)计算游离 NaOH(g/L)=20×(V1-V2/3)×N HClAl3+(g/L)=4.5×V2×N HCl2.3中和槽液的分析分析方法:参见氧化槽液分析2.4 氧化槽液的分析2.4.1试剂a)氟化钾:20% b)酚酞指示剂1% c)氢氧化钠标准溶液:1N2.4.2氧化槽液中游离硫酸的分析a)分析步骤移取5mL氧化槽液于250mL锥形瓶中,加50mL纯水,摇匀。
加20%氟化钾溶液10-15mL,滴加3-4滴酚酞指示剂,用1N氢氧化钠标准溶液滴定至无色变为粉红色为终点。
读取消耗氢氧化钠标准溶液的毫升数V1。
b)计算游离H2SO4=9.8×V1×N naOH2.4.3总酸浓度的分析a)分析步骤移取5mL氧化槽液于250mL锥形瓶中,加50mL纯水,滴加3-4滴酚酞指示剂,用1N 氢氧化钠标准溶液滴定至试液由无色变为粉红色,且30秒不褪色为终点。
读取消耗氢氧化钠标准溶液的毫升数V2.b)计算总酸浓度(g/L)=9.8×V2×N naOH2.4.4铝离子的分析根据游离硫酸消耗氢氧化钠标准溶液的毫升数V1和总酸消耗氢氧化钠标准溶液的毫升数V2即可计算槽液中的铝离子浓度。
铝合金硬质阳极氧化烧蚀原因及应对策略摘要:针对硬铝合金零件在硬质阳极氧化过程中,容易发生烧蚀故障,导致零件报废率高的问题,通过分析烧蚀原因,研究硬质阳极氧化过程中槽液温度、浓度、电流密度及合金成分的影响,明确改进方向。
采用脉冲电镀电源,在硬质阳极氧化过程中,采用适宜的温度范围、合理的槽液浓度以及适当提高电流密度,通过调整频率、占空比,采用“间歇”式供电模式等具体参数指标,促使硬质阳极氧化过程中产生的焦耳热和反应热能够及时被槽液转移,从根本上解决零件容易烧蚀的问题。
关键词:硬质阳极氧化、烧蚀、脉冲电源0 引言铝及铝合金零件经过硬质阳极氧化处理后,在零件表面可以形成致密的Al2O3氧化物膜层,提高零件的防护性能、装饰效果和耐磨性能。
一般来说,硬质阳极氧化在较低温度溶液和较大的电流密度下生成的氧化膜致密而且硬度高。
但是,由于零件材料成分、槽液温度、电压、膜层厚度等因素的影响,特别容易导致零件需要氧化的表面因局部电流过大,产生的热量较多,反应热和焦耳热散失不良时,诱发零件氧化膜被电击穿,零件局部破坏形成“烧蚀”故障。
尤其是随着铝合金中合金元素(特别是铜元素)含量的增加,更容易发生“烧蚀”故障,传统的直流硬质阳极氧化技术在工程应用中存在工艺条件苛刻、成膜速度慢、烧蚀率高、生产成本高等一系列问题。
这就需要探讨一种新的阳极氧化模式,从根本上解决“烧蚀”故障,并提高零件表面氧化物膜层的致密性。
1 烧蚀原因分析1.1硬质阳极氧化原理铝及铝合金硬质阳极氧化的原理:阴极反应:4H++4e=2H2↑阳极反应:4OH--4e=2H2O+O2↑,2Al+3O2=2Al2O3另外,阳极反应过程中,在形成氧气前,可以出现氧原子状态,原子状态的氧比分子状态的氧更活泼,也更容易与铝合金发生反应:2Al+3O→Al2O3另外,形成的Al2O3处于硫酸水溶液中,也会发生化学反应,形成相应的溶解过程:Al2O3+6H+=2Al3++3H2O从原理上看,随着阳极氧化时间的延长,氧化膜的厚度增加,导电性能下降,这就需要提高氧化的电流,随着电流增大产生的热量也将进一步加大。
2A12铝合金硬质阳极氧化应用研究摘要:通过调整铝合金硬质阳极氧化的工艺参数,研究电流密度、硬质阳极氧化时间和最低终止电压对膜层显微硬度、厚度及耐磨性的影响规律。
最佳氧化工艺参数:槽液温度-6℃,电流密度2.5 A/dm2,氧化时间55min,硫酸浓度350g/L,可获得厚度52μm、硬度376 HV、质量损失23mg,均匀致密的硬质阳极氧化膜层。
关键词:2A12铝合金;硬质阳极氧化;硬度;耐磨Study on hard anodizing process of 2A12 aluminum alloyWang Hualei Lv Qiusheng(AVIC Xi′an Aircraft industry GroupCo.,Ltd.)Abstract:by adjusting the process the process parameters of hard anodizing of aluminum alloy, the effects of current density,hard anodizing time and minimum termination voltage on the microhardness ,thickness and wear resistance of the film were studied. The optimum oxidation process parameters: bath temperature -6℃ ,current density 2.5 A/dm2,oxidation time 55min,sulfuric acid concentration 350g/L,thickness52μm, hardness 376 HV,mass loss 23mg, Uniform and dense hard anodized film.Key words: 2A12 aluminum alloy; Hard anodizing; Hardness; Wear resistance0 引言铝及其合金材料由于具有高的强度/ 质量比、质轻、延展性能好、可塑性强等优点,广泛应用于军事及民用领域,如汽车、船舶、飞机及火箭的制造,成为工业中使用量仅次于钢铁的第二大类金属材料。
铝合金硬质阳极氧化
槽液分析
实
验
规
范
铝合金硬质阳极氧化槽液分析实验规范
1、测定项目:游离硫酸质量浓度,总硫酸质量浓度,铝离子质量浓度。
2、需用试剂:氟化钾,酚酞溶液(10g/L),氢氧化钠标准溶液(1mol/L)
3、分析步骤:
1)总酸质量浓度
取5.0ml槽液于250ml锥形瓶中,加50ml蒸馏水,摇均匀。
滴加4滴10g/L 酚酞溶液,用经过标定的约C(NaOH)=1mol/L的氢氧化钠标准溶液滴定至试液由无色变为粉红色即为终点。
读取消耗的氢氧化钠标准溶液的体积(V1),按下列公式计算其质量浓度:
ρ(H2SO4)=9.8×V1×C(NaOH)(g/L)
式中,C(NaOH)为NaOH标准溶液的物质的量浓度.
2)游离酸质量浓度
取5.0ml槽液于250ml锥形瓶中,加50ml蒸馏水,摇均匀。
滴加4滴10g/L 酚酞溶液,加入2g氟化钾标准溶液滴定至试液由无色变为粉红色即为终点,读取消耗的氢氧化钠标准溶液的体积(V2),按下列公式计算其质量浓度:
游离ρ(H2SO4)=9.8×V2×C(NaOH)(g/L)
3)铝离子质量浓度
根据游离硫酸消耗氢氧化纳标准溶液的体积V1和总硫酸消耗氢氧化钠标准溶液的体积V2,可计算硫酸氧化槽液中铝离子质量浓度。
ρ(AL3+)=1.8×(V1- V2)×C(NaOH)(g/L)
酚酞试剂:1g酚酞溶解于80ml酒精中,溶解后以水稀释至100ml。
然后装入特定容器中。
溴酚蓝指示剂:0.1g溴酚蓝溶解于3ml0.05mol/l的NaOH溶液中,以水稀释至100ml。