测量系统分析9062630608[1]
- 格式:ppt
- 大小:5.44 MB
- 文档页数:76
测量系统分析文件编号:分发号:编制:日期:审核:日期:标准化:日期:批准:日期:发布日期:实施日期:1.目的:明确测量系统分析评价、改进的规定,规范开展测量系统分析评价工作,确定测量系统引起的变差,并利用研究结果采取措施,减少测量的变差。
2.适用范围:适用于证实产品符合规定要求的所有测量系统3.术语定义:3.1.MSA:测量系统分析。
3.2.重复性:在重复性测量条件下的测量精密度。
重复性测量条件是指:相同测量程序、相同操作者、相同测量系统、相同操作条件和相同地点,在短时间内对同一或相类似被测对象重复测量的一组测量条件。
即同一操作者使用同一测量设备对同一工件进行测量所获得的观测值的变差。
3.3.再现性:在再现性测量条件下的测量精密度。
再现性测量条件是指:不同地点、不同操作者、相同测量系统、对同一或相类似被测对象重复测量的一组测量条件。
即不同操作者使用同一测量设备测量同一工件所得平均值的变差。
3.4.偏倚:测量示值的平均值减去参照对象的量值。
即测量观测平均值与该零件使用高精密仪器测量的标准平均值之差值。
3.5.线性:测量设备预期工作范围内的偏倚改变。
即测量设备预期工作量程内,各测量数据与相应基准值之间的差值(偏倚)之变化情况。
3.6.稳定性:测量设备保持其计量特性随时间恒定的特性。
即在不同时间用同一测量设备测量同一工件或基准所得的总变差。
3.7.ndc:能通过测量系统有效分辨率和特定应用下被观察过程的零件变差可靠地区分开的数据分级或分类,也叫有效分辨率。
3.8.计量型量具:3.9.计数型量具:4.职责:4.1.制造工程部、技术中心、质量部等测量过程设计归口部门负责确定实施测量系统分析的测量设备清单,对分析结果进行判断。
4.2.质量部负责制定测量系统分析工作计划,并组织实施。
4.3.测量设备使用部门负责配合测量系统分析工作。
5.内容:5.1.测量系统分析范围原则上对于关键特性的测量系统均应进行测量系统分析。
量測系統分析1.目的:為控制有關於產品品質特性所進行的測量,將測量的過程中,可能產生的系統誤差,所造成的影響降低,而對測量過程加以管制分析,以確保測量過程可以準確的反應產品品質特性值。
2.適用範圍:適用於本公司販售於汽車上使用產品之所有製程中,有應用於產品品質特性測量的量檢具和量檢具的主要操作人員。
3.定義:量檢具(Gauge) :任何用來產生數據的設備或工具。
測量(Measurement) :對某具體事物賦予數字(或數值) ,以表示它們對於特定特性之間的關係。
測量系統(Measurement System) :是用來對被測特性進行測量單位的定量或提供評價的儀器或量具、標準、操作、方法、夾具、軟體、人員、環境及假設的集合,這整個過程是用來獲得測量結果。
偏倚(Bias) :觀測到測量值的平均值與基準值之間的差異。
穩定性(Stability) :指經過一段長期時間下,用相同的測量系統對同一基準或零件的同一特性進行測量所獲得的總變異。
線性(Linearity) :在量具正常使用範圍內的偏倚變化量。
重複性(Repeatability) :一個評價者使用一件測量儀器,對同一零件的某一特性進行多次測量下的變異。
通常被稱為設備變異(E.V) 。
再現性(Reproducibility) :不同評價者使用相同的量具,測量一個零件的一個特性的測量平均值的變異。
通常被稱為評價者變異(A.V) 。
區別分類數(number of distinct categories, 簡稱:ndc) :可以被測量系統的有效分辨力以及在實際應用的觀測過程中的零件變異來加以可靠的區隔。
1.41(PV/GRR)10:1原則:儀器的最小刻度或最小顯示值,應該為被測量物公差的10分之一或更小。
4.責任:4.1品保中心負責量測系統的規劃、維持、評價與管理工作。
4.2開發部測試中心負責量檢具的校驗工作。
4.3實際操作單位負責計劃的執行。
5.參考文件:檢驗、測量和試驗設備管制程序人力資源管理程序書7.作業說明:7.1分析實施時機7.1.1依《量測系統分析實施計劃表》排定時程實施。
MSA测量系统分析第2类要素:与测量系统制造有关的问题(设备、标准、仪器)• 是否已在系统设计中针对变差来源的识别?设计评 审;验证和确认。
• 校准和控制系统:推荐的校准计划和设备审核及其文 件。
频率、内部或外部、参数、生产过程中的验证检 查。
• 输入要求:机械的、电子的、液压的、真空的、波动 抑制器、干燥器、滤清器、作业准备和操作问题、隔 离、解析度和灵敏度。
• 输出要求:类比或数位、文件和记录、档案、保存、 存取、备份。
• 成本:开发、采购、安装、操作和培训的预算要素。
先哲培训21MSA测量系统分析第2类要素:与测量系统制造有关的问题(设备、标准、仪器)• 预防性维护:形式、计划、成本、人员、培训、文 件。
• 可维修性:内部和外部、场所、支持程度、回应时 间、服务配件的可取得性、标准零件清单。
• 人机工程学(Ergonomics):在长时间的装载和操作 设备过程中,人员不被伤害的能力。
测量装置的读者 讨论需要着重在测量系统与操作者之间的相互关系。
• 安全的考虑:人员、操作、环境、切断。
• 贮存及场所:建立对测量设备的贮存及场所的要求。
隔离、环境、安全、取得性(接近)有关的问题。
• 测量周期时间:测量一个零件或特性需要多长时间? 测量周期要与过程和产品控制合并。
先哲培训22MSA测量系统分析第2类要素:与测量系统制造有关的问题(设备、标准、仪器)• 是否有任何对过程流程、批次完整性、记录、测量和零件 回复的干扰?• 材料搬运:是否需要特殊的支架、支撑夹具、搬运设备或 其它物料搬运设备来放置被测零件或对测量系统本身?• 环境问题:是否有特殊的环境要求、条件、限制等影响本 测量过程或临近的过程?是否要求特殊的排气?是否有必要控制温度或湿度?湿度、振动、噪音、电磁干扰、清洁?• 是否有任何特别的可靠性要求或考虑?设备是否能够在任 何时间下维持其状况?在生产使用之前是否需要进行验证?• 备用配件:共享清单、适当的供应和订购系统、可取得性、导入期的理解与说明。
测量系统分析(MSA)简介通常我们买东西时会遇到短斤少两的情形,那可能是商家或售卖者有意的投机行为。
在工业活动中,无论是正常的生产运作还是品质的改善,常常都需要通过测量数据来进行决策,那么,是不是只要我们不是有意制造错误就能得到真实的测量结果呢?事实上并非如此简单,造成测量结果的不真实的原因,还可能会有测量设备、测试方法等方面的问题。
测试系统分析(MSA)就是以数理统计方法,来量化并识别造成结果不真实的原因,以判断测量系统的适用性。
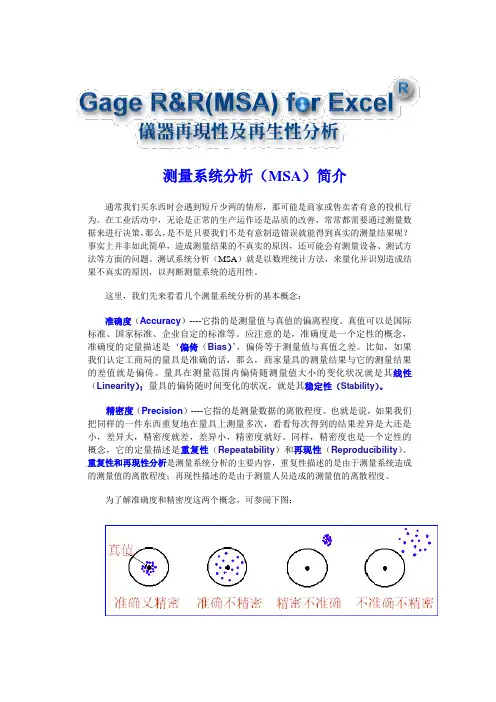
这里,我们先来看看几个测量系统分析的基本概念:准确度(A ccuracy)----它指的是测量值与真值的偏离程度。
真值可以是国际标准、国家标准、企业自定的标准等。
应注意的是,准确度是一个定性的概念,准确度的定量描述是‘偏倚(Bias)’,偏倚等于测量值与真值之差。
比如,如果我们认定工商局的量具是准确的话,那么,商家量具的测量结果与它的测量结果的差值就是偏倚。
量具在测量范围内偏倚随测量值大小的变化状况就是其线性(Linearity);量具的偏倚随时间变化的状况,就是其稳定性(Stability)。
精密度(Precision)----它指的是测量数据的离散程度。
也就是说,如果我们把同样的一件东西重复地在量具上测量多次,看看每次得到的结果差异是大还是小,差异大,精密度就差,差异小,精密度就好。
同样,精密度也是一个定性的概念,它的定量描述是重复性(Repeatability)和再现性(Reproducibility)。
重复性和再现性分析是测量系统分析的主要内容,重复性描述的是由于测量系统造成的测量值的离散程度;再现性描述的是由于测量人员造成的测量值的离散程度。
为了解准确度和精密度这两个概念,可参阅下图:《准确度与精密度示意图》《测量系统稳定性示意图》分辨力(Discrimination 或Resolution)----它指的是测量系统检出并如实指示被测量特性的极小变化的能力。
测量系统分析⽅法1. ⽬的对测量系统变差进⾏分析评估,以确定测量系统是否满⾜规定的要求,确保测量数据质量。
2. 范围适⽤于本公司⽤以证实产品符合规定要求的所有测量系统分析管理。
3.职责3.1质管部负责测量系统分析的归⼝管理;3.2公司计量室负责每年对公司在⽤测量系统进⾏⼀次全⾯的分析;3.3各分公司(分⼚)质检科负责新产品开发时测量系统分析的具体实施。
4.术语解释4.1测量系统(Measurement system):⽤来对被测特性赋值的操作、程序、量具、设备以及操作⼈员的集合,⽤来获得测量结果的整个过程。
4.2偏倚(Bias):指测量结果的观测平均值与基准值的差值。
4.3稳定性(Stability):指测量系统在某持续时间内测量同⼀基准或零件的单⼀特性时获得的测量平均值总变差,即偏倚随时间的增量。
4.4重复性:重复性(Repeatability)是指由同⼀位检验员,采⽤同⼀量具,多次测量同⼀产品的同⼀质量特性时获得的测量值的变差。
4.5再现性: 再现性(Reproductivity) 是指由不同检验员⽤同⼀量具,多次测量同⼀产品的同⼀质量特性时获得的测量平均值的变差。
4.6分辨率(Resolution):测量系统检出并如实指⽰被测特性中极⼩变化的能⼒。
4.7可视分辨率(Apparent Resolution):测量仪器的最⼩增量的⼤⼩,如卡尺的可视分辨率为0.02mm。
4.8有效分辨率(Effective Resolution):考虑整个测量系统变差时的数据等级⼤⼩。
⽤测量系统变差的置信区间长度将制造过程变差(6δ)(或公差)划分的等级数量来表⽰。
关于有效分辨率,在99%置信⽔平时其标准估计值为1.41PV/GR&R。
4.9分辨⼒(Discrimination):对于单个读数系统,它是可视和有效分辨率中较差的。
4.10盲测:指在实际测量环境中,检验员事先不知正在对该测量系统进⾏分析,也不知道所测为哪⼀只产品的条件下,获得的测量结果。
测量系统分析(MeasurementSystemsAnalysis,MSA)测量系统分析测量系统分析(Measurement Systems Analysis,MSA)[编辑]测量系统分析的基本内容[1]数据是通过测量获得的,对测量定义是:测量是赋值给具体事物以表示他们之间关于特殊特性的关系。
这个定义由C .Eisenhart 首次给出。
赋值过程定义为测量过程,而赋予的值定义为测量值。
从测量的定义可以看出,除了具体事物外,参于测量过程还应有量具、使用量具的合格操作者和规定的操作程序,以及一些必要的设备和软件,再把它们组合起来完成赋值的功能,获得测量数据。
这样的测量过程可以看作为一个数据制造过程,它产生的数据就是该过程的输出。
这样的测量过程又称为测量系统。
它的完整叙述是:用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、夹具、软件、人员、环境和假设的集合,用来获得测量结果的整个过程称为测量过程或测量系统。
众所周知,在影响产品质量特征值变异的六个基本质量因素(人、机器、材料、操作方法、测量和环境)中,测量是其中之一。
与其它五种基本质量因素所不同的是,测量因素对工序质量特征值的影响独立于五种基本质量因素综合作用的工序加工过程,这就使得单独对测量系统的研究成为可能。
而正确的测量,永远是质量改进的第一步。
如果没有科学的测量系统评价方法,缺少对测量系统的有效控制,质量改进就失去了基本的前提。
为此,进行测量系统分析就成了企业实现连续质量改进的必经之路。
近年来,测量系统分析已逐渐成为企业质量改进中的一项重要工作,企业界和学术界都对测量系统分析给予了足够的重视。
测量系统分析也已成为美国三大汽车公司质量体系QS9000的要素之一,是6σ质量计划的一项重要内容。
目前,以通用电气(GE )为代表的6σ连续质量改进计划模式即为:确认(Define)、测量(Measure)、分析(Analyze)、改进(Improve)和控制(Control ),简称DMAIC 。
测量系统分析(MSA)方法测量系统分析(MSA)方法**** 1.目的对测量系统变差进行分析评估,以确定测量系统是否满足规定的要求,确保测量数据的质量。
2.范围适用于本公司用以证实产品符合规定要求的所有测量系统分析管理。
3.职责质管部负责测量系统分析的归口管理;公司计量室负责每年对公司在用测量系统进行一次全面的分析;各分公司(分厂)质检科负责新产品开发时测量系统分析的具体实施。
4.术语解释测量系统(Measurement system):用来对被测特性赋值的操作、程序、量具、设备以及操作人员的集合,用来获得测量结果的整个过程。
偏倚(Bias):指测量结果的观测平均值与基准值的差值。
稳定性(Stability):指测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量平均值总变差,即偏倚随时间的增量。
重复性:重复性(Repeatability)是指由同一位检验员,采用同一量具,多次测量同一产品的同一质量特性时获得的测量值的变差。
再现性: 再现性(Reproductivity) 是指由不同检验员用同一量具,多次测量同一产品的同一质量特性时获得的测量平均值的变差。
分辨率(Resolution):测量系统检出并如实指示被测特性中极小变化的能力。
可视分辨率(Apparent Resolution):测量仪器的最小增量的大小,如卡尺的可视分辨率为。
有效分辨率(Effective Resolution):考虑整个测量系统变差时的数据等级大小。
用测量系统变差的置信区间长度将制造过程变差(6δ)(或公差)划分的等级数量来表示。
关于有效分辨率,在99%置信水平时其标准估计值为GR&R。
分辨力(Discrimination):对于单个读数系统,它是可视和有效分辨率中较差的。
盲测:指在实际测量环境中,检验员事先不知正在对该测量系统进行分析,也不知道所测为那一只产品的条件下,获得的测量结果。
计量型与计数型测量系统:测量系统测量结果可用具体的连续的数值来表述,这样的测量系统称之为计量型测量系统; 测量系统测量结果用定性的数据来表述,如用通过或不能通过塞规的方式来描述一只圆棒直径尺寸,这样的测量系统称之为计数型测量系统。
測量系統分析測量系統是指由測量儀器(設備)、測量軟件、測量操作人員和被測量物所組成的一個整體。
MSA(Measurement System Analysis)是指檢測測量系統以便更好地了解影響測量地變異來源及其分布地一種方法。
通過測量系統分析可把握當前所用測量系統有無問題和主要問題出在哪里,以便及時糾正偏差,使測量精度滿足要求。
]GageR&R=5.15σm=√(EV2+A V2)σm=測量系統地標准偏差(Measurement system standard deviation)EV=設備(儀器)的變異(Equipment variation),即重復性(Repeatability).重復性是指同一測量儀器,同一檢驗者,對同一零部件進行數次測量,再對測量結果進行評價。
A V=評價變差(Appraisal Variation),即再現性(Reproducibility).再現性是指同一測量儀器,不同的檢驗者,對同一零部件進行多次測量,再對測量結果進行評價。
一、G ageR&R評價方法1.首先界定此測量系統用于何處,如產品檢驗或工序控制2.選處10個可代表覆蓋整個工序變化范圍的樣品3.從測試人員中選擇2-3人對每個樣品進行2-3次隨機測量4.記錄測量結果并用重復性和再現性表進行計算5.用判別標准進行判斷,確定此系統是否合格6.對不合格之測量系統進行適當處理二、測量系統分析標准1.測量系統的精度(分辯率)需比被測量體要求精度高一個數量級,即如要求測量精度是0.001,測量儀器的精度要求須是0.0001.2.如果GageR&R小于所測零件公差的10%,則此系統物問題。
3.如果GageR&R大于所測零件公差的10%而小于20%,那么此測量系統是可以接受的。
4.如果GageR&R大于所測零件公差的20%而小于30%,則接受的依據是數據測量系統的重要程度和商業成本。
5.如果GageR&R大于所測零件公差的30%,那么此測量系統是不可以接受的,而且需要進行改善。