过锡炉治具设计指导书
- 格式:pdf
- 大小:109.50 KB
- 文档页数:5

锡炉作业指导书引言概述:锡炉作为一种常见的熔炼设备,广泛应用于电子、冶金等行业。
为了确保安全高效的操作锡炉,制定一份详细的作业指导书是非常必要的。
本文将从锡炉的基本原理、操作流程、安全注意事项、常见故障处理以及日常维护等五个大点进行阐述,以帮助操作人员正确、安全地进行锡炉作业。
正文内容:1. 锡炉的基本原理1.1 锡炉的工作原理:介绍锡炉的基本工作原理,包括燃烧系统、加热系统、控制系统等。
1.2 锡炉的工作温度范围:详细介绍锡炉的工作温度范围,以及不同温度对炉内物料的影响。
2. 锡炉的操作流程2.1 开机准备:包括清理炉体、检查设备状态、准备炉料等。
2.2 点火操作:详细介绍点火操作的步骤和注意事项。
2.3 加热过程:阐述加热过程中的温度控制、炉内物料的搅拌等操作要点。
2.4 停机操作:介绍停机前的处理措施,如冷却、清理等。
3. 锡炉的安全注意事项3.1 人身安全:强调操作人员在作业过程中应穿戴好防护装备,注意防火、防爆等安全措施。
3.2 炉体安全:指出操作人员需要定期检查炉体的状况,确保炉体无漏气、无损坏等问题。
3.3 废气排放:强调合理处理锡炉废气,避免对环境造成污染。
4. 锡炉常见故障处理4.1 炉温异常:介绍可能导致炉温异常的原因,并提供相应的处理方法。
4.2 燃烧系统故障:阐述燃烧系统故障的常见原因及处理方法。
4.3 加热系统故障:详细介绍加热系统故障的识别和解决方法。
5. 锡炉的日常维护5.1 清洁维护:指出定期清洁炉体的重要性,以及正确的清洁方法。
5.2 润滑维护:介绍锡炉润滑维护的注意事项,如选用适当的润滑剂、定期润滑等。
5.3 零部件更换:阐述锡炉常见零部件的更换周期和方法,以确保设备的正常运行。
总结:综上所述,锡炉作业指导书是确保锡炉安全高效运行的重要工具。
通过了解锡炉的基本原理,掌握操作流程,遵守安全注意事项,处理常见故障以及进行日常维护,操作人员能够更好地进行锡炉作业。
在实际操作中,操作人员应严格按照指导书的要求进行操作,确保作业的顺利进行,同时也保障了人员的安全和设备的正常运行。

锡炉作业指导书一、任务背景锡炉作业是一项常见的工业生产工艺,用于熔炼和加工锡及其合金。
为了确保锡炉作业的安全、高效进行,制定一份详细的作业指导书是必要的。
本文将按照任务名称提供的要求,编写一份标准格式的锡炉作业指导书。
二、作业环境1. 锡炉:采用电阻加热方式,炉体材料为不锈钢,炉容量为500升。
2. 作业场所:通风良好的车间,温度控制在25℃-30℃之间。
3. 作业人员:炉工、操作员、安全监督员。
三、作业流程1. 准备工作a. 确保锡炉周围无杂物,保持通道畅通。
b. 检查锡炉及相关设备的工作状态,确保正常运行。
c. 检查作业人员的防护装备是否完好,包括耐高温手套、护目镜、防护服等。
2. 加热操作a. 将待熔锡块放入锡炉,注意均匀分布,避免过度堆积。
b. 打开锡炉开关,设定加热温度为250℃。
c. 监测锡炉温度,确保加热过程平稳进行。
d. 在加热过程中,操作人员应保持警惕,注意观察锡炉的运行情况,如有异常应及时报告。
3. 熔化与搅拌a. 当锡炉温度达到设定值后,开始熔化过程。
b. 使用专用工具对熔化的锡进行搅拌,以保证温度均匀分布。
c. 定期检查锡炉温度,确保熔化过程稳定。
4. 清洁与维护a. 熔化结束后,关闭锡炉开关,待温度降至安全范围后方可进行后续操作。
b. 清理锡炉内部的残留物,使用专用工具进行刮除。
c. 定期对锡炉进行维护,包括检查加热元件、电路等设备,确保正常工作。
四、安全注意事项1. 作业人员应接受相关的安全培训,了解锡炉作业的风险和应急处理措施。
2. 严禁在无防护措施的情况下接触锡炉,避免烫伤和其他伤害。
3. 在作业过程中,禁止使用易燃、易爆物品,确保作业环境安全。
4. 锡炉作业结束后,切勿即将接触锡炉,应等待其冷却至安全温度后再进行后续操作。
五、应急处理措施1. 如发生锡炉温度异常升高的情况,应即将关闭电源,并通知相关人员进行检修。
2. 如发生锡炉炉体破裂或者漏电的情况,应迅速撤离作业现场,并及时报告相关负责人。
二、
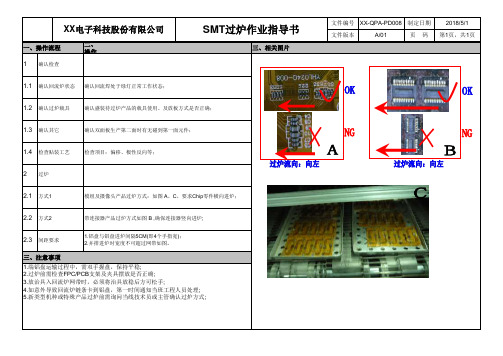
操作11.11.21.31.422.12.22.3三、相关图片确认检查
XX 电子科技股份有限公司
2018/5/1文件版本A/01页 码第1页,共1页
文件编号XX-QPA-PD008制定日期确认回流炉状态
确认回流焊处于绿灯正常工作状态;确认过炉载具
确认盛装待过炉产品的载具使用、及放板方式是否正确;一、操作流程三、注意事项SMT 过炉作业指导书1.端铝盘运输过程中,需双手握盘,保持平稳;
2.过炉前需检查FPC/PCB 支架及夹具摆放是否正确;
3.放治具入回流炉网带时,必须将治具放稳后方可松手;
4.如意外导致回流炉链条卡到铝盘,第一时间通知当班工程人员处理;
5.新类型机种或特殊产品过炉前需询问当线技术员或主管确认过炉方式;方式2
带连接器产品过炉方式如图 B ,确保连接器竖向进炉;间距要求
1.铝盘与铝盘进炉间隔5CM(即4个手指宽);
2.并排进炉时宽度不可超过网带如图。
过炉方式1
模组及摄像头产品过炉方式:如图 A 、C ,要求Chip 零件横向进炉;确认其它
确认双面板生产第二面时有无碰到第一面元件;检查贴装工艺
检查项目:偏移、极性反向等;。

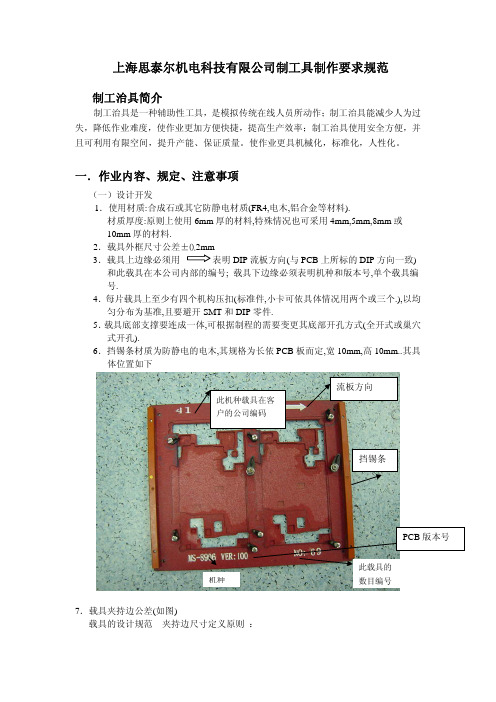
文件名称:治具制作指导书文件编号制作单位生产部制作日期版本A01 页次1/21.目的:为了使员工有规可循,使治具制作作业标准化,规范化。
2.适用范围:凡专用治具制作均适用之。
3.作业内容:3.1检查、组装:3.1.1判断治具上下模:根据钻孔人员所写料号后面的U、D以及点图判断,U表示上模,D表示下模。
以方向孔(3个Ф5.0mm孔与1个Ф6.0mm孔和1个Ф3.175mm孔组成)判断上模方向孔在治具的左下角,下模则在右下角;3.1.2检查PIN孔:以面板上PIN孔的对应PIN试试几PCS,检查有无异样;检查上下模所有PIN孔是否一一对应且无偏位,OK后方可下一步作业。
3.1.3检查面板孔:以工程画下的点图镜像与针盘上的孔位一一对齐,检查是否漏钻、孔偏、孔斜、未钻透、孔破等不良以及工程是否少画点与多画点。
并检查点图起点是否正确,上模起点在治具的左上方,下模起点为右上方(特殊例外如001碳墨治具)。
3.2插管:3.2.1先试插各种套管,检查有无异样(插管不顺或孔太大套管会沉入面板或插针后拔针时会带出套管等)3.2.2插带有OK线套管,按点图顺序以黑、棕、红、橙、黄、绿、蓝、紫的颜色顺序依次插入。
3.2.3插20#以下套管时,套管会露出面板太高,顺先用平整的压克力条垂直一点点敲下去,并且用力要均匀落点准确(参考实际操作)至套管高出面板3mm左右为准。
3.2.4插1#、2#套管时,不得单支插入,应用手指取顺一排一次性插入,套管不得倒一手心内插管。
3.3压管:3.3.1压管时速度要缓慢,并且下压时要垂直,一次性不可压太多套管,依压棒能全部罩住所下压的套管为准。
3.3.2压管不顺时,要作相应处理才可继续作业,不得强行下压,以防套管口变形。
3.4上牛角3.4.1下模牛角:先把牛角架按孔位上至架构上,再把治具反过来,使治具绕线面向上再用特定的牛角螺丝把牛角上至牛角架上,牛角绕线齿与治具针盘一致,牛角缺口向外。
(牛角缺口向面板为内反之为外)。

电子电器公司锡炉试验作业指导书
更多免费资料下载请进:好好学习社区
电子电器公司锡炉试验作业指导书
1、作业名称
锡炉试验作业:通过过锡炉浸锡验证产品质量。
2、使用材料及工具设备
锡炉、松香、锡块、夹具、试验板、毛刷
3、作业步骤
3.1、打开总电源开关。
3.2、将温度表的设定指针设置在相应的锡炉温度表刻度值上。
3.3、准备插板架。
3.4、距离:板与板之间在1cm以上。
4、作业规范及要求
4.1、用毛刷涂上松香或在松香机处过松香,将待试验的板用夹具夹好
4.2、把试验板成水平线进行漂锡或成45度将板缓浸入锡液中,手轻轻左右摆动,达到时
间后板成45度轻轻拿起停留大约30秒后插架。
4.3、锡炉试验条件:
金板:锡温245℃±5℃浸锡8-10秒X1次
锡/铜板:锡温260℃±5℃浸锡8-10秒X1次
5、注意事项
5.1、向板上涂刷松香要均匀,涂刷完全。
5.2、浸锡速度不能太快,要较缓地浸入锡炉。
5.3、锡炉温度要达到要求温度方可试板。
5.4、拿夹具的手需戴手套,小心操作,避免烫伤。
6、异常处理
6.1、如打开锡炉很久,锡炉沿未升温,应关掉电源检查感温线是否与锡缸连结。
6.2、当打开电源而锡炉指示灯未亮,应立即关掉电源,请维修检修。
6.3、有其它异常问题可通知上司解决。
7、附件
7.1、《可焊性试验报告》(CY-Ⅳ-076A)保存期:一个月;保存地点:品质部。
过炉治具设计技巧嘿,朋友们!今天咱就来聊聊过炉治具设计的那些小技巧。
你想想看,过炉治具就像是一个小助手,能帮咱在生产过程中把电路板照顾得妥妥当当的。
那怎么设计这个小助手呢?首先啊,咱得考虑材料。
这就好比建房子得选好砖头一样,材料可不能马虎。
要是选了质量差的,那在过炉的时候出问题可就麻烦啦!咱得找那种耐高温、不变形的材料,这样才能经得住“烤验”呀,对吧?然后呢,尺寸得合适。
就跟咱穿衣服一样,太大了松松垮垮,太小了又紧得难受。
过炉治具的尺寸得和电路板完美匹配,既能稳稳地托住板子,又不会妨碍到其他部分。
还有啊,结构设计也很重要。
你说要是结构不合理,那不就像个东倒西歪的醉汉,能起到啥好作用?咱得让它稳稳当当的,各个部分都安排得恰到好处,这样才能让电路板顺利地通过炉子。
再说说定位吧!这就好比射箭要瞄准靶心一样,定位不准确,那可就偏到十万八千里去啦!得让电路板在治具里乖乖待着,不能乱跑乱动。
设计过炉治具的时候,咱还得考虑到生产效率呀!如果治具太复杂,操作起来慢吞吞的,那不是耽误事儿嘛!所以啊,尽量设计得简洁明了,让工人们用起来顺手,这样生产才能快起来呀!咱举个例子吧,就像一个好的厨师做菜,材料、火候、调味都恰到好处,做出来的菜才美味可口。
过炉治具设计也是一样,每个环节都得精心考虑,才能做出一个好用的治具来。
你说要是治具设计不好,那会怎么样?那电路板可能就受热不均匀,出现焊接不良等问题,那不就成了“残次品”啦?咱可不能让这种事情发生呀!总之呢,过炉治具设计可不能马虎,要像对待宝贝一样精心对待。
选好材料,设计好尺寸和结构,做好定位,考虑好生产效率,这样才能让我们的生产过程顺顺利利的。
大家可都要记住这些小技巧哦,别到时候设计出个“歪瓜裂枣”的治具来,那可就闹笑话啦!。