冲压件坯料的优化设计方法研究
- 格式:doc
- 大小:166.00 KB
- 文档页数:7

冲压磨具结构的优化方案与实践案例分享提升生产效率的秘诀在工业制造领域,冲压工艺被广泛应用于金属加工中,而冲压磨具作为冲压工艺中不可或缺的一部分,对产品质量和生产效率起着重要的影响。
本文将介绍冲压磨具结构的优化方案,并分享实际案例,以提升生产效率。
一、冲压磨具结构的优化方案1. 材料选择:首先考虑冲压磨具所需材料的性能特点,如硬度、耐磨性、导热性等。
根据具体工件的特性,选择适宜的材料,以提高冲压磨具的寿命和稳定性。
2. 结构设计:合理的结构设计能够降低冲压磨具的阻力,提高生产效率。
例如,采用多级结构设计能够分散冲压力,减少机械磨损;增加磨具切削刃的数量,能够提高加工速度和精度。
3. 表面涂层:通过表面涂层的方式,可以增加冲压磨具的硬度、减少摩擦系数,从而提高磨具的耐磨性和工作寿命。
4. 冷却系统:在冲压过程中,由于摩擦和机械作用,冲压磨具会产生大量热量,影响加工效果和磨具的寿命。
因此,建立有效的冷却系统,及时降低冲压磨具的温度,对提升生产效率至关重要。
二、实践案例分享以某汽车零部件制造企业为例,该企业在生产过程中遇到了冲压磨具的问题,导致生产效率低下。
经过对冲压磨具进行优化方案的设计与实践,取得了显著的效果。
该企业首先对冲压磨具的材料进行了优化选择,选择了一种具有较高硬度和耐磨性的特殊合金材料作为磨具的制作材料。
这种材料的使用大大提高了冲压磨具的抗磨损能力,延长了其使用寿命。
接下来,该企业对磨具的结构进行了重新设计。
通过减少磨具的阻力和提高切削刃的数量,成功降低了冲压磨具的工作负荷,进而提高了生产效率。
此外,还增加了冷却系统,有效控制了冲压过程中产生的热量,进一步确保了冲压磨具的高效工作。
为了进一步提升冲压磨具的性能,该企业还进行了表面涂层的处理。
通过表面涂层,冲压磨具的摩擦系数得以减小,降低了摩擦损耗,同时提高了磨具的耐磨性和使用寿命。
经过实施这些优化方案后,该企业的生产效率显著提升。
与此同时,冲压磨具的寿命得到了显著延长,降低了生产成本,提高了产品的质量。

冲压磨具的优化设计与改进方案冲压磨具作为一种关键工具,广泛应用于金属加工行业。
它的设计与制造对于提高生产效率、降低生产成本、改善产品质量至关重要。
本文将讨论冲压磨具的优化设计与改进方案,旨在提出一些可行的方法来优化磨具的设计和制造过程。
一、冲压磨具的优化设计1. 客户需求分析在进行冲压磨具的设计之前,首先需要对客户的需求进行分析。
通过与客户沟通,了解产品要求、工艺要求、产量要求等方面的需求,从而为冲压磨具的设计奠定基础。
2. 材料选择材料的选择直接影响到冲压磨具的使用寿命和性能。
根据具体的应用场景和客户需求,选择合适的材料,既要考虑材料的硬度和耐磨性,还要考虑材料的可加工性和成本因素。
3. 结构设计冲压磨具的结构设计是关键的一环。
在进行结构设计时,应考虑力学原理和工艺要求,确保磨具能够承受冲击力和压力,同时满足产品的加工要求。
结构设计还要考虑便于加工和装配的因素,以提高生产效率。
4. 工艺路线设计设计冲压磨具时,还需要设计相应的工艺路线。
工艺路线设计包括加工顺序、加工方法、加工参数等方面的考虑。
通过合理的工艺路线设计,可以降低制造成本,提高生产效率。
二、冲压磨具的改进方案1. 制造工艺改进冲压磨具的制造工艺直接影响到产品质量和生产效率。
可以通过改进制造工艺来提升产品的质量和制造效率。
例如,采用先进的数控机床进行加工,提高加工精度和稳定性;采用表面处理技术,提高磨具的耐磨性和使用寿命。
2. 结构改进根据冲压磨具的使用情况和存在的问题,进行结构改进是一种有效的改进方案。
例如,通过增加支撑结构来提高磨具的刚度和稳定性;采用可调节结构,便于对磨具进行调整和维护。
3. 自动化改进随着自动化技术的发展,将冲压磨具的制造过程自动化是一种有效的改进方案。
通过引入机器人技术和自动化设备,可以提高生产效率,降低劳动强度,并提高产品质量的稳定性。
4. 材料改进材料的选择对于冲压磨具的性能和使用寿命至关重要。
通过使用新型材料,如高硬度合金钢和陶瓷材料,可以大幅提升冲压磨具的耐磨性和使用寿命。

冲压磨具结构的设计与优化冲压磨具是在工业生产中广泛应用的一种工具,用于加工金属材料,以使其形成所需的形状和尺寸。
冲压磨具的结构设计和优化对于提高生产效率、降低成本以及提高产品质量至关重要。
本文将探讨冲压磨具结构设计的关键因素以及进行优化的方法。
一、冲压磨具结构设计的关键因素冲压磨具结构设计的关键因素有以下几个方面:1. 材料选择:冲压磨具需要使用具有高硬度和耐磨性的材料,以保证其寿命和使用效果。
常见的材料选择包括硬质合金、高速钢和陶瓷等。
2. 结构布局:冲压磨具的结构布局应考虑到工件的形状和尺寸要求,以及工艺要求。
合理的结构布局可以降低材料的浪费,提高生产效率。
3. 模具设计:冲压磨具中的模具是关键部分,其设计应满足工件的加工要求,并具有良好的刚性和稳定性。
模具的设计包括模腔的形状、尺寸和角度等。
4. 导向系统:冲压磨具中的导向系统对于保持模具的稳定性和准确性至关重要。
导向系统的设计应考虑到各个部件的间隙和摩擦力,以保证模具的运动平稳和精确。
5. 冷却系统:冲压磨具在工作过程中会产生大量的热量,冷却系统的设计能够有效地控制温度,防止模具变形和退火等问题的发生。
二、冲压磨具结构设计的优化方法冲压磨具结构设计的优化方法主要包括以下几个方面:1. 模拟分析:利用计算机软件进行冲压磨具的模拟分析,可以预测模具在实际工作中的变形、应力分布等情况。
根据模拟结果进行相应的结构调整,以提高冲压磨具的性能。
2. 材料优化:通过选择优质的材料,并对其进行热处理等工艺处理,可以提高冲压磨具的硬度和耐磨性。
同时,也可以采用表面涂覆等方式来提高材料的性能。
3. 结构调整:通过改变冲压磨具的结构布局、模具设计等参数,来提高冲压磨具的加工精度和效率。
同时,还可以考虑采用可调节的结构设计,以适应不同形状和尺寸的工件加工。
4. 导向系统优化:通过优化导向系统的设计,减小部件的间隙和摩擦力,可以提高冲压磨具的稳定性和准确性。
同时,还可以采用高精度的滚动轴承等部件来改善导向系统的性能。
()原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的(),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用()的规定,即:按照学校要求提交()的印刷本和电子版本;学校有权保存()的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存;在不以赢利为目的前提下,学校可以公布的部分或全部内容。
作者签名:日期:学位原创性声明本人郑重声明:所呈交的是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本不包含任何其他个人或集体已经发表或撰写的成果作品。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到本声明的法律后果由本人承担。
作者签名:日期:年月日学位版权使用授权书本学位作者完全了解学校有关保留、使用学位的规定,同意学校保留并向国家有关部门或机构送交的复印件和电子版,允许被查阅和借阅。
本人授权大学可以将本学位的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位。
涉密按学校规定处理。
作者签名:日期:年月日导师签名:日期:年月日注意事项1.设计()的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对支持必要时)2.字数要求:理工类设计()正文字数不少于1万字(不包括图纸、程序清单等),文科类正文字数不少于1.2万字。

冲压工艺参数优化与模拟分析研究随着工业的发展,冲压工艺在金属制造中扮演了重要的角色。
冲压工艺的优化与模拟分析成为提高生产效率和产品质量的关键。
本文将探讨冲压工艺参数的优化以及模拟分析的研究。
1. 引言冲压工艺是一种以压力为主要手段对金属板材进行成形加工的工艺。
冲压工艺在汽车、电子、家电等行业中得到广泛应用。
然而,由于材料的不同特性和工艺参数的复杂性,决定了冲压工艺参数的优化与模拟分析对于保证产品质量和降低生产成本至关重要。
2. 冲压工艺参数的优化冲压工艺参数的优化,旨在通过调整参数来实现最佳的成形效果。
首先,选择合适的冲压机,根据产品的尺寸和材料的特性来确定压力和速度。
然后,调整工艺参数,如凸模半径、模具间隙和摩擦系数等,以确保产品的平整度和尺寸精度。
此外,还需要考虑材料的强度和韧性等因素,以避免产生裂纹和变形。
3. 冲压模拟分析的研究冲压模拟分析是一种通过计算机仿真来预测冲压过程中的材料变形和应力分布的方法。
通过建立数学模型和使用有限元方法,可以对工件在不同工艺参数下的成形过程进行模拟分析。
这种方法可以有效地评估工艺参数的优化效果,提前发现潜在的问题,并进行修正。
同时,冲压模拟分析还可以减少实验成本和时间,提高生产效率。
4. 冲压工艺参数优化与模拟分析的应用冲压工艺参数优化和模拟分析的应用广泛而深入。
在汽车制造中,冲压工艺参数的优化可以提高车身的强度和刚度,同时降低材料的成本和重量。
在电子行业中,冲压模拟分析可以预测电子元件在不同工艺参数下的变形和应力集中情况,从而优化工艺流程和改进产品设计。
在家电制造中,通过冲压工艺参数的优化,可以提高产品的外观质量和尺寸精度,增加产品的市场竞争力。
5. 冲压工艺参数优化与模拟分析的挑战尽管冲压工艺参数优化与模拟分析带来了许多优势,但仍然存在一些挑战。
首先,冲压工艺参数的优化需要考虑多个因素,包括材料特性、工件几何形状和生产要求等。
这就给优化过程带来了复杂性和困难性。
冲压加工中的成形限制与优化设计冲压加工是一种常见的金属成形技术,广泛应用于汽车、航空航天、电子、家电等领域。
然而,在冲压加工过程中,由于金属材料的塑性变形性质以及工艺参数的制约,会存在一定的成形限制。
因此,优化设计成为了提高冲压加工效率和质量的重要措施。
在冲压加工中,成形限制主要有以下几个方面:材料性能限制:金属材料的塑性变形性质是冲压加工的基础。
不同的材料具有不同的拉伸强度、延伸率和强韧性等性能指标,这些性能会直接影响到成形的可行性和效果。
例如,某些高强度钢材料在冲压过程中容易发生开裂或者鼓泡现象,从而限制了其成形能力。
几何形状限制:冲压加工中,产品的几何形状也会对成形产生限制。
例如,对于复杂的三维曲面产品,由于模具的限制,可能需要多次冲裁和整形才能获得理想的成品。
同时,产品的精度要求也会对冲压加工产生一定的影响。
精度要求越高,冲压过程中的调整和控制难度就越大。
模具设计限制:模具是冲压加工中的重要工具,模具的设计合理与否直接关系到成形质量。
模具的设计中,不仅需要考虑到产品的几何形状和尺寸,还需要考虑到冲击力、材料流动和模具磨损等因素。
模具一旦设计不合理,就会导致成形过程中的失效和损坏,进而限制了冲压加工的效率和质量。
工艺参数限制:冲压加工中的工艺参数包括冲头速度、冲头压力、模具温度等。
这些参数的不同组合和调整会对冲压加工产生直接影响。
例如,冲头速度过快或者冲头压力过大,可能会导致金属材料的过度变形,造成产品的变形或者损坏。
因此,正确选择和合理调整工艺参数是冲压加工中的关键。
为了克服冲压加工中的成形限制,优化设计是必不可少的。
在优化设计中,可以采取以下一些措施:材料选用优化:选择适合冲压加工的材料是优化设计的关键。
材料的选择要考虑到冲压成形的要求,以及产品的使用环境和性能要求。
例如,对于需要高强度的产品,可以选择高韧性的材料,同时对其热处理和表面质量进行优化,以增强其成形能力。
成形工艺优化:在冲压加工中,成形工艺的优化可以通过控制工艺参数和调整模具结构来实现。
冲压工艺的优化设计引言冲压工艺是现代制造业中常用的一种工艺,它可以实现对金属板材的冲压加工,从而得到具有一定形状和尺寸的零件。
冲压工艺的优化设计可以有效提高冲压加工的质量和效率,降低生产成本。
本文将从材料选择、模具设计以及冲压参数优化等方面,探讨冲压工艺的优化设计方法。
1. 材料选择在冲压工艺的优化设计中,合适的材料选择是至关重要的。
不同的材料具有不同的力学性能和成形性能,因此需要根据冲压零件的要求来选择合适的材料。
以下是一些常见的材料选择原则:•强度要求高的零件适合选用强韧性好的高强度铝合金或高强度钢材料;•对腐蚀要求高的零件适合选用不锈钢材料;•对导电性要求高的零件适合选用铜或铝材料;同时,在选择材料时还需要考虑材料的可获得性、成本和环境友好性等因素。
2. 模具设计模具是冲压工艺中不可或缺的工具,模具设计的好坏直接影响到冲压零件的质量和生产效率。
在模具设计中,需要考虑以下几个方面:2.1 模具材料的选择模具材料的选择应根据冲压零件的要求来确定。
常见的模具材料有工具钢、硬质合金和高速钢等。
根据冲压材料的硬度和耐磨性要求,选择合适的模具材料,以保证模具寿命和加工质量。
2.2 模具结构设计模具结构设计是模具设计过程中的关键环节。
合理的模具结构能够提高冲压零件的加工精度和生产效率。
在模具结构设计中,需要考虑以下几个方面:•模具的敲打方向和冲压方向应相互垂直,以避免模具的过度磨损;•设计合适的冲头和沉头凸台,以确保冲压零件的成形;•合理设计冲顶和冲座,以减少模具的磨损和加工负荷;2.3 模具保养和维护模具保养和维护是保证模具工作正常的重要环节。
定期检查和清洁模具,及时进行维修和更换损坏的零部件,可以延长模具的使用寿命,减少生产事故的发生。
3. 冲压参数优化冲压参数的优化设计对于提高冲压工艺的质量和效率非常重要。
优化冲压参数可以达到以下几个目的:•减少冲裁力矩,降低冲压过程中金属板材的变形和残留应力;•降低模具磨损,延长模具的使用寿命;•提高生产效率,减少生产成本;冲压参数优化的过程中需要综合考虑冲压材料的力学性能、冲压零件的要求、模具的设计和设备的限制等因素。
正交试验法对冲压件多工艺参数优化的仿真及实验验证摘要:通过正交试验,对冲压件成型过程进行了仿真实验,给出了最佳工艺参数组合,并经过实验得以证实,从而达到缩短优化工艺参数的时间,提高工艺设计效率的目的。
关键词:正交试验冲压件仿真冲压件工艺参数冲压技术在航空、汽车、电子、仪器仪表、家用电器等行业生产中应用十分广泛,对发展生产、增加效益、更新产品等方面起着重要作用。
但在曲面冲压过程中,普遍存在着起皱和拉裂等现象,很多人对防止起皱和拉裂进行了深入的研究。
本文通过正交试验法,结合具体的曲面零件,确定了影响冲压件质量的工艺参数并进行了优化。
1 正交试验法简介1.1 正交试验法正交试验法是统计数学的重要分支。
它是以概率论数理统计、专业技术知识和实践经验为基础,充分利用标准化的正交表来安排试验方案,并对试验结果进行计算分析,最终达到减少试验次数,缩短试验周期,迅速找到优化方案的一种科学试验方法。
上个世纪七八十年代,此方法在我国得到了广泛地推广和应用。
用正交表来安排试验,相对于全面试验而言,它只是部分试验,却可以用比全面试验法少得多的试验,获得能基本上反映全面情况的试验数据和资料。
1.2 正交试验法中常用的几个名词本文将利用正交试验法对冲压件进行模拟试验,得出各参数对起皱及拉裂情况的影响。
(1)试验指标。
在试验中需要考查的效果的特征值,简称为试验指标。
指标与试验目的是相对应的,如试验的目的是提高产量,则产量就是试验要考查的指标;又如试验的目的是降低成本,则成本就成了试验要考查的指标。
指标一般又分为定性指标和定量指标,正交试验需要通过量化指标来提高可比性。
在板料冲压成形分析中,根据不同的试验目的,可以将成形裕度(表示拉裂的危险程度)、皱纹高度(用于评价起皱程度)等作为试验指标。
(2)因素。
也称因子,是在试验中会对试验指标产生影响的原因或要素。
通常用大写字母A、B、C……等来分别表示不同的因素,因素又分为可控因素和不可控因素,可控因素是指在现有科学技术条件下,能人为控制和调节的因素;不可控因素是指在现有科学技术条件下,暂时还无法进行控制和调节的因素。
冲压件坯料的优化设计方法研究摘要:本文较为系统地介绍了冲压件坯料的优化设计方法,并比较分析了各自的优缺点。
相比于其他方法,一步模拟方法效率高、适应面广、功能较强,可以在产品的设计之初提供较为丰富的信息,因此,该方法有着较好的前景。
文章中一步模拟方法采用CST薄膜单元和DKT6板壳单元,这样,既可以考虑到面内薄膜内力的作用,也可以叠加弯曲效应对单元的影响,具有较高的精确度。
最后采用实例验证了该方法的有效性和可靠性。
关键词:板料成形;坯料优化;一步模拟1 前言在产品设计初期,如何方便快捷地获得坯料较为准确的形状尺寸,估计工件的应力应变及厚度分布,预测板金的成形性能,已经愈来愈受到人们的关注。
借助这些信息,设计人员可以对工件的形状尺寸、工艺条件等进行规划,使得坯料的变形较为均匀,减少凸耳及切余量,以期达到良好的成形性能及品质要求。
目前已经涌现许多方法,但是其中各有优缺点。
本文首先介绍了其中的主要方法,然后引出目前较为有效的优化方法,并作了验证。
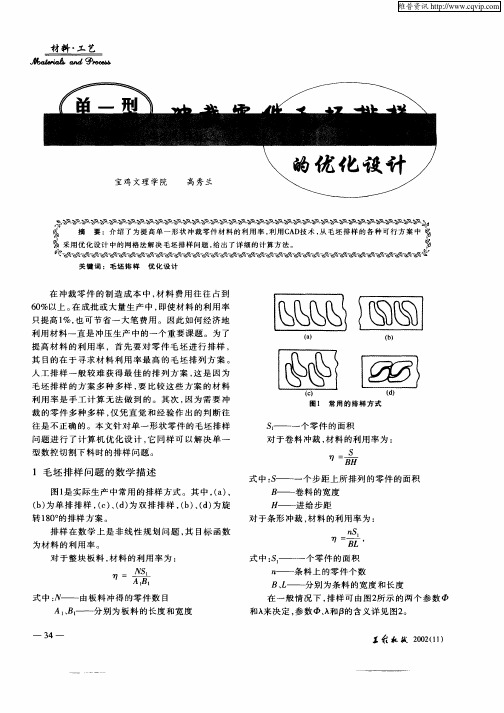
2 常用的优化设计方法2.1 经验方法该方法主要基于一些经验计算公式,所以其应用范围受到影响,主要应用于形状比较简单的可展冲压件(如旋转形件、弯曲件、或由这些简单形件组合而成的冲压件)。
总的来说,由经验展开板类件自由曲面的方法都是属于凑合性质的方法,其精度受到使用者经验的丰富程度、所采用的经验公式及具体工艺参数的选择等诸多因数的影响,其准确度有待进一步提高。
2.2 滑移线法[1-3]滑移线法的基本假设为:板料法兰厚度不变,且处于平面应变状态,材料各向同性,无硬化,不考虑摩擦力分布对塑性流动的影响。
从对滑移线法的叙述表明,只有形状相对简单的冲压件才能建立相应的滑移线场。
并且只有在特别简单的边界条件下才能从特征方求解中给出滑移线的数学表达式。
一般情况下,需利用特征方程的数值积分,根据给定的边界条件,逐点递推,求得近似滑移线场,这种方法是以变换特征线微分方程为有限差分关系式,并利用滑移线的特征作为基础的。
因此滑移线法由于数学运算比较复杂而较难在实际生产中推广应用。
2.3 几何映射法该方法首先由R.Sowerby[4]等提出,他们认为,可以不考虑变形力、应力-应变关系及边界摩擦等边界条件,根据某些假设实现工件到坯料的映射。
首先将木制模型进行网格划分,利用坐标测量仪获取节点的位置坐标。
或者由CAD模型在计算机中直接划分网格。
假设工件在成形过程中厚度不变,变形前后网格的面积恒定,将三维空间网格向二维平面进行映射,由此可以推知初始坯料形状和工件的应力分布。
后来J.C. Gerdeen和P.Chen[5]对其进行了进一步研究,将有限元思想引入几何映射,对每个单元实现映射,并开发了两套程序AXIFORMH和FEPFORM分别用来处理轴对称和非对称情况。
在国内北京航天航空大学的席平教授对此进行了较深入的研究,她把板材自由曲面离散成一系列的直纹面[6,7],对每一直纹面进行了三角形离散,然后确定一基准面对每一空间三角形进行展开。
其展开精度与直纹面、三角形离散精度有关,因此确定合理的离散精度直接影响到计算机的计算速度及展开精度。
2.4 模拟法模拟法是在一定的假设条件下,根据许多物理问题数学描述的相似性,通过数学相似理论,采用其它物理介质构成的模型来模拟板料法兰的金属流动。
Laplace和Poission方程被广泛用于板料的成形当中。
粱炳文等[8]的电模拟法,利用电解液槽装置,测量等势线,可得到一定深度的拉深件的毛坯外形,进行测量的工作时间在10min内。
此方法需要设计电解液装置及数据测量,因而其精度受到人为因数的影响。
另外一种是流体模拟法,它通过简单的流体模拟试验和计算机辅助模拟,来求解多种不规则形状拉深件的合理毛坯形状。
粱炳文等[9]根据虚点汇流动模型,实现了一种计算机辅助模拟,用理想流体的点汇场模拟寻求虚点汇场的解,使用微机自动绘制了不同形状、不同高度的拉深件合理毛坯外形,并以半圆头矩形件为例做了实验验证。
流体模拟法对模拟介质的要求很严格,它要求介质连续均匀,各向同性,易于流动且粘度大于某一定值。
粱炳文等[10-12]用二维无内热源稳态热传导来进行模拟,建立了相对于凸缘应力场的温度场模拟模型。
并根据热传导模拟模型编制的FEMBLC程序,可不必象一般求板材自由曲面冲压件的毛坯尺寸一样,先设一个外形线上的点。
它可由计算机根据所输入的冲压件的几何尺寸,可以自动按所定的精度要求,绘制出合理的毛坯外形。
2.5 速度场分析法最近由Kichan Son[13]等根据工件在变形过程中边界点的初始速度场来优化坯料设计。
变形过程中边界点由初始位置向最终成形方向进行移动。
各节点的运动非线性,并且方向时刻在改变。
显然,如果各个节点的最终位置都位于目标轮廓上,则该次设计的坯料最优。
因此该方法优化设计坯料的原理是:调节坯料边界各节点的位置,使之在变形之后处于设定的边界线上。
该方法在设计的每个阶段只需要进行一次变形分析,利用有限元分析的结果来获取每个节点初始速度与各自变形路径长度的比值及形状误差的大小。
因此该方法相对计算较少,效率较高。
3 一步模拟算法[14-18]一步模拟算法是20世纪90年代左右创立的一种坯料优化设计方法,目前已经有许多商业化软件问世。
该方法只考虑最终工件的形状,已知参数为工件的轮廓、原始坯料的厚度,未知参数有坯料的形状及工件的厚度。
这些参数可由最小化塑性变形功来求得。
为了忽略不同变形路径的影响,作了一系列的假设,其中主要的两个方面是:按比例加载;忽略模具和板料的接触边界条件,而改用简化的摩擦边界条件。
3.1 本构关系方程将变形终了工件用有限单元进行剖分,由于横向剪切变形比厚向弯曲变形要小得多,忽略薄板横向剪切作用,单元塑性变形功可以表示为:(1)其中包括膜应变和弯曲应变两部分[19]。
形变梯度定义为。
由此,可得左柯西-格林张量:(2)有=(3)式中,…;,,为在局部坐标中三结点坐标;是三角形单元的面积。
定义如下:(4)获取后,可以求得、和方向变换矩阵,并由材料的非可压缩性,求得厚向伸长。
根据Hill的各向异性屈服准则及Hencky的变形理论,本构方程可表示为:(5),,可推知对数应变:(6)其中,可由左Cauchy-Green变形张量表示,是与最终工件的局部坐标系轴的夹角。
3.2 边界条件板料在实际冲压过程当中其边界条件是时刻在改变的,由于只考虑变形的初始和终了状态,这种假设使得我们可以将压边力和拉延筋阻力作为恒定的外部载荷来考虑。
根据Chung和Swift的实验研究[20],大多数情况下压边力集中作用在法兰的外边界处。
所以,可以由板料最外边界的节点计算压边力做作的摩擦功。
(7)式中,是转换到坯料最外边界节点上的压边力;是节点的切线位移;为摩擦系数。
同理,将拉延筋力转为集中作用在坯料外边界的节点力,则拉延筋所作的功为:(8)其中,可由实验或者数值计算得到。
3.3 对塑性变形功求极值为了求整体塑性功的极小值,并且考虑压边力、拉延筋等边界条件,令:(9)求的最小值,且令(10)用Newton-Raphson 方法解非线性方程组(1),即得:(11)(12)其中是减速因子,取值为0到1。
3.4 一步模拟的实例:盒形件拉深[21]图1模具尺寸图示Fig.1 Tooling geometry for the deep drawing of square cup.盒形件及模具尺寸如图1所示。
材料的性能指数及工艺参数为:应力应变关系曲线为(MPa);厚向异性参数;板料厚度(mm);摩擦系数。
图2表示的是用三角形单元离散化后的工件。
利用一步模拟算法,在微机(Windows2000, CPU Intel P4/2GHz)上计算仅需要2min,计算效率大大高于增量法有限元。
可以快速获取优化板料形状(图3所示),并且可以预测最终工件的厚向应力应变分布。
由图4可知,利用该优化的坯料,可以获得较好的拉深成形性能。
图2 经三角形单元离散化后的工件图3 利用一步模拟算法获得的板坯形状Fig.2 Workpiece discretized with triangular element. Fig. 3 Blank shape of the square cup using one step simulation.图4 利用一步模拟法计算的坯料获得的FLDFig. 4 FLD with the obtained blank shape.(a) (b)图5离中心不同远处的厚度分布图:(a) 截面方向;(b) 对角方向Fig.5 Thickness distribution along different direction: (a) traverse; (b) diagonal 图5显示了距离盒形件中心不同方向、不同距离处的厚度分布。
在盒形件法兰处板厚增至最大值0.77mm;圆角附近板厚则降为最小值0.62mm。
在实际加工过程,工件法兰处容易出现褶皱缺陷,底部圆角处较易出现拉裂失稳。
该结果与实际的成形情况相吻合。
一步模拟方法具有较高的运算速度,尽管作了一些假设,但是其运算精度仍然可以达到工程要求(坯料设计的形状误差不会超过3%,厚向误差不会超过5%[22]),在交互式产品设计当中,尤其是产品设计的初始阶段,是一种非常有效的工具。
4 结论本文对冲压件坯料的优化设计方法进行了研究,总结了一些常用方法如经验法、滑移线法、几何映射法、模拟法、速度场分析法等的优缺点。
这些方法由于其局限性,没有很好的推广应用。
最后引出目前较为有效的一步模拟方法,并对其机理作了较为详细的论述。
通过实例可以证明,一步模拟方法能够较好的满足设计的需要,是一种较有前途的坯料优化设计方法。
参考文献:[1] F. Liu, R. Sowerby, X. Chen and P. C. Chakravriti, The development of near-net shaped blanks for deep drawing operations, Proc. 28th Int. MAT ADOR Conf., Macmillan 1990, 347[2] R. Sowerby, N. Chandrasekaran, X. Chen, M. Rooks and P. Correa, The development of computer aids for sheet metal stamping, in CAD/CAM and FEM in Metalworking, 3rd Int, Conf. On SAS. (edited by S.K. Ghosh and A. Niku-Lari), Pergamon Press 1988, 187[3] X. Chen, R. Sowerby, The development of ideal blank shapes by the method of plane stress characteristics, Int. J. Mech. Sci , 1992, 34(2) : 159~166[4]R.Sowerby, J.L. Duncan and E. Chu, The modeling of sheet metal stamping, Int. J. Mech. Sci., 1986, 28(7) : 415~430[5] Gerdeen J C, Chen P. Geometric mapping method of computer modeling of sheet metalforming ,Numiform’89, Thompson, 1989, Balkema, Rotterdam, ISBN 9061918979[6] 席平. 三维曲面的几何展开.计算机学报, 1997, 4, 315~322[7] 兰箭, 董湘怀, 李志刚.用有限元逆算法计算板料成形毛坯形状和应变分布.塑性工程学报, 2001, 6, 60~62[8] Z Zhaotao, L Bingwen. Determination of blank shapes for drawing irregular cups using an electrical analogue method, Int.J.Mech.Sci.,1986, 28(8): 499~503[9] L Xuchan, L Bingwen. Modeling of flange deformation of irregular drawn cups using a fluid analogy, Int, J. Mech. Sci., 1986, 28 (8) : 491~497[10]廖卫献,梁炳文. 求不规则压延件展开毛料的热传导模拟法.锻压技术,1988,3,16~22[11]梁炳文, 胡世光. 板料成形塑性理论. 北京: 机械工业出版社, 1987[12]李乃周, 梁炳文. 不规则拉延件变形的研究. 锻压技术, 1990, 16 (2): 12~23[13] Kichan Son, Hyunbo Shim, Optimal blank shape design using the initial velocity of boundary nodes, Journal of Material Processing Technology , 2002, 134: 92~98[14] Shiyong Yang, Kikuo Nezu, Application of an inverse FE approach in the concurrent design of sheet stamping, Journal of Materials Processing Technology , 1998, 79: 86~93[15] C.H. Lee, H. Huh, Blank design and strain estimates for sheet metal forming processes by a finite element inverse approach with initial guess of linear deformation, Journal of Materials Processing Technology, 1998 82: 145~155[16] Xavier Chatean, A simplified approach for sheet forming processes design, Int. J. Mech. Sci., 1994, 36 (6) : 579~596[17] Y.Q Guo, J. L. Batoz, J. M. Detroux, P. Duroux, Finite element procedures for strain estimations of sheet metal forming parts, Int. J. Numer. Methods. Eng., 1990, 30: 1385~1401[18] Y.Q. Guo, J. L. Batoz, M. El. Mouatassim, J. M. Detraux, On the estimation of thickness strains in thin car panels by the inverse approach, in: J. L. Chenot, R. D. Wood, O. C. Zienkiewicz (Eds.), NUMIFOR M’92, Valbonne, France, A.A. Balkema, Rotterdam, 1992, 473~478[19] Y.Q. Guo, J.L. Batoz, H. Naceur, Recent developments on the analysis and optimum design of sheet metal forming parts using a simplified inverse approach, Computers and Structures, 2000, 78, 133~148[20] S.Y. Chung, H.W. Swift, A theory of tube-sinking, J. Iron Steel Inst. 1952, 170, p 29[21] Jong-Yop Kim, Naksoo Kim, Man-Sung Huh, Optimum blank design of an automobile sub-frame. Journal of Materials Processing Technology, 2000, 101, 31~43[22] S.-D. Liu & M. Karima, A one step finite element approach for product design of sheet metal, Numerical Methods in Industrial Forming Processes, Chenot, Wood & Zienkiewics (eds)。