主讲人:韩志仁
飞机制造工程技术基础
超精加工可在普通车床、外圆磨床上进行 ,对于批量较大的生产则宜在专用机床上进行。 工作时应充分地加润滑油,以便形成油膜和清洗 极细地磨屑。 超 精 加 工 后 地 工 件 表 面 粗 糙 度 Ra 值 约 在 0.1~0.006μm之间。 (四)、抛光 抛光是利用机械、化学或电化学地作用, 使工件获的光亮、平整表面的加工方法
主讲人:韩志仁
飞机制造工程技术基础
经研磨后的工件表面,尺寸精度可达IT4~IT1级;
表面粗糙度值可减小到0.1~0.006μm。形状精度 亦可相应提高。 2)生产效率低,加工余量小。
3) 研磨剂易飞溅,污染环境。
在现代制造业中研磨应用很广,许多精密量 块、量规、齿轮、钢球、喷油嘴、石英晶体、陶 瓷元件、光学镜头及棱镜等零件均需研磨。
超高精密磨床 激光高精度 超精密研磨机 测长仪
1900
1960 1980 图7-17 精密加工与超精密加工的发展(Taniguchi,1983)
1920
1940
离子束加工 扫描电镜 分子对位加工 电子线分析 仪 2000 年份
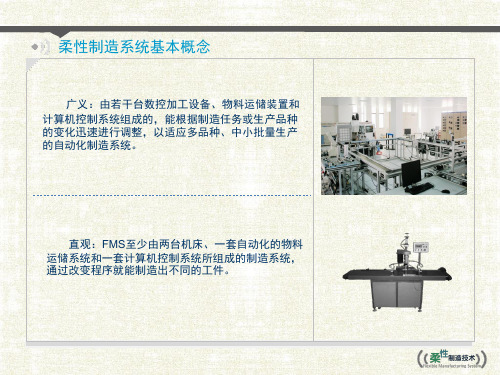
一 精密与超精密加工技术
◆ 几种典型精密零件的加工精度(表7-3)
表7-3 几种典型精密零件的加工精度 零件 激光光学零件 多面镜 磁头 磁盘 雷达导波管 卫星仪表轴承 天体望远镜 加 工 精 度 形状误差 0.1μm 平面度误差 0.04μm 平面度误差 0.04μm 波度 0.01 ~0.02μm 平面度垂直度误差 < 0.1μm 圆柱度误差 <0.01μm 形状误差 < 0.03μm 表面粗糙度 Ra 0.01~0.05μm Ra <0.02μm Ra <0.02μm Ra <0.02μm Ra <0.02μm Ra <0.002μm Ra <0.01μm