形位公差实用标准(GB1184-80)
- 格式:doc
- 大小:128.50 KB
- 文档页数:3
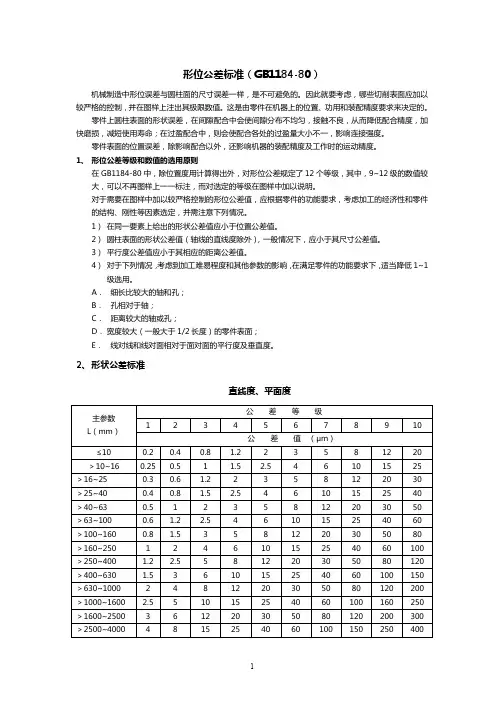
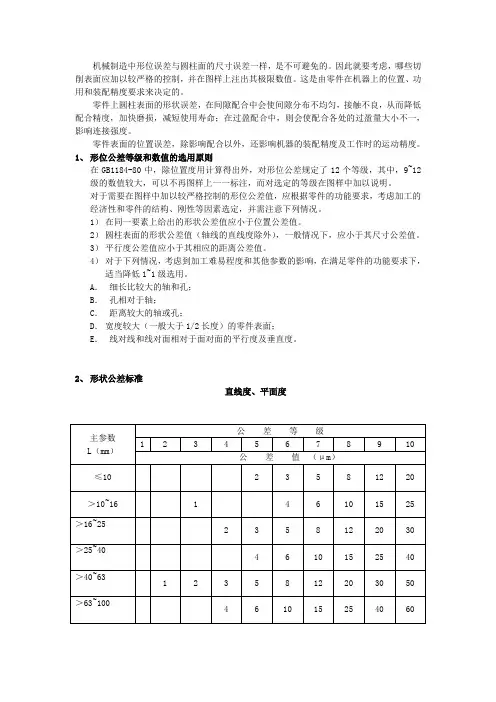
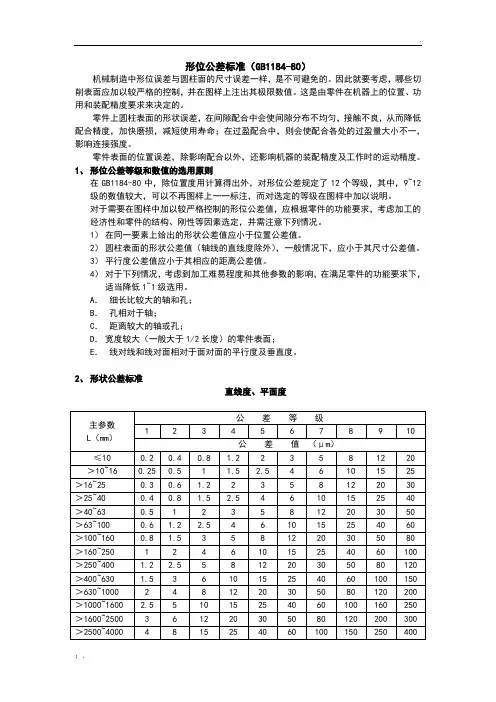
形位公差标准(GB1184-80)机械制造中形位误差与圆柱面的尺寸误差一样,是不可避免的。
因此就要考虑,哪些切削表面应加以较严格的控制,并在图样上注出其极限数值。
这是由零件在机器上的位置、功用和装配精度要求来决定的。
零件上圆柱表面的形状误差,在间隙配合中会使间隙分布不均匀,接触不良,从而降低配合精度,加快磨损,减短使用寿命;在过盈配合中,则会使配合各处的过盈量大小不一,影响连接强度。
零件表面的位置误差,除影响配合以外,还影响机器的装配精度及工作时的运动精度。
1、形位公差等级和数值的选用原则在GB1184-80中,除位置度用计算得出外,对形位公差规定了12个等级,其中,9~12级的数值较大,可以不再图样上一一标注,而对选定的等级在图样中加以说明。
对于需要在图样中加以较严格控制的形位公差值,应根据零件的功能要求,考虑加工的经济性和零件的结构、刚性等因素选定,并需注意下列情况。
1)在同一要素上给出的形状公差值应小于位置公差值。
2)圆柱表面的形状公差值(轴线的直线度除外),一般情况下,应小于其尺寸公差值。
3)平行度公差值应小于其相应的距离公差值。
4)对于下列情况,考虑到加工难易程度和其他参数的影响,在满足零件的功能要求下,适当降低1~1级选用。
A.细长比较大的轴和孔;B.孔相对于轴;C.距离较大的轴或孔;D.宽度较大(一般大于1/2长度)的零件表面;E.线对线和线对面相对于面对面的平行度及垂直度。
2、形状公差标准直线度、平面度主参数 L(mm)公 差 等 级1 2 3 4 5 6 7 8 9 10公 差 值 (μm)≤10 0.2 0.4 0.8 1.2 2 3 5 8 12 20 >10~16 0.25 0.5 1 1.5 2.5 4 6 10 15 25 >16~25 0.3 0.6 1.2 2 3 5 8 12 20 30 >25~40 0.4 0.8 1.5 2.5 4 6 10 15 25 40 >40~63 0.5 1 2 3 5 8 12 20 30 50 >63~100 0.6 1.2 2.5 4 6 10 15 25 40 60 >100~160 0.8 1.5 3 5 8 12 20 30 50 80 >160~250 1 2 4 6 10 15 25 40 60 100 >250~400 1.2 2.5 5 8 12 20 30 50 80 120 >400~630 1.5 3 6 10 15 25 40 60 100 150 >630~1000 2 4 8 12 20 30 50 80 120 200 >1000~1600 2.5 5 10 15 25 40 60 100 160 250 >1600~2500 3 6 12 20 30 50 80 120 200 300 >2500~4000 4 8 15 25 40 60 100 150 250 400圆度、圆柱度主参数d (mm)公 差 等 级0 1 2 3 4 5 6 7 8 9 10公 差 值 (μm)≤3 0.1 0.2 0.3 0.5 0.8 1.2 2 3 4 6 10 >3~5 0.1 0.2 0.4 0.6 1 1.5 2.5 4 5 8 12 >6~10 0.12 0.25 0.4 0.6 1 1.5 2.5 4 6 9 15 >10~18 0.15 0.3 0.5 0.8 1.2 2 3 5 8 11 18 >18~30 0.2 0.4 0.6 1 1.5 2.5 4 6 9 13 21 >30~50 0.25 0.5 0.6 1 1.5 2.5 4 7 11 16 25 >50~80 0.3 0.6 0.8 1.2 2 3 5 8 13 19 30 >80~120 0.4 0.8 1 1.5 2.5 4 6 10 15 22 35 >120~180 0.6 1 1.2 2 3.5 5 8 12 18 25 40 >180~250 0.8 1.2 2 3 4.5 7 10 14 20 29 46 >250~315 1.0 1.6 2.5 4 6 8 12 16 23 32 52 >315~400 1.2 2 3 5 7 9 13 18 25 36 57 >400~500 1.5 2.5 4 6 8 10 15 20 27 40 633、位置公差标准平行度、垂直度、倾斜度主参数 L,d(mm)公 差 等 级1 2 3 4 5 6 7 8 9 10公 差 值 (μm)≤10 0.4 0.8 1.5 3 5 8 12 20 30 50 >10~16 0.5 1 2 4 6 10 15 25 40 60 >16~25 0.6 1.2 2.5 5 8 12 20 30 50 80 >25~40 0.8 1.5 3 6 10 15 25 40 60 100 >40~63 1 2 4 8 12 20 30 50 80 120 >63~100 1.2 2.5 5 10 15 25 40 60 100 150 >100~160 1.5 3 6 12 20 30 50 80 120 200 >160~250 2 4 8 15 25 40 60 100 150 250 >250~400 2.5 5 10 20 30 50 80 120 200 300 >400~630 3 6 12 25 40 60 100 150 250 400 >630~1000 4 8 15 30 50 80 120 200 300 500 >1000~1600 5 10 20 40 60 100 150 250 400 600 >1600~2500 6 12 25 50 80 120 200 300 500 800 >2500~4000 8 15 30 60 100 150 250 400 600 1000 >4000~6300 10 20 40 80 120 200 300 500 800 1200 >6300~10000 12 25 50 100 150 250 400 600 1000 1500同轴度、对称度、圆跳动和全跳动主参数 L,d(mm)公 差 等 级1 2 3 4 5 6 7 8 9 10公 差 值 (μm)≤1 0.4 0.6 1 1.5 2.5 4 6 10 15 25 >1~3 0.4 0.6 1 1.5 2.5 4 6 10 20 40 >3~6 0.5 0.8 1.2 2 3 5 8 12 25 50 >6~10 0.6 1 1.5 2.5 4 6 10 15 30 60 >10~18 0.8 1.2 2 3 5 8 12 20 40 80 >18~30 1 1.5 2.5 4 6 10 15 25 50 100 >30~50 1.2 2 3 5 8 12 20 30 60 120 >50~120 1.5 2.5 4 6 10 15 25 40 80 150 >120~250 2 3 5 8 12 20 30 50 100 200 >250~500 2.5 4 6 10 15 25 40 60 120 250 >500~800 3 5 8 12 20 30 50 80 150 300 >800~1250 4 6 10 15 25 40 60 100 200 400 >1250~2000 5 8 12 20 30 50 80 120 250 500 >2000~3150 6 10 15 25 40 60 100 150 300 600 >3150~5000 8 12 20 30 50 80 120 200 400 800 >5000~8000 10 15 25 40 60 100 150 250 500 1000 >8000~10000 12 20 30 50 80 120 200 300 600 1200。
机械制造中形位误差与圆柱面的尺寸误差一样,是不可避免的。
因此就要考虑,哪些切削表面应加以较严格的控制,并在图样上注出其极限数值。
这是由零件在机器上的位置、功用和装配精度要求来决定的。
零件上圆柱表面的形状误差,在间隙配合中会使间隙分布不均匀,接触不良,从而降低配合精度,加快磨损,减短使用寿命;在过盈配合中,则会使配合各处的过盈量大小不一,影响连接强度。
零件表面的位置误差,除影响配合以外,还影响机器的装配精度及工作时的运动精度。
1、形位公差等级和数值的选用原则
在GB1184-80中,除位置度用计算得出外,对形位公差规定了12个等级,其中,9~12级的数值较大,可以不再图样上一一标注,而对选定的等级在图样中加以说明。
对于需要在图样中加以较严格控制的形位公差值,应根据零件的功能要求,考虑加工的经济性和零件的结构、刚性等因素选定,并需注意下列情况。
1)在同一要素上给出的形状公差值应小于位置公差值。
2)圆柱表面的形状公差值(轴线的直线度除外),一般情况下,应小于其尺寸公差值。
3)平行度公差值应小于其相应的距离公差值。
4)对于下列情况,考虑到加工难易程度和其他参数的影响,在满足零件的功能要求下,适当降低1~1级选用。
A.细长比较大的轴和孔;
B.孔相对于轴;
C.距离较大的轴或孔;
D.宽度较大(一般大于1/2长度)的零件表面;
E.线对线和线对面相对于面对面的平行度及垂直度。
2、形状公差标准
直线度、平面度
3、位置公差标准
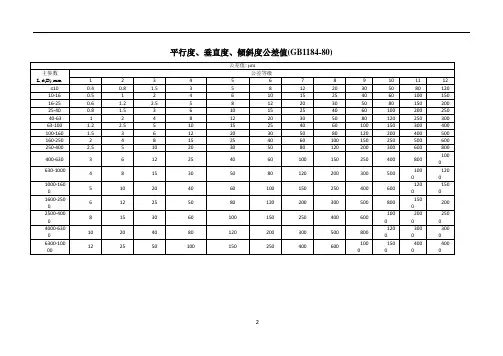
平行度、垂直度、倾斜度。
![[精品]形位公差标准(GB1184-80)](https://uimg.taocdn.com/c5e4d4dab9f67c1cfad6195f312b3169a451ea13.webp)
[精品]形位公差标准(GB1184-80)
形位公差是指零件表面或轴线上某些特定点的位置误差,即零件的形状、位置、方向和轴线的相互关系。
GB1184-80《形位公差标准》是中国国家标准,规定了形位公差的计算方法、代表字母、符号以及公差限制等内容。
一、形位公差的计算方法
1. 采用虚拟辅助基准二面体法进行计算。
虚拟辅助基准二面体是指零件在规定的测量位置上所形成的二面体,这个二面体与零件的实际基准二面体相比,具有相同的中心和方向。
2. 形位公差的计算分为三步骤:首先确定形位公差的参考点,然后计算形位公差的实际值,最后与公差限制进行比较,以确定零件是否可接受。
3. 形位公差的参考点通常是零件表面或轴线上的某个关键点,如孔、轴等。
二、形位公差的代表字母和符号
1. 形位公差的代表字母有两个:T表示位置公差,R表示圆度公差。
三、形位公差的公差限制
形位公差的公差限制是指规定了允许的最大偏差值或最大偏差范围,超出这个范围的零件就被认为是不合格的。
1. 位置公差的公差限制由两个方面来决定:一个是允许偏差的最大值,另一个是偏差的位置关系。
允许偏差的最大值一般用数字表示,偏差的位置关系则根据形位公差的类型、符号和方向来确定。
2. 圆度公差的公差限制是指允许圆形实际轮廓与理想轮廓之间的最大偏差,一般用数字表示。
四、形位公差的应用
形位公差在机械制造中具有重要的应用价值,它可以保证零件的相互配合精度和可靠性。
同时要求具有准确的测量技术和精密的加工技术才能满足形位公差的要求。
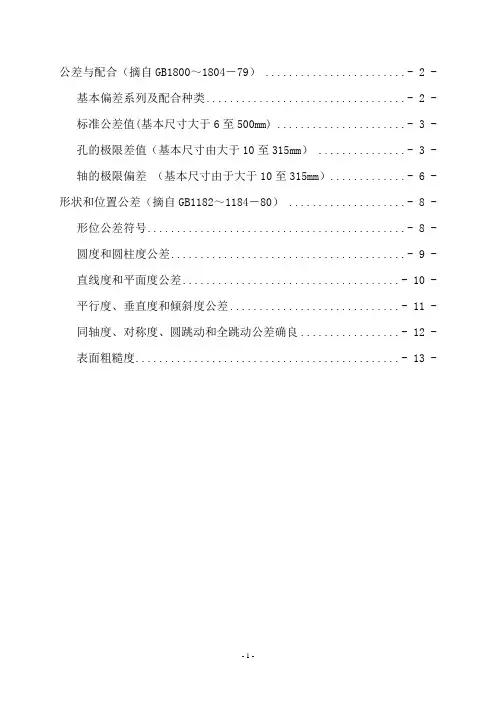
公差与配合(摘自GB1800~1804-79) ........................ - 2 - 基本偏差系列及配合种类.................................. - 2 - 标准公差值(基本尺寸大于6至500mm) ...................... - 3 - 孔的极限差值(基本尺寸由大于10至315mm) ............... - 3 - 轴的极限偏差(基本尺寸由于大于10至315mm)............. - 6 - 形状和位置公差(摘自GB1182~1184-80) .................... - 8 - 形位公差符号............................................ - 8 - 圆度和圆柱度公差........................................ - 9 - 直线度和平面度公差..................................... - 10 - 平行度、垂直度和倾斜度公差............................. - 11 - 同轴度、对称度、圆跳动和全跳动公差确良................. - 12 - 表面粗糙度............................................. - 13 -公差与配合(摘自GB1800~1804-79)基本偏差系列及配合种类标准公差值(基本尺寸大于6至500mm)孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182-84-80)
形位公差符号
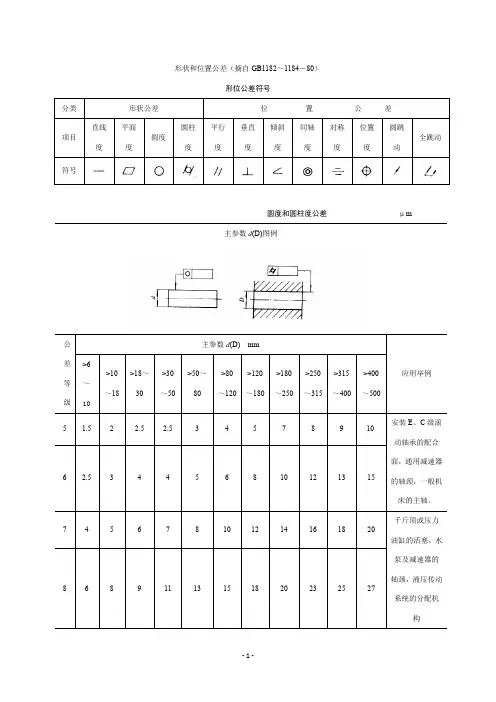
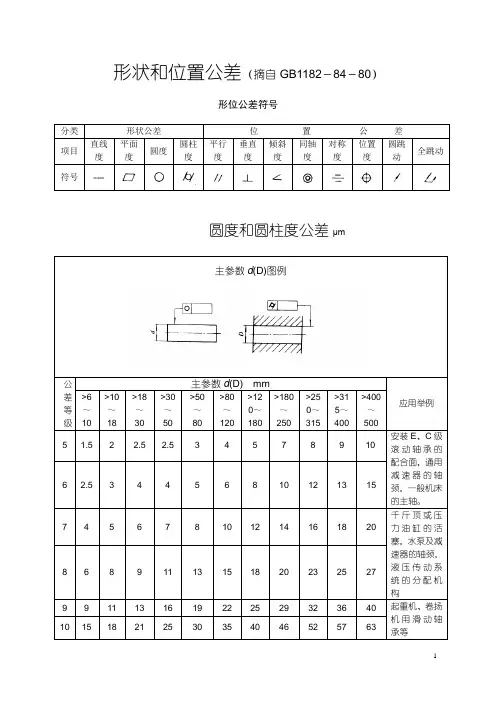
圆度和圆柱度公差μm
主参数d(D) mm
>18>30>50 >80>12>180>25>31>400
直线度和平面度公差μm 公主要参数L mm
平行度、垂直度和倾斜度公差μm 主参数L、d(D)mm
同轴度、对称度、圆跳动和全跳动公差确定μm
表面粗糙度
值的应用范围
表面粗糙度R
为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
公差与配合(摘自GB1800~1804-79) ........................ - 2 - 基本偏差系列及配合种类.................................. - 2 - 标准公差值(基本尺寸大于6至500mm) ...................... - 3 - 孔的极限差值(基本尺寸由大于10至315mm) ............... - 3 - 轴的极限偏差(基本尺寸由于大于10至315mm)............. - 6 - 形状和位置公差(摘自GB1182~1184-80) .................... - 8 - 形位公差符号............................................ - 8 - 圆度和圆柱度公差........................................ - 9 - 直线度和平面度公差..................................... - 10 - 平行度、垂直度和倾斜度公差............................. - 11 - 同轴度、对称度、圆跳动和全跳动公差确良................. - 12 - 表面粗糙度............................................. - 13 -公差与配合(摘自GB1800~1804-79)基本偏差系列及配合种类标准公差值(基本尺寸大于6至500mm)孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形位公差标准(GB1184-80)
机械制造中形位误差与圆柱面的尺寸误差一样,是不可避免的。
因此就要考虑,哪些切削表面应加以较严格的控制,并在图样上注出其极限数值。
这是由零件在机器上的位置、功用和装配精度要求来决定的。
零件上圆柱表面的形状误差,在间隙配合中会使间隙分布不均匀,接触不良,从而降低配合精度,加快磨损,减短使用寿命;在过盈配合中,则会使配合各处的过盈量大小不一,影响连接强度。
零件表面的位置误差,除影响配合以外,还影响机器的装配精度及工作时的运动精度。
1、形位公差等级和数值的选用原则
在GB1184-80中,除位置度用计算得出外,对形位公差规定了12个等级,其中,9~12级的数值较大,可以不再图样上一一标注,而对选定的等级在图样中加以说明。
对于需要在图样中加以较严格控制的形位公差值,应根据零件的功能要求,考虑加工的经济性和零件的结构、刚性等因素选定,并需注意下列情况。
1)在同一要素上给出的形状公差值应小于位置公差值。
2)圆柱表面的形状公差值(轴线的直线度除外),一般情况下,应小于其尺寸公差值。
3)平行度公差值应小于其相应的距离公差值。
4)对于下列情况,考虑到加工难易程度和其他参数的影响,在满足零件的功能要求下,适当降低1~1级选用。
A.细长比较大的轴和孔;
B.孔相对于轴;
C.距离较大的轴或孔;
D.宽度较大(一般大于1/2长度)的零件表面;
E.线对线和线对面相对于面对面的平行度及垂直度。
2、形状公差标准
直线度、平面度
3、位置公差标准
平行度、垂直度、倾斜度。
公差与配合(摘自GB1800~1804-79) ........................ - 2 - 基本偏差系列及配合种类.................................. - 2 - 标准公差值(基本尺寸大于6至500mm) ...................... - 3 - 孔的极限差值(基本尺寸由大于10至315mm) ............... - 3 - 轴的极限偏差(基本尺寸由于大于10至315mm)............. - 6 - 形状和位置公差(摘自GB1182~1184-80) .................... - 8 - 形位公差符号............................................ - 8 - 圆度和圆柱度公差........................................ - 9 - 直线度和平面度公差..................................... - 10 - 平行度、垂直度和倾斜度公差............................. - 11 - 同轴度、对称度、圆跳动和全跳动公差确良................. - 12 - 表面粗糙度............................................. - 13 -公差与配合(摘自GB1800~1804-79)基本偏差系列及配合种类标准公差值(基本尺寸大于6至500mm)孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号圆度和圆柱度公差μm主参数d(D)图例直线度和平面度公差μm 主参数L图例平行度、垂直度和倾斜度公差μm主参数L、d (D)图例同轴度、对称度、圆跳动和全跳动公差确良 μm主参数d(D)、B 、L 图例表面粗糙度表面粗糙度R a值的应用范围注:1. 粗糙度代号I为第一种过渡方式。
G B1182~1184-80公差与配合公差与配合(摘自GB1800~1804-79) ............................................................................................. - 2 -基本偏差系列及配合种类............................................................................................................... - 2 -标准公差值(基本尺寸大于6至500mm) ....................................................................................... - 3 -孔的极限差值(基本尺寸由大于10至315mm)........................................................................ - 3 -轴的极限偏差(基本尺寸由于大于10至315mm) ................................................................... - 6 -形状和位置公差(摘自GB1182~1184-80)...................................................................................... - 8 -形位公差符号................................................................................................................................... - 8 -圆度和圆柱度公差........................................................................................................................... - 9 -直线度和平面度公差..................................................................................................................... - 10 -平行度、垂直度和倾斜度公差......................................................................................................- 11 -同轴度、对称度、圆跳动和全跳动公差确良............................................................................. - 12 -表面粗糙度..................................................................................................................................... - 13 -公差与配合(摘自GB1800~1804-79)基本偏差系列及配合种类标准公差值(基本尺寸大于6至500mm)孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)注:标注▼者为优先公差等级,应优先选用。
公差与配合(摘自GB1800~1804-79) ........................ - 2 - 基本偏差系列及配合种类.................................. - 2 - 标准公差值(基本尺寸大于6至500mm) ...................... - 3 - 孔的极限差值(基本尺寸由大于10至315mm) ............... - 3 - 轴的极限偏差(基本尺寸由于大于10至315mm)............. - 6 - 形状和位置公差(摘自GB1182~1184-80) .................... - 8 - 形位公差符号............................................ - 8 - 圆度和圆柱度公差........................................ - 9 - 直线度和平面度公差..................................... - 10 - 平行度、垂直度和倾斜度公差............................. - 11 - 同轴度、对称度、圆跳动和全跳动公差确良................. - 12 - 表面粗糙度............................................. - 13 -公差与配合(摘自GB1800~1804-79)基本偏差系列及配合种类标准公差值(基本尺寸大于6至500mm)孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
公差与配合(摘自GB1800~1804-79) ........................ - 2 - 基本偏差系列及配合种类.................................. - 2 - 标准公差值(基本尺寸大于6至500mm) ...................... - 3 - 孔的极限差值(基本尺寸由大于10至315mm) ............... - 3 - 轴的极限偏差(基本尺寸由于大于10至315mm)............. - 6 - 形状和位置公差(摘自GB1182~1184-80) .................... - 8 - 形位公差符号............................................ - 8 - 圆度和圆柱度公差........................................ - 9 - 直线度和平面度公差..................................... - 10 - 平行度、垂直度和倾斜度公差............................. - 11 - 同轴度、对称度、圆跳动和全跳动公差确良................. - 12 - 表面粗糙度............................................. - 13 -公差与配合(摘自GB1800~1804-79)基本偏差系列及配合种类标准公差值(基本尺寸大于6至500mm)孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
GB1182~118480公差与配合GB1800~180479形状和位置公差公差与配合(摘自GB1800~1804-79)....................... - 2 - 基本偏差系列及配合种类.............................. - 2 - 标准公差值(基本尺寸大于6至500mm) .................. - 3 - 孔的极限差值(基本尺寸由大于10至315mm)............ - 3 - 轴的极限偏差(基本尺寸由于大于10至315mm)......... - 6 - 形状和位置公差(摘自GB1182~1184-80)................... - 8 - 形位公差符号 ....................................... - 8 - 圆度和圆柱度公差 ................................... - 9 - 直线度和平面度公差................................. - 10 - 平行度、垂直度和倾斜度公差......................... - 11 - 同轴度、对称度、圆跳动和全跳动公差确良............. - 12 - 表面粗糙度 ........................................ - 13 -公差与配合(摘自GB1800~1804-79)基本偏差系列及配合种类标准公差值(基本尺寸大于6至500mm)基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 68911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630孔的极限差值(基本尺寸由大于10至315mm)μm公差带等级基本尺寸m m>0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315D8+77+50+98+65+119+80+146+100+174+120+208+145+242+170+271+190 ▼9+93+50+117+65+142+80+174+100+207+120+245+145+285+170+320+190 10+120+50+149+65+180+80+220+100+260+120+305+145+355+170+400+190 11+160+50+195+65+240+80+290+100+340+120+395+145+460+170+510+190公差带级>0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315E 6+43+32+53+40+66+50+79+60+94+72+110+85+129+100+142+110 7+50+32+61+40+75+50+90+60+107+72+125+85+146+100+162+110 8+59+32+73+40+89+50+106+60+126+72+148+85+172+100+191+110 9+75+32+92+40+112+50+134+60+159+72+185+85+215+100+240+110 10+102+32+124+40+150+50+180+60+212+72+245+85+285+100+320+110F6+27+16+33+20+41+25+49+30+58+36+68+43+79+50+88+56 7+34+16+41+20+50+25+60+30+71+36+83+43+96+50+108+56 ▼8+43+16+53+20+64+25+76+30+90+36+106+43+122+50+137+56 9+59+16+72+20+87+25+104+30+123+36+143+43+165+50+186+56H6+11+13+16+19+22+25+29+320 ▼7+18+21+25+30+35+40+46+520 ▼8+27+33+39+46+54+63+72+810 ▼9+43+52+62+74+87+100+115+130公差带级>0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~31510+700 +84+100+120+140+160+185+210▼11+1100 +130+160+190+220+250+290+320K6+2-9+2-11+3-13+4-15+4-18+4-21+5-24+5-27 ▼7+6-12+6-15+7-18+9-21+10-25+12-28+13-33+16-36 8+8-19+10-23+12-27+14-32+16-38+20-43+22-50+25-56N6-9-20-11-28-12-24-14-33-16-38-20-45-22-51-25-57 ▼7-5-23-7-28-8-33-9-39-10-45-12-52-14-60-14-66 8-3-30-3-36-3-42-4-50-4-58-4-67-5-77-5-86P6-15-26-18-31-21-37-26-45-30-52-36-61-41-70-47-79 ▼7-11-29-14-35-17-42-21-51-24-59-28-68-33-79-36-88轴的极限偏差(基本尺寸由于大于10至315mm)公差带等级基本尺寸m m>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315d 6 -50-61 -65-78-80-96-100-119-120-142-145-170-170-199-190-2227 -50-68 -65-86-80-105-100-130-120-155-145-185-170-216-190-2428 -50-77 -65-98-80-119-100-146-120-174-145-208-170-242-190-271▼9-50-93 -65-117-80-142-100-174-120-207-145-245-170-285-190-32010 -50-120 -65-149-80-180-100-220-120-260-145-305-170-355-190-400f ▼7-16-34 -20-41-25-50-30-60-36-71-43-83-50-96-56-1088 -16-43 -20-53-25-64-30-76-36-90-43-106-50-122-56-1379 -16-59 -20-72-25-87-30-104-36-123-43-143-50-165-56-186g 5 -6-14 -7-16-9-20-10-23-12-27-14-32-15-35-17-40▼6-6-17 -7-20-9-25-10-29-12-34-14-39-15-44-17-497 -6-24 -7-28-9-34-10-40-12-47-14-54-15-61-17-69公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315h5—8—9—110—130—150—180—200—23▼6—11—13—160—190—220—250—290—32▼7—18—21—25—30—35—40—460—528—27—33—39—46—54—63—72—81▼9—43—52—62—74—87—100—115—130K5+9+1 +11+2+13+2+15+2+18+3+21+3+24+4+27+4▼6+12+1 +15+2+18+2+21+2+25+3+28+3+33+3+36+47+19+1 +23+2+27+2+32+2+38+3+43+3+50+4+56+4M5+15+7 +17+8+20+9+24+11+28+13+33+15+37+17+43+206+18+7 +21+8+25+9+30+11+35+13+40+15+46+17+52+207+25+7 +29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+20+12 +24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12 +28+15+33+17+39+20+45+23+52+27+60+31+66+34公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~3157+30+12 +36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形位公差标准(GB1184-80)
机械制造中形位误差与圆柱面的尺寸误差一样,是不可避免的。
因此就要考虑,哪些切削表面应加以较严格的控制,并在图样上注出其极限数值。
这是由零件在机器上的位置、功用和装配精度要求来决定的。
零件上圆柱表面的形状误差,在间隙配合中会使间隙分布不均匀,接触不良,从而降低配合精度,加快磨损,减短使用寿命;在过盈配合中,则会使配合各处的过盈量大小不一,影响连接强度。
零件表面的位置误差,除影响配合以外,还影响机器的装配精度及工作时的运动精度。
1、形位公差等级和数值的选用原则
在GB1184-80中,除位置度用计算得出外,对形位公差规定了12个等级,其中,9~12级的数值较大,可以不再图样上一一标注,而对选定的等级在图样中加以说明。
对于需要在图样中加以较严格控制的形位公差值,应根据零件的功能要求,考虑加工的经济性和零件的结构、刚性等因素选定,并需注意下列情况。
1)在同一要素上给出的形状公差值应小于位置公差值。
2)圆柱表面的形状公差值(轴线的直线度除外),一般情况下,应小于其尺寸公差值。
3)平行度公差值应小于其相应的距离公差值。
4)对于下列情况,考虑到加工难易程度和其他参数的影响,在满足零件的功能要求下,适当降低1~1级选用。
A.细长比较大的轴和孔;
B.孔相对于轴;
C.距离较大的轴或孔;
D.宽度较大(一般大于1/2长度)的零件表面;
E.线对线和线对面相对于面对面的平行度及垂直度。
2、形状公差标准
直线度、平面度
3、位置公差标准
平行度、垂直度、倾斜度。