焊锡工艺标准
- 格式:doc
- 大小:963.00 KB
- 文档页数:10

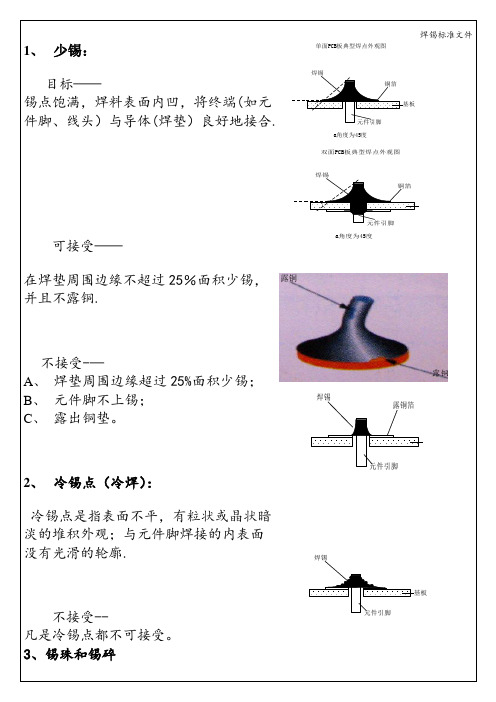
1、少锡:
目标——
锡点饱满,焊料表面内凹,将终端(如元
件脚、线头)与导体(焊垫)良好地接合.
可接受——
在焊垫周围边缘不超过25%面积少锡,并且不露铜.
不接受-—
A、焊垫周围边缘超过25%面积少锡;
B、元件脚不上锡;
C、露出铜垫。
2、冷锡点(冷焊):
冷锡点是指表面不平,有粒状或晶状暗淡的堆积外观;与元件脚焊接的内表面没有光滑的轮廓.
不接受--
凡是冷锡点都不可接受。
3、锡珠和锡碎
元件引脚
基板
铜箔
焊锡
a角度为45度
单面PCB板典型焊点外观图
元件引脚
铜箔
焊锡
a角度为45度
双面PCB板典型焊点外观图
元件引脚
基板
焊锡
露铜箔
元件引脚
焊锡
露铜露铜
可接受——
不会造成短路和破坏最小电气间隙,
且固定的锡珠和锡碎(拍板不会脱落).
不接受—-
A、PCB上有活动的易引起短路的锡珠和锡碎;
B、已造成短路的锡珠和锡碎。
4、锡裂和乱锡点
锡裂是元件脚与锡点分离或锡点的焊料
裂开;乱锡是指表面不平,粗糙有乱斑
点的锡点。
不接受——
锡裂和乱锡都是不能接受的。
锡
5、连锡:
引脚
焊盘
焊锡
基板
元件引脚
元件引脚基板
焊锡
基板元件倒脚。


波峰焊锡成分的标准一、锡条成分波峰焊中所使用的锡条通常采用Sn-Pb合金,其中Sn为主要成分,Pb为辅助成分。
以下是锡条的一般成分标准:1.Sn(锡):至少达到99.3%的纯度,是锡条的主要成分,保证焊接的可靠性和流动性。
2.Pb(铅):最大含量不超过0.7%,是一种软化剂,可以改善锡条的流动性,但含量过高可能会影响焊接的可靠性。
3.Cu(铜):最大含量不超过0.3%,是一种杂质,过多的铜可能会影响锡条的流动性。
4.Zn(锌):最大含量不超过0.2%,是一种杂质,过多的锌可能会影响焊接的可靠性。
5.其他杂质:总含量不超过0.3%,包括铁、镍、银、金等杂质,这些杂质对焊接性能有一定影响。
二、无铅要求随着环保意识的提高,越来越多的行业开始推行无铅焊接。
因此,波峰焊锡条也要求无铅。
无铅锡条的主要成分是Sn-Ag-Cu或Sn-Ag合金,其中Ag(银)和Cu(铜)的含量根据具体要求而定。
无铅锡条的优点包括:1.更低的毒性:无铅焊接相对于传统铅焊接具有更低的毒性,对环境和人体健康的危害更小。
2.更好的热稳定性:无铅焊料具有更高的热稳定性,能够承受更高的焊接温度和更快的冷却速度。
3.更高的导电性:无铅焊料具有更高的导电性,可以提高电子产品的性能。
4.更广泛的适用性:无铅焊料适用于多种材料和工艺,包括PCB板、电子元件等。
三、纯度要求波峰焊锡条的纯度要求很高,因为杂质会严重影响焊接的可靠性和性能。
以下是波峰焊锡条的纯度要求:1.Sn(锡):至少达到99.3%的纯度,纯度不足会降低焊接的可靠性。
2.Pb(铅):最大含量不超过0.7%,过多的铅会影响焊接的可靠性。


PCBA焊锡作业标准及通用检验标准PCB(Printed Circuit Board)焊锡作业标准是指用于PCB焊接过程中的操作标准和要求。
通用检验标准是指对焊锡作业进行检验的标准和方法。
以下是PCB焊锡作业标准及通用检验标准的详细内容。
一、PCB焊锡作业标准1.焊锡前准备:(1)确认焊锡台的操作规范和安全操作要求。
(2)准备焊锡台所需的工具和材料,如焊锡站、焊锡锅、焊锡丝、镊子等。
(3)检查焊锡台的工作状态,确保温度、电源等参数正常。
2.焊锡:(1)根据焊接要求选择合适的焊锡丝,确认规格和型号是否正确。
(2)将焊锡丝插入焊锡锅中,使其均匀分布,并保持在适当的温度下。
(3)根据焊接要求,调整焊锡锅的温度,以确保焊锡的熔点适合焊接。
(4)将焊锡台置于稳定的桌面上,并调整焊锡锅和焊锡站的位置,使其便于操作。
(5)根据焊接板的连接需要,选择合适的焊锡方式,如点焊、波峰焊等。
(6)将焊锡台插入电源,开启电源,待焊锡锅温度达到预设温度时,即可进行焊锡作业。
3.焊锡操作:(1)根据焊接板的要求,将焊锡丝加热熔化,使其变为液态。
(2)将焊锡丝沿着焊接板的焊盘或焊脚上涂抹,确保焊锡覆盖完整且与焊盘或焊脚接触紧密。
(3)焊锡过程中,保持焊锡锅温度适宜,避免焊锡过热或过冷,影响焊接效果。
(4)焊锡完毕后,用镊子将焊锡丝修剪整齐,确保焊接部位平整、美观。
4.清洁和保养:(1)焊锡作业完成后,及时清洁焊锡台和焊锡锅,以防止焊锡残渣附着和污染。
(2)定期检查焊锡台和焊锡锅的工作状态,维护和保养设备,确保其正常运行。
1.外观检查:(1)检查焊接部位的焊锡覆盖是否均匀,焊接点和焊脚是否有无焊、短路等情况。
(2)检查焊接部位是否有焊渣、焊尖等残留物,以及焊接面是否平整、光滑。
2.尺寸检查:(1)测量焊接部位的焊盘或焊脚的尺寸是否符合设计要求。
(2)检查焊接部位的间距是否一致,焊点与焊点之间是否存在短路现象。
3.电性能检查:(1)使用万用表或特定仪器测量焊接点的电阻值,确认焊接是否牢固,导通性良好。
焊锡工艺指导规范管理体系--- 三阶文件文件编号:PR-RD-0004 版次:01 制定日期:2010-06-15 制定部门:工程部文件名称:焊接工艺指导规范版次:01 文件编号:PR-RD-0004 第 3 页,共14页1. 目的:1.1 制定焊接工艺指导规范, 以此确定, 维持和保证产品的品质.1.2 作为生产焊锡员工指导性培训教材, 提升焊锡操作技能, 保证焊接工艺品质.2. 适用范围: 本规范适用于东莞宏基电子生产部焊接各类产品.3. 定义:3.1 焊锡:金属施焊时,其彼此并不熔合, 而是由低于华氏800度的焊料(锡焊合金),因毛细管作用而充塞于金属接合面间, 使之相互牢结,种方法称为焊锡.(施焊熔融温度低, 又称软焊,锡焊即是将两洁净之金属以低熔点合金焊料使金属面间获得充分之接合, 化学力远大于物理连接力)3.2 点焊: 连接器与芯线熔合为一体, 一般采用点焊方式.3.3 环焊: 线材编织与连接器通过铜泊或外壳360 度环焊连接的焊接方式.3.4 搭焊: 芯线间的连接焊接方式.3.5 镀锡: 将芯线用锡镀成一股, 便于客户使用的焊接前处理.4. 职责权限:生产部:主要依焊锡技术标准作业, 完成相关焊锡管理、培训, 建立培训体系; 制工课: 主要负责焊锡技术标准的制订完善, 确认焊锡技术标准的实施; 品保部:主要依焊锡技术标准检查, 完成相关焊锡技术检验标准;生技: 主要负责相关设备的管理、维护.5. 程序内容5.1 作业原理:5.1.1 焊锡是将熔化之锡焊附着于洁净金属面,此时锡与被焊物形成金属化合物,相互连接在一起。
总之,锡焊是利用焊锡作媒介, 藉加热而使A﹑B两金属物接合, 且由熔化之焊锡与被焊物之表面产生新的合金属。
(参考图一)图一5.1.2 助焊剂与焊剂之混合比﹐完全决定于助焊剂分布之情况, 而受热松香助焊剂于超高温时, 会有烧焦而使助焊剂失效之现象。
因此, 良好之焊接应特别注意烙铁温度及焊接速度。
-/电路板焊接工艺1、焊接的必要条件1.1清洁金属表面如欲焊接的金属表面有氧化膜或各种脏污存在时,则会形成焊接时之障碍物,溶锡不易沾到表面上。
因此必须要将之除去。
氧化膜可用松香除去,而像油脂之类的脏污,则要需用溶剂来去除。
1.2适当的温度当加热过的焊接金属的温度比溶锡的溶点低时,则焊锡不会溶得好,也不能顺利地沾染到金属之表面。
所以当加热温度过低时,则沾染性及扩散性都会变不佳,而无法得到良好的焊接结果。
因此绝对需要在适当的温度范围之内加热。
1.3适当的锡量如无法配合焊接部位的大小供给适量的溶锡的话,就会产生焊接强度不够的问题。
2、电烙铁的使用2.1电烙铁的握取方法2.2烙铁的保养方法1)烙铁头每天送电前先将发热体内杂质清出,以防烙铁头与发热体或套筒卡死,并随时锁紧烙铁头以确保其在适当位置。
2)在焊接时,不可将烙铁头用力挑或挤压被焊接之物体,不可用磨擦方式焊接,如此并无助于热传导,且有损伤烙铁头。
3)不可用粗糙面之物体磨擦烙铁头。
4)不可使用含氯或酸之助焊剂。
5)不可加任何化合物于沾锡面。
6)当天工作完后,不焊接时将烙铁头擦搽干净重新沾上新锡于尖端部份,并將之存放在烙铁架上以及将电源关闭。
2.3烙铁使用的注意事项1)新买的烙铁在使用之前必须先给它蘸上一层锡(给烙铁通电,然后在烙铁加热到一定的时候就用锡条靠近烙铁头),使用久了的烙铁将烙铁头部锉亮,然后通电加热升温,并将烙铁头蘸上一点松香,待松香冒烟时在上锡,使在烙铁头表面先镀上一层锡。
2)电烙铁通电后温度高达250摄氏度以上,不用时应放在烙铁架上,但较长时间不用时应切断电源,防止高温“烧死”烙铁头(被氧化)。
要防止电烙铁烫坏其他元器件,尤其是电源线,若其绝缘层被烙铁烧坏而不注意便容易引发安全事故。
3)不要把电烙铁猛力敲打,以免震断电烙铁内部电热丝或引线而产生故障。
4)电烙铁使用一段时间后,可能在烙铁头部留有锡垢,在烙铁加热的条件下,我们可以用湿布轻檫。
知识创造未来
焊锡标准(最新版)
根据我所了解的情况,当前最新的焊锡标准为J-STD-001G,该标准
是由IPC(国际电子工业联合会)制定的,针对电子组装和焊接流
程进行规范。
J-STD-001G标准包括焊接过程要求、焊接材料要求、焊接工艺控制、检验和测试等方面的内容。
该标准主要目的是确保电子产品的可靠
性和质量。
J-STD-001G标准在全球范围内得到广泛应用,并被许多
行业和组织所采用。
此外,根据具体应用和行业要求,还可能有其他相关的焊锡标准,
例如ISO 9454-1标准也涉及焊接材料和焊接过程等方面的规范。
然而,需要注意的是,标准是不断更新和修订的,为了确保获得最
新的版本,请参考相关标准机构的官方网站,如IPC或ISO。
1。
先镀后切引脚焊锡标准
首先,让我们来谈谈“先镀后切”这个步骤。
在电子元件的制
造过程中,引脚通常会先进行镀锡处理,以增强引脚的导电性和耐
腐蚀性。
这个步骤可以确保焊接的质量和稳定性。
镀锡通常采用热
浸镀锡或者电镀锡的方式进行,以确保引脚表面均匀覆盖锡层。
在
镀锡后,引脚会被切割成所需的长度,以便适应特定的电路板设计。
接下来是焊接的步骤。
焊锡是将焊锡丝或焊锡膏应用到引脚上,然后使用烙铁或其他焊接设备将引脚连接到电路板上的焊盘上。
这
个过程需要严格控制温度、焊接时间和压力,以确保焊接质量。
焊
接完成后,焊点应该均匀、光滑,没有虚焊、富锡或者焊锡飞溅现象。
至于标准,焊接的标准通常由国际或者行业组织制定,例如国
际电工委员会(IEC)、国际标准化组织(ISO)以及电子行业的标
准组织。
这些标准包括了焊接工艺、焊接材料、焊接设备和焊接质
量的要求。
在实际生产中,制造商需要严格遵守这些标准,以确保
产品的质量和可靠性。
总的来说,先镀后切引脚焊锡标准涉及到了电子制造中的多个
工艺步骤和质量要求,需要严格遵守相关的标准和规范,以确保最终产品的质量和性能。