夹具技术规范与要求
- 格式:doc
- 大小:73.00 KB
- 文档页数:9

叉车夹具标准
叉车夹具标准旨在确保叉车在操作过程中安全、稳定和高效。
以下是关于叉车夹具标准的相关要求:
一、夹具结构要求
1. 夹具结构应牢固,具有良好的抗弯曲、抗扭转性能。
2. 夹具材料应具有足够的强度和耐磨性,确保长时间使用不会变形或损坏。
3. 夹具表面应进行防锈处理,以延长使用寿命。
二、夹具尺寸要求
1. 夹具尺寸应与叉车车身、货盘等部件相匹配,确保叉车在操作过程中稳定可靠。
2. 夹具的尺寸和形状应符合相关国家标准和行业规范。
三、夹具操作要求
1. 夹具操作应简单方便,易于掌握。
操作手柄应设计在易于操作的位置,便于驾驶员操作。
2. 夹具在操作过程中应具有良好的自锁性能,确保货物在运输过程中不会意外脱落。
3. 夹具在释放货物时,应具有渐进式释放功能,避免货物突然脱落造成安全事故。
四、夹具安全要求
1. 夹具应具备足够的安全系数,确保在超载情况下仍能保持稳定。
2. 夹具周围应设置防护栏杆或警示标识,以提醒驾驶员注意安全。
3. 夹具应具备故障报警功能,当夹具存在异常时,及时提醒驾驶员采取相应措施。
五、夹具维护与保养要求
1. 夹具在使用过程中应定期进行检查和维护,确保其正常运行。
2. 发现夹具损坏或异常情况时,应立即停用并修复,确保安全。
3. 定期对夹具进行润滑,以延长使用寿命。
总之,叉车夹具标准涉及结构、尺寸、操作、安全和维护等多个方面。
只有符合这些标准的夹具才能确保叉车在操作过程中的安全、稳定和高效。
遵循这些标准,能够降低事故发生的风险,提高工作效率,为企业创造更大的价值。

附件:焊装夹具技术要求一、焊装夹具方案规划要求:1. 为了保证在产品加工过程中基准的统一,乙方在做夹具仕样书过程中需按照甲方提供的RPS基准系统来确定夹具主定位基准(改造项目需延用原有基准,并保证统一),定位孔及销的圆菱性必须与RPS一致,定位面可在RPS同一基准面上进行适当调整(50mm以内),且必须保证前后工序定位基准统一。
夹具定位点需在RPS定位点的基础上进行适当增加,并保证钣件充分定位。
定位基准若乙方有其它方案的,会签时提出与RPS的差异清单,经甲方书面同意后方可实施。
2. 夹具定位方案设计时,需充分考虑件的强度与定位精度,必要时可将RPS中的菱形定位销改为圆形以及可根据夹具的定位要求适当增加定位面,以保证件的精确、稳定定位。
3. 夹具定位方案设计时,需充分考虑夹具的作业性、结构设计的合理性,对甲方提供的工艺文件中要求的夹具结构、工序的划分可根据实际情况提出合理建议,经甲方书面同意后可进行适当的修改。
如乙方未提出异意的,乙方必须保证所设计、制造出来夹具的作业性、定位性完全满足甲方生产要求。
4. 夹具定位方案设计时,需充分考虑每套夹具上钣件的防错措施,需充分有效的防止左右件、类似件装错;一个件不同方位的装反等情况的发生。
二、夹具材质及热处理要求1.夹具底座BASE要求采用Q235 A板材和槽钢或方钢焊接而成,槽钢或方钢规格要求如下:BASE底板的焊缝采用非连续焊缝,焊后经热处理退火消除应力(不允许采用机械消除应力)并喷砂处理,对于以上要求必须提供充分证明或在加工时甲方将随时进行现场确认。
2.规制块(基准块、压块)必须采用45#钢,并经淬火处理,硬度值为(HRC30~35),表面应进行发黑处理。
3.支撑座采用焊接结构(或者采用铸钢件),不采用铸铁支撑座,支撑座板料厚应应≥15mm,焊后应作退火处理(铸钢件除外),消除应力;焊缝要求牢固、光滑平整、无缺陷;一般高度为150、200、250、300、350,能充分满足互换性要求。

jgj85-2010预应力筋用锚具、夹具和连接器应用技术规程
《JGJ 85-2010 预应力筋用锚具、夹具和连接器应用技术规程》是中国建筑行业标准化技术委员会发布的标准,主要涉及预应力筋的锚具、夹具和连接器的应用技术规范。
该技术规程主要内容包括以下几个方面:
1. 术语和定义:对于涉及的专业术语和定义进行了明确和解释,便于在实际应用中理解和使用。
2. 材料要求:对于预应力筋用锚具、夹具和连接器的材料要求进行了规定,包括材料的强度、耐腐蚀性能等要求。
3. 设计与施工:对于预应力筋锚具、夹具和连接器的设计和施工要求进行了详细的规定,包括尺寸、间距、布置等内容。
4. 质量控制:对于预应力筋用锚具、夹具和连接器的质量控制进行了规范,包括检验、试验等内容。
5. 使用与检测:对于预应力筋用锚具、夹具和连接器的使用和检测进行了规范,包括安装、固定、应力调整等内容。
该技术规程适用于建筑工程中预应力筋用锚具、夹具和连接器的选用、设计、施工、质量控制和使用等方面,有助于提高预应力构件的安全性和可靠性,保证工程质量。
同时,也为相关行业的企业和专业人员提供了一个参考和指导的标准。

工装夹具的要求-回复工装夹具的要求是指在生产制造过程中所使用的夹具的特定要求和标准。
这些要求涉及到夹具的设计、制造、使用和维护等各个方面,目的是确保夹具的高效性、可靠性和安全性,提高生产效率和产品质量。
以下是关于工装夹具要求的详细解析。
一、夹具的设计要求1.1 功能性要求:夹具的设计必须满足产品的生产要求,能够稳定地夹持工件,确保工件在加工过程中不会发生位移或者变形。
同时,夹具的设计还需要考虑到生产效率和操作人员的工作强度,尽可能提高生产效率并减轻操作人员的劳动强度。
1.2 结构性要求:夹具的结构设计必须稳定可靠,能够承受加工过程中的各种力和压力。
结构设计要尽可能简洁,方便制造和维护。
同时,还需要考虑夹具的重量和占用空间,尽可能减小夹具的重量和体积,节约生产空间和材料成本。
1.3 适应性要求:夹具的设计需要根据具体的工件形状和尺寸来确定夹具的形式和结构。
夹具的设计要考虑到工件的特点和工艺要求,保证夹具可以适应不同工件的夹持和加工。
1.4 安全性要求:夹具设计要符合安全操作的要求,确保操作人员在夹具使用过程中不会受到伤害。
夹具的各个部件要具备足够的强度和刚度,避免因夹具失效导致工件脱离夹持造成伤害。
二、夹具的制造要求2.1 材料选用:夹具的制造要选用材质适当的材料,如高强度合金钢、工程塑料等。
材料的选择要考虑夹具在使用过程中的承载能力、耐磨性、耐腐蚀性等因素。
2.2 加工精度:夹具的加工精度直接影响到夹具的使用效果和工件的加工精度。
夹具的各个部件的加工精度要求较高,以保证夹具的工作精度和稳定性。
夹具的加工精度通常要求在±0.02mm以内。
2.3 表面处理:夹具的表面处理可以有效地提高夹具的耐磨性和耐腐蚀性。
常见的表面处理方式包括镀铬、喷涂、氮化等。
表面处理要符合环保要求,确保无害于操作人员和产品质量。
2.4 装配要求:夹具的装配要求严格,各个部件的装配要正确无误,保证夹具的正常工作。
装配时要注意夹具各部分之间的匹配精度,以及各紧固件的紧固力,确保夹具的稳定性和可靠性。

YK-1型电桥夹具为了测量裸铜线,或其它导电体线电阻而设计的专用设备。
适用于GB3048-94《电线、电缆电气性能试验方法》中所规定的各种圆铜、铝线电阻的测试,与各种双臂电桥和数字微欧计配套使用。
主要技术指标:1.测量范围:直经32mm以下单线测量电阻。
2.夹具长度:为1000mm,±0.5mm。
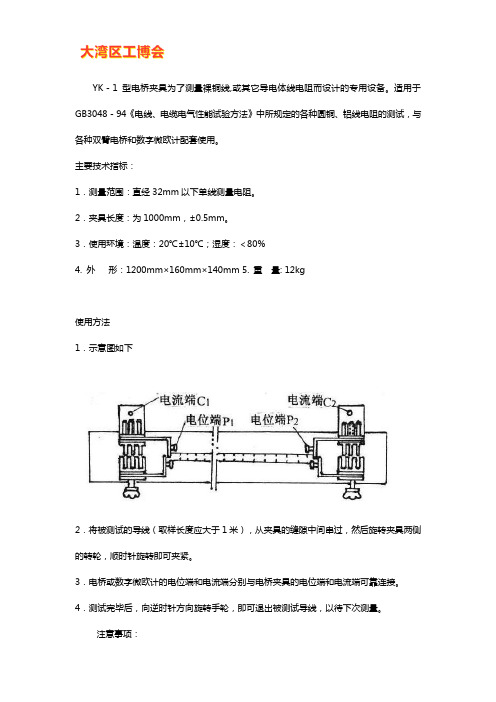
3.使用环境:温度:20℃±10℃;湿度:<80%4. 外形:1200mm×160mm×140mm5. 重量: 12kg使用方法1.示意图如下2.将被测试的导线(取样长度应大于1米),从夹具的缝隙中间串过,然后旋转夹具两侧的转轮,顺时针旋转即可夹紧。
3.电桥或数字微欧计的电位端和电流端分别与电桥夹具的电位端和电流端可靠连接。
4.测试完毕后,向逆时针方向旋转手轮,即可退出被测试导线,以待下次测量。
注意事项:1.电桥夹具的电位端钮和电流端钮必须与数字微欧计的电位端和电流端分别对应连接,否则会造成测量误差。
2.电桥夹具的几何尺寸已经调好,不要随意改动。
一、概述:本产品适用于GB/T3048《电线电缆、电性能试验方法》中规定的各种电力电缆和电气装备电线电缆的直流电阻测量,也可用于其它导体材料的直流电阻测量。
为使夹具更好的吻合标准规定的要求,本着快速、方便的原则,我厂对原产品DQ—K型电桥夹具做了改型。
现推出的DQ –630型电桥夹具,它利用正反螺杆快速夹紧及退出结构辅以可调张紧装置,使使用更加方便、灵活,电压与电流夹具分开以提高与试样的接触点。
本设备采用铝合金底板,结构合理、使用便捷。
二.技术参数:1、试样适用范围:0.5㎜²~630㎜²单根或多股绞线导体线芯。
2、两电压夹头间距:100~1000㎜3、外形尺寸:1460×210×120 mm4、适配电桥:四点测量法的任何电桥三、使用方法:1、调整距离。
由于本夹具夹头采用的是可调式,因此测量前需检查两电压夹头之间距离是否为1m。
夹具设计规范ICS 13 J中华人民共和国国家标准 GB/T ××××—200×承压设备带压密封Generic Specification for Online Leaksealing Clamps200×-××-××发布 200×-××-××实施中华人民共和国国家质量监督检验检疫总局发布 GB/T ××××—20XX目次前言引言1 范围................................................. .............................. 12 规范性引用文件 ................................................ ..................... 13 术语和定义 ................................................ ......................... 14 符号................................................. .............................. 35 夹具设计参数勘测................................................. ....................3 概述……………………………………………………………………………………………………….3 夹具设计的理化参数勘测………………………………………………………………………………3 夹具设计的几何参数勘测……………………………………………………………………………….4 6 夹具设计准则 ................................................ ...................... 7 概述……………………………………………………………………………………………………….7 夹具的作用……………………………………………………………………………………………….7 夹具设计准则…………………………………………………………………………………………….7 7 夹具结构设计 ................................................ ...................... 7 法兰夹具结构…………………………………………………………………………………………….7 直管夹具结构…………………………………………………………………………………………….8 弯头夹具结构…………………………………………………………………………………………….9 三通夹具结构……………………………………………………………………………………………10 辅助夹具结构……………………………………………………………………………………………12 8 材料选择 ................................................ ......................... 12 设计荷载………………………………………………………………………………………………..12 按泄漏介质化学性质选择………………………………………………………………………………12 材料可焊性的选择………………………………………………………………………………………12 9 夹具计算 ................................................ ......................... 12 法兰夹具壁厚计算………………………………………………………………………………………12 管道夹具壁厚计算………………………………………………………………………………………12 温度对夹具设计的影响…………………………………………………………………………………13 耳板壁厚计算……………………………………………………………………………………………14 连接螺栓计算…………………………………………………………………………………………..16 管道夹具侧端板厚度计算………………………………………………………………………………16 10 夹具密封结构设计 ................................................ ................ 16 夹具密封间隙要求…………………………………………………………………………………….16 法兰夹具密封结构设计……………………………………………………………………………….17 直管夹具密封结构设计……………………………………………………………………………….17 弯头夹具密封结构设计……………………………………………………………………………….17 三通夹具密封结构设计……………………………………………………………………………….18 11 注剂孔结构及安装位置……………………………………………………….………………………..18 注剂孔结构………………………………………………………….……................................18 注剂孔安装位置...................................................................................................19 12 夹具制作 ................................................ ........................ 19 夹具成型............................................................................................................19 夹具加工精度......................................................................................................19 焊接成型 (19)IGB/T ××××—20XX附录 A应用夹具结构类型附图附录 B应用夹具密封结构附图IIGB/T ××××—20XX前言本标准是承压设备带压密封系列标准的第二个标准。
焊装夹具调试及验收技术要求前言焊装夹具是生产过程中不可或缺的一个环节,它直接影响着产品的质量。
为了保证焊装夹具的可靠性和精度,在生产过程中需要进行一系列的调试和验收工作。
本文将从以下几个方面介绍焊装夹具调试及验收技术要求,希望能够对读者提供一定帮助。
焊装夹具调试技术要求1.准备工作在调试之前必须对焊装夹具所使用的设备进行必要的检查和维护工作,确保设备的正常运转。
同时,还需要对夹具的各部位进行检查,发现问题及时处理。
2.组装和安装在组装和安装焊装夹具时,必须按照制造商的装配要求和程序进行操作。
如有需要,要进行试装,确保加工精度符合要求。
在安装过程中,也要注意检查夹具的配合情况,以保证夹具各个部位的平行度和垂直度。
3.调试过程在进行焊装夹具的调试过程中,需要注意以下几个方面:3.1 合模精度夹具的合模精度必须达到要求,以保证工件的加工精度。
调试时要精确调整夹具的机构,使工件能够按照要求正确定位,同时与夹具配合的各个部件也必须精确调整。
3.2 夹具的牢固程度在实际使用中,夹具必须有一定的刚度和稳定性,以避免工件在加工时发生变形或位移。
在调试过程中,要注意夹具的牢固程度,并及时发现和处理夹具发生松动、变形等问题。
对于夹具的加固部位,要加强加固措施,确保夹具在使用过程中的安全性。
3.3 校正夹具的各个部位夹具的各个部位的正确度对于工件的加工效果有着至关重要的影响。
在调试过程中,要对夹具的各个部位进行校正,以保证夹具各个部位的角度和位置都符合要求。
4.调试结果的评估在焊装夹具的调试过程中,要注意记录各个部位的调试结果,并及时评估夹具的使用效果。
对于不符合要求的部位,要及时进行修正和改进工作。
焊装夹具的验收技术要求1.技术文件的审查焊装夹具在出厂之前,需要经过一系列的设计、制造和调试工作。
在验收过程中,首先要对焊装夹具相关的技术文件进行审查,以确认设计和制造过程是否规范合理,夹具是否满足使用要求。
2.焊装夹具的外观检查外观检查主要是对焊装夹具的外形、表面质量等进行检查,目的是检测或发现夹具表面裂痕、脱落、变形等不良情况。
矿用锚索锚具及夹具技术规范书二、技术要求1.产品符合GB/T14370-2007标准,具有检验合格证、煤安证,满足用户相关要求。
2.KM19-1820矿用锚索锚具适用于1*7-18.9mm、拉力强度级别为1820MPa的钢绞线;KM22-1770矿用锚索锚具适用于1*7-21.6mm、拉力强度级别为1770MPa的钢绞线。
锚索锚具拉力强度不得出现偏差。
3.材质要求:锚具锚环为40Cr,锚具夹片为20CrMuTi。
4.锚具静载锚固性能满足:ηa≥0.95,εapu≥2.0%,要求厂家提供有效的静载锚固性能试验合格证明文件。
5.硬度范围:夹片56~63HRC;锚环28~38HRC。
6.热处理方式:夹片碳氮共渗,渗层0.4~0.6mm;锚环经调质处理。
7.表面经防锈处理,锚环、夹片发黑。
8.锚具满足循环次数为200万次的疲劳性能试验和循环次数为50次的周期荷载试验。
9.锚具具有产品合格证,产品合格证主要内容包括:9.1规格和型号;9.2适用的预应力钢材品种、规格、强度等级;9.3产品批号;9.4出厂日期;9.5有签章的质量合格文件;9.6厂名、厂址。
10.要求厂家提供产品技术手册,其内容包括:厂家需向用户说明的有关设计、加工的相关参数等。
11.锚具中的夹片应具有良好的自锚、松锚和重复使用的性能,并具有良好的防锈性能。
三、质量及验收要求锚具按照下列项目进行验收:1.外观检查:从每批产品中抽取2%且不少于10套样品,其外形尺寸应符合产品质量保证书所示的尺寸范围,且无裂纹、无锈迹、无过烧及脱碳;当有下列情况之一的,将对本批产品逐套进行检查,合格产品方可进入后续检查。
1.1当有一个零件不符合产品质量保证书所示的外形尺寸,另取双倍数量的零件重做检查,仍有1件不合格的。
1.2当有一个零件有裂纹或夹片、锚孔锥面有锈蚀的。
2、硬度检验:从每批产品中抽取3%且不少于5套样品进行检验,硬度值必须符合产品质量保证书的规定。