注塑机液压阀图解
- 格式:ppt
- 大小:2.77 MB
- 文档页数:107


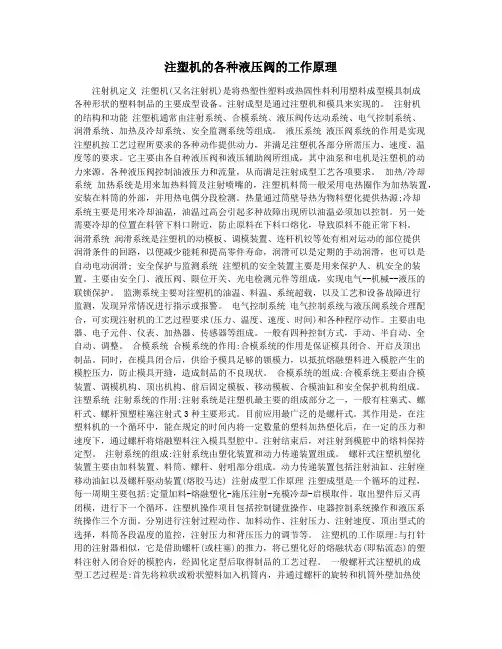
液压阀你懂吗?38个动图够你研究一晚上了液压阀是一种用压力油操作的自动化元件,它受配压阀压力油的控制,通常与电磁配压阀组合使用,可用于远距离控制水电站油、气、水管路系统的通断。
今天,为大家配上动图来介绍各种液压阀的原理和功能!按控制方法分类:手动,电控,液控按功能分类:流量阀(节流阀、调速阀,分流集流阀)、压力阀(溢流阀,减压阀,顺序阀,卸荷阀)、方向阀(电磁换向阀、手动换向阀、单向阀、液控单向阀)单向阀单向阀是流体只能沿进水口流动,出水口介质却无法回流,俗称单向阀。
单向阀又称止回阀或逆止阀。
用于液压系统中防止油流反向流动,或者用于气动系统中防止压缩空气逆向流动。
安装止回阀时,应特别注意介质流动方向,应使介质正常流动方向与阀体上指示的箭头方向相一致,否则就会截断介质的正常流动。
底阀应安装在水泵吸水管路的底端。
止回阀关闭时,会在管路中产生水锤压力,严重时会导致阀门、管路或设备的损坏,尤其对于大口管路或高压管路,故应引起止回阀选用者的高度注意。
直角单向阀直通单向阀单向阀 A口进油时单向阀 B口进油时单向阀有控制油时换向阀换向阀是具有两种以上流动形式和两个以上油口的方向控制阀。
是实现液压油流的沟通、切断和换向,以及压力卸载和顺序动作控制的阀门。
这种变换阀在石油、化工生产中有着广泛的应用,在合成氨造气系统中最为常用。
此外,换向阀还可作成阀瓣式的结构,多用于较小流量的场合。
工作时只需转动手轮通过阀瓣来变换工作流体的流向。
换向阀-二位二通二位即表示阀芯工作在两种状态下,线圈不通电时阀芯在一个位置,通电时运动到另一个位置,通过位置的变换来切换阀的导通状态;二通的意思是阀有两个接口(一进一出)。
二位二通阀实际上就是一个截止阀,起关断/打开管路的目的,没有换向的功能。
换向阀-二位四通二位四通换向阀适用干油或稀油集中润滑系统,以转换供油方向或开闭供油管道。
此换向阀采用大扭矩直流减速电机驱动换向,因此即使在恶劣的工况下(如低温或粘度很高的润滑脂),换向动作也十分可靠。

注射机定义注塑机(又名注射机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
注射成型是通过注塑机和模具来实现的。
注射机的结构和功能注塑机通常由注射系统、合模系统、液压阀传达动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。
液压系统液压阀系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。
它主要由各自种液压阀和液压辅助阀所组成,其中油泵和电机是注塑机的动力来源。
各种液压阀控制油液压力和流量,从而满足注射成型工艺各项要求。
加热/冷却系统加热系统是用来加热料筒及注射喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。
热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温必须加以控制。
另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
润滑系统润滑系统是注塑机的动模板、调模装置、连杆机铰等处有相对运动的部位提供润滑条件的回路,以便减少能耗和提高零件寿命,润滑可以是定期的手动润滑,也可以是自动电动润滑; 安全保护与监测系统注塑机的安全装置主要是用来保护人、机安全的装置。
主要由安全门、液压阀、限位开关、光电检测元件等组成,实现电气--机械--液压的联锁保护。
监测系统主要对注塑机的油温、料温、系统超载,以及工艺和设备故障进行监测,发现异常情况进行指示或报警。
电气控制系统电气控制系统与液压阀系统合理配合,可实现注射机的工艺过程要求(压力、温度、速度、时间)和各种程序动作。
主要由电器、电子元件、仪表、加热器、传感器等组成。
一般有四种控制方式,手动、半自动、全自动、调整。
合模系统合模系统的作用:合模系统的作用是保证模具闭合、开启及顶出制品。
同时,在模具闭合后,供给予模具足够的锁模力,以抵抗熔融塑料进入模腔产生的模腔压力,防止模具开缝,造成制品的不良现状。
注塑机的各种液压阀的工作原理注射机定义注塑机(又名注射机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。
注射成型是通过注塑机和模具来实现的。
注射机的结构和功能注塑机通常由注射系统、合模系统、液压阀传达动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。
液压系统液压阀系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。
它主要由各自种液压阀和液压辅助阀所组成,其中油泵和电机是注塑机的动力来源。
各种液压阀控制油液压力和流量,从而满足注射成型工艺各项要求。
加热/冷却系统加热系统是用来加热料筒及注射喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。
热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温必须加以控制。
另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
润滑系统润滑系统是注塑机的动模板、调模装置、连杆机铰等处有相对运动的部位提供润滑条件的回路,以便减少能耗和提高零件寿命,润滑可以是定期的手动润滑,也可以是自动电动润滑; 安全保护与监测系统注塑机的安全装置主要是用来保护人、机安全的装置。
主要由安全门、液压阀、限位开关、光电检测元件等组成,实现电气--机械--液压的联锁保护。
监测系统主要对注塑机的油温、料温、系统超载,以及工艺和设备故障进行监测,发现异常情况进行指示或报警。
电气控制系统电气控制系统与液压阀系统合理配合,可实现注射机的工艺过程要求(压力、温度、速度、时间)和各种程序动作。
主要由电器、电子元件、仪表、加热器、传感器等组成。
一般有四种控制方式,手动、半自动、全自动、调整。
合模系统合模系统的作用:合模系统的作用是保证模具闭合、开启及顶出制品。
同时,在模具闭合后,供给予模具足够的锁模力,以抵抗熔融塑料进入模腔产生的模腔压力,防止模具开缝,造成制品的不良现状。
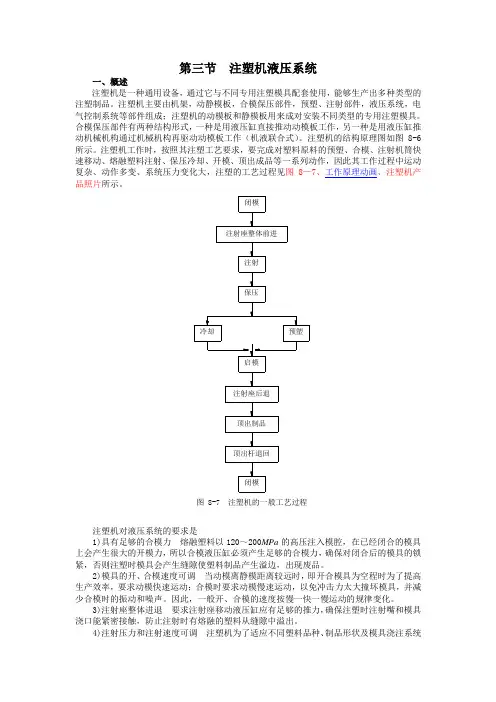
第三节注塑机液压系统一、概述注塑机是一种通用设备,通过它与不同专用注塑模具配套使用,能够生产出多种类型的注塑制品。
注塑机主要由机架,动静模板,合模保压部件,预塑、注射部件,液压系统,电气控制系统等部件组成;注塑机的动模板和静模板用来成对安装不同类型的专用注塑模具。
合模保压部件有两种结构形式,一种是用液压缸直接推动动模板工作,另一种是用液压缸推动机械机构通过机械机构再驱动动模板工作(机液联合式)。
注塑机的结构原理图如图8-6所示。
注塑机工作时,按照其注塑工艺要求,要完成对塑料原料的预塑、合模、注射机筒快速移动、熔融塑料注射、保压冷却、开模、顶出成品等一系列动作,因此其工作过程中运动复杂、动作多变、系统压力变化大,注塑的工艺过程见图8—7、工作原理动画、注塑机产品照片所示。
注塑机对液压系统的要求是1)具有足够的合模力熔融塑料以120~200MPa的高压注入模腔,在已经闭合的模具上会产生很大的开模力,所以合模液压缸必须产生足够的合模力,确保对闭合后的模具的锁紧,否则注塑时模具会产生缝隙使塑料制品产生溢边,出现废品。
2)模具的开、合模速度可调当动模离静模距离较远时,即开合模具为空程时为了提高生产效率,要求动模快速运动;合模时要求动模慢速运动,以免冲击力太大撞坏模具,并减少合模时的振动和噪声。
因此,一般开、合模的速度按慢一快一慢运动的规律变化。
3)注射座整体进退要求注射座移动液压缸应有足够的推力,确保注塑时注射嘴和模具浇口能紧密接触,防止注射时有熔融的塑料从缝隙中溢出。
4)注射压力和注射速度可调注塑机为了适应不同塑料品种、制品形状及模具浇注系统的工艺要求,注射时的压力与速度在一定的范围内可调。
5)保压及压力可调当熔融塑料依次经过机筒、注射嘴、模具浇口和模具型腔完成注射后,需要对注射在模具中的塑料保压一段时间,以保证塑料紧贴模腔而获得精确的形状,另外在制品冷却凝固而收缩过程中,熔化塑料可不断充入模腔,防止产生充料不足的废品。