汽车厚板料零件冲压成形分析及回弹计算
- 格式:docx
- 大小:129.43 KB
- 文档页数:10

汽车车门内板冲压成形工艺分析•该文分析了某轿车车门内板的成形工艺及易产生的缺陷,并据此制定了其合理的冲压工艺方案。
文章通过对拉延成形过程的模拟与分析,得出了合理的工艺方案,目的是为类似零件工艺方案的制定提供参考。
汽车覆盖件具有尺寸大、相对厚度小、形状复杂等特点,决定了在冲压成形中板料变形的复杂性,变形规律不易被掌握,不能定量地对主要工艺参数和模具参数进行计算,在工程实践中还主要运用经验类比来进行冲压工艺设计。
一、冲压工艺制定1.零件工艺分析图1所示为某轿车车门内板零件图,材料为St14,料厚0.8mm。
从图可以看出,该零件形状复杂,高差较大,局部成形较多,板料的变形不是单纯的拉延成形,而是存在一定程度的胀形变形,是典型的汽车覆盖件。
图1中的a和b处,由于窗框部分进行内工艺补充后,形成了零件的反成形形状,这部分形状的成形一般不能靠外部材料进行补充,只能靠该部分板料的胀形成形来实现,胀形成形深度较深,a和b处大约有20mm左右,且转角部R较小,因此在拉延成形过程中很容易出现破裂。
在零件的c处,存在大约12mm高的台阶,此部分若在第一次拉延过程中直接成形,则压料面可能有以下两种分法:(1)将c部分作为压边面的一部分,即将分模线分在零件侧壁圆角处,这样由于台阶对板料的进料阻力较大,易导致零件在拉延过程中可能产生破裂;(2)将c部分作为凸模的一部分,即将分模线分在c部分外侧的法兰上,则在拉延过程中该区域的板料是悬空的,在径向拉应力和切向压应力的作用下,材料集中收缩到此处,可能导致零件的该部分起皱,甚至有迭料的可能。
由上面的工艺分析可知,该覆盖件成形难度大,成形工艺较复杂。
图1 某轿车车门内板零件图2.工艺方案的制定产品冲压成形工艺的确定过程,就是分析和预测板料在变形过程中可能产生的缺陷,并采取一定的措施,以消除和防止冲压缺陷,同时考虑制造能力、冲压设备、投资成本等因素。
根据本零件的工艺性和本身的结构特点,结合实际生产情况,车门内板的工艺过程如下:拉延+切角;二次拉延+切边+冲孔;切边+冲孔;侧切+侧冲孔翻孔+冲孔+整形;整形+冲孔。

卡车纵梁冲压成形回弹控制摘要:冲压成形的回弹问题是卡车纵梁制造精度受到影响的主要原因。
在冲压成形期间金属板材能一起具有塑性变形与弹性变形,当冲压载荷被卸掉的时候,弹性变形恢复,几何变形发生改变,纵梁的几何精度会受到影响。
通过对厚金属板材的特点与它的回弹现象的影响因素进行分析,提出了卡车纵梁冲压成形的时候对回弹进行控制的具体措施。
关键词:卡车纵梁;冲压成形;回弹控制前言:是卡车的重要零件就包括纵梁,在整机性能中,卡车的制造精度起到的作用是具有决定性的。
导致纵梁缺陷的因素有不合理的模具结构、冲压工艺等等。
纵梁成形归于厚板冲压技术领域,纵梁制件归于U 形件。
回弹会导致纵梁的加工尺寸和设计尺寸要求是不满足的。
是有意通过对回弹量进行控制从而使纵梁的制造精度得到保证,最终实现提高卡车性能是非常重要的。
1 冲压成形件的回弹现象从本质上看,由于受力板料发生弹性变形,当外力消失后,板料恢复到原来的样子的情况就是回弹。
(1)回弹就是板料在冲压成形之后,仅仅存在于内外缘表层组织之中的塑性变形状态,然而位于板料中心处的组织依然是保持弹性变形状态,所以当去掉外部压力之后,板料就会发生弹性恢复。
(2)金属板材冲压成形的时候包含弹性与塑性变形,也就是让材料组织全部进入塑性状态,也会有弹性变形消失存在的现象,同样也会产生回弹的现象[1]。
2 影响回弹的主要因素影响金属材料发生弹性变形有不少原因,所以在冲压成形期间对回弹量有着影响也是有许多原因,它的主要原因包括下面几个方面:1)材料的机械性能。
工件的回弹性能是由材料的机械性能决定的,回弹量和屈服强度σ和弹性模量E分别成正比和反比关系,即σ/E 越大回弹也就越大。
2)相对弯曲半径。
当其他条件都一样的时候,相对弯曲半径大的时候回弹也是大的。
3)弯曲角。
当冲压成形工件的相对弯曲半径一定的时候,弯曲角越大则参加变形的区域也就随着越大,弹性变形的总量也就变大,回弹量也随着变大[2]。
4)弯曲件的形状。
汽车纵梁冲压回弹的分析研究!广告【美国】MY FASHION DESIGN 925银项链女立体魔方仿水晶项链吊坠MYN16213云小豆¥298.00摘要:载重汽车车架纵梁是汽车最重要的承载部件之一,纵梁在压弯过程中,由于所用钢板强度较高,制件很长,冲压成形卸载后发生的U型截面侧壁的外扩和内缩(横向回弹)、U型截面的扭转以及纵向端头翘曲(纵向回弹)等问题,造成车架铆接后,整体形位尺寸超差,车架的对角线尺寸超差。
这些超差严重影响了生产效率和汽车的整车可靠性。
为消除以上问题,保证汽车装配的顺利进行,提高产品品质、提高产品的可靠性,针对上述问题利用DYNAFORM数值模拟软件进行了研究分析,找出了纵梁的回弹规律,并根据计算结果提出了模具改进方案。
关键词:纵梁;回弹;翘曲;有限元分析;数值模拟前随着我国汽车工业和模具制造业的飞速发展,数字化、自动化、高效化已成为21世纪工业制造业的发展趋势。
汽车模具CAD/CAE/CAM技术是当今国际上用于解决汽车车身模具关键问题的高新技术。
目前,发达国家十分重视结合本国实际独立自主地开发自己的3C 技术,而我国汽车覆盖件和模具工业与国外的最大差距就在于此。
中国汽车工业要想在未来瞬息万变、竞争激烈的国际市场中处于有利的地位,就必须具备车型的系统化开发能力与现代化设计和制造手段,其中关键部分之一就是模具设计及其工艺设计与分析。
在模具设计与工艺设计与分析过程中,回弹问题是到目前为止还未得到解决的世界难题。
它对于拉延模、翻边模以及切边模的型面设计与模具制造以及产品件能否保证尺寸精度和成形品质,直至对整车的品质都有重要影响。
由于大型冲压件形状复杂,难于事先确定其回弹量和坯料形状,往往需要花费大量时间进行反复实验,致使模具调试时间长,加工品质低,制模成本高,且要耗费大量的人力、物力。
而对板材成形回弹和坯料形状等进行数值模拟研究,不仅具有理论价值,而且具有重要的实际意义。
1、纵梁回弹缺陷及产生机理汽车纵梁是重要的承载部件,它是由两个简单U型截面的内外板组装而成。
汽车复杂梁形件冲压成形及回弹数值模拟刘晓晶;刘博;陈晓晓;潘强荣;张彦燊【摘要】回弹问题是影响高强钢板进一步应用的原因之一,为了降低回弹影响,通常可以通过设置合理的工艺参数的方法减小回弹.以材料为高强钢的复杂型面汽车后边梁为例,对成形过程进行数值模拟分析,采用设置等效拉延筋及改变压边力大小的方法优化零件的成形结果,并最终确定后边梁成形时的等效拉延筋位置分布、拉延筋阻力和压边力的大小.利用计算出偏移最大的节点之间距离的方法对后边梁的回弹量进行测量.采用局部增大拉延筋阻力以及减小压边力的方法,对后边梁成形后所产生的卸载回弹及修边回弹进行控制,等效拉延筋阻力与压边力进行合理配比使回弹减小到较小的范围.最后将模拟所得到的结果与实验结果对比,即零件回弹较小,成形精度较高,进而得出该回弹控制方法可用于指导实际生产的结论.【期刊名称】《哈尔滨理工大学学报》【年(卷),期】2015(020)001【总页数】5页(P75-79)【关键词】板料成形;数值模拟;回弹;拉延筋【作者】刘晓晶;刘博;陈晓晓;潘强荣;张彦燊【作者单位】哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040;哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040;哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040;哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040;哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨150040【正文语种】中文【中图分类】TG386高强度钢板具有较高的屈服强度和抗拉强度[1],符合汽车轻量化[2-3]的发展需求,目前已逐渐应用于汽车覆盖件的生产.但高强度钢较高的屈服强度引起的回弹是高强钢汽车覆盖件冲压成形中的主要成形缺陷[4].对回弹大小控制的准确性与否将严重影响冲压件的成形质量和尺寸精度[5-6].高强钢冲压成形中的回弹控制是学术研究和工业生产中共同关注的热点问题[7-10].目前,国内外学者进行了许多基于数值模拟技术的板材回弹问题的研究,主要是针对简单形状零件的回弹规律及控制方法的研究[11-14],对三维立体复杂零件的回弹研究相对较少.本文基于有限元法[15-16],对复杂型面汽车覆盖件进行成形及回弹研究,通过对成形工艺的优化,对复杂型面零件进行回弹的控制,从而得到成形质量及精度较高的汽车后边梁零件[17-20].材料为先进高强度钢板DP590[21],板坯几何尺寸为1 500×430 mm,厚度为1.8 mm,材料参数如表1所示.板坯采用Belytschko—Tsay薄壳单元.毛坯与工具之间的接触类型为单面接触,材料模型采用弹塑性材料模型,符合Barlat屈服准则[22].将后边梁曲面模型导入Dynaform软件,对后边梁曲面进行网格划分,网格采用自适应划分技术,最大自适应网格等级为3.板坯采用16号全积分壳单元公式,厚向积分点个数取7.板料成形模拟时,摩擦系数为0.125、压边圈闭合的最大虚拟速度设置3 000 mm/s、最大虚拟冲压速度设置为2 000 mm/s、模具间隙为1.1t 即1.98 mm.后边梁有限元模型如图1所示.次将压边力设置为1 800 kN、1 900 kN、2 000 kN、2 100 kN进行运算,其他参数不变,后边梁模型在拉延后都基本成形,没有发生拉裂,但是总体成形效果较差,由于材料失稳,所以导致出现了大片的起皱区域,同时存在许多没有得到充分拉深成形的区域.成形质量达不到工艺要求.后边梁成形模拟时,采用多组拉延筋成形方案进行模拟得到的成形效果如表2所示.成形模拟应用的拉延筋布置方案如图2所示.图3所示的成形极限对比图中直观的反映了每组工艺的成形效果和缺陷产生的位置.由于在不采用拉延筋的情况下,压边力增大至2 100 kN时R1区的起皱现象仍然很严重,第1组未充分拉延的两端按照方案A布置了拉延筋,成形后虽然R1区的起皱得到控制,但是却出现了多处拉裂,坯料整体的拉延程度也未得到改善;第2组改变了拉延筋布置,提高压边力降低拉延筋阻力进行模拟,坯料得到了充分拉延,并且消除了R1区和R2区的破裂;第3组模拟调整拉延筋布置,按照前几组成形效果重新分配拉延筋阻力,坯料拉延非常充分,只在R3区仍然存在拉裂;第4组对拉延筋布置进行微调,拉裂和起皱得到完全消除.后边梁的最终回弹量为卸载回弹和修边回弹的综合结果,将两次回弹最大偏移区域的节点坐标和回弹前的节点坐标进行对应,计算区域内每一节点在修边回弹后的位移取其最大值,即得到精确的后边梁最大回弹位移.如图4(a)所示为卸载回弹、测得节点最大位移发生在后边梁下端的侧壁入料口处,此处回弹造成的距离偏差达到了4.1 mm.图4(b)所示为修边回弹、测得节点位移最大偏移量仍然发生在下端部侧壁入料口处,回弹量为1.10 mm.按照第4组的成形工艺,后边梁的最大回弹位移约为5.2 mm.对于第4组的成形工艺,由于拉延筋阻力和自身型面复杂对回弹的抑制作用,后边梁中部的回弹并不突出,但是在下端部的回弹量较大.后边梁的下端接近U形梁的形状,是与前纵梁等零件装配的接合处,这一部位的回弹将引起严重的装配问题.前面的成形结果表明,增大后边梁下端部的拉延筋阻力,将会导致R3区的破裂.为减小后边梁回弹,采用降低压边力并细化拉延筋布置的措施对成形工艺进行优化.拉延筋布置方案如图5所示.第2次优化采用拉延阻力数据如表4所示.本次工艺优化后,成形极限图如6(a)所示,未出现起皱和拉裂缺陷,侧壁拉延充分,底边虽然存在未拉开区域,但并不影响后边梁的使用性能,符合成形要求.回弹计算得到的卸载回弹和修边回弹节点位移最大偏移量如图7所示.图6(b)为最终零件的厚度变化图,零件最薄厚度出现在R1区附近的胀形区,该区因胀形产生的厚度减薄属正常范畴.侧壁处的最小厚度大于1.31 mm,符合变薄率低于30%的要求.经过优化后,后边梁两次回弹的最大节点位移都小于1 mm,且卸载回弹的最大位移偏移出现在了型面中间位置的边缘,该处属于余料部分,修边后剩余边缘的二次回弹量非常微小.修边回弹的最大位移偏移仍然出现在下端部侧壁入料口处,但此处的卸载回弹的局部节点最大位移不到0.4 mm,总回弹量得到有效控制,符合了2 mm 工程的装配要求.采取工艺优化方案指导实际生产进行试模,经过切边和冲孔程序之后的模拟结果图与试模件的对比如图8所示,零件未有起皱和破裂缺陷,减薄率、未充分拉延区和起皱倾向区与模拟结果吻合,回弹量较小,实现了回弹的有效控制,验证了模拟结果的的准确性.1)针对复杂型面汽车后边梁零件,建立了有限元分析模型,进行了补充面及压边面的型面优化.2)在汽车后边梁模拟成形分析中,采用设置等效拉延筋及优化压边力的方法优化零件的成形结果,确定了后边梁的等效拉延筋位置分布及拉延筋阻力大小,得到了成形质量较好的后边梁零件.3)在回弹模拟分析中,确定了回弹模拟参数及回弹测量方法,通过采用局部增大拉延筋阻力以及减小压边力的方法,对回弹进行控制,等效拉延筋阻力与压边力进行合理配比使回弹减小到较小的范围.4)将模拟卸载回弹及修边回弹的最大总回弹量由优化前的约5.1 mm优化至约1.7 mm.5)采用优化工艺进行实验,得到了成形质量较高的汽车后边梁零件.将模拟结果与实验结果对比,零件回弹较小,成形精度较高.该回弹控制方法可用于指导实际生产.【相关文献】[1] 林建平,王立影,田浩彬, 等. 超高强度钢板热冲压成形研究与进展[J].热加工工艺,2008,37(21):140.[2] 汪文奇, 陈菊霞. 车身材料及制造轻量化技术的应用及挑战[J]. 汽车工艺与材料, 2010, 04: 4-5.[3] 亚楠, 温龙飞. 浅谈汽车材料的轻量化发展态势[J]. 汽车工业研究, 2007, 3: 33-35.[4] PAPELEUX L, GOHY S, COLLARD X etc. Springback Simulation in Sheet Metal Forming Using Implicit Algorithms[C]. NUMISHEET, France, 1999: 13-17.[5] 蒋浩民,陈新平,石磊,等.先进高强度钢板的冲压成形特性及其应用[J]. 塑性工程学报,2009,16(4):183-184.[6] 刁可山,蒋浩民,曹猛,等.基于CAE的DP600高强钢零件回弹特征分析及控制[J]. 锻压技术,2010,5(5):47-50.[7] 罗云华,王磊. 高强钢板冲压回弹影响因素研究[J]. 锻压技术,2009,34(1): 23-26.[8] 石磊,肖华,陈军,等. 先进高强度钢板弯曲类回弹特性的试验研究[J]. 材料科学与工艺,2009,17(5):672-679.[9] 刁可山,蒋浩民,曹猛,等. 基于CAE 的DP600 高强钢零件回弹特征分析及控制[J]. 2010,35(5):47-51.[10] 郭玉琴,姜虹,王小椿. 覆盖件冲压加工中回弹预测的研究[J].机床与液压,2005,3: 54-55.[11] 周杰, 霍春梅, 杨明. 差厚拼焊板U形件的回弹规律及控制的研究[J]. 热加工工艺,2009,38(7):17-19.[12] LIU W,YANG Y Y. Multi-objective Optimization of an Auto Panel Drawing die Face Design by Mesh Morphing [J].Computer-Aided Design,2007,39:863-869.[13] 林策,彭艳,孙建亮,等. 丁板形缺陷板料冲压变形及回弹仿真分析[J]. 锻压技术,2012,37(6):175-179.[14] NINSHU MA, YASUYOSHI UMEZU, YUKO WATANABE, etc. Springback Prediction by Yoshida-uemori Model and Compensation of Tool Surface Using Jstamp[C]// Interlaken: NUMISHEET, 2008: 473-478.[15] LUC PAPERLEUX, JEAN-PHILIPPE, PONTHOT. Finite Element Simulation of Springback in Sheet Metal Forming[J]. Journal of Materials Processing Technology, 2002, 125-126:785-791.[16] GHAEI A, TAHERIZADEH A, GREEN D E. The Effect of Hardening Model on Springback Prediction for a Channel Draw Process[C]. Interlaken: NUMISHEET, 2008: 485-489.[17] GAN WEI, WAGONER R H. Die Design Method for Sheet Springback[J]. International Journal of Mechanical Sciences, 2004, (46): 1097-1113.[18] 陈炜, 陈红辉, 谢俊, 等. 基于回弹补偿的模具型面设计方法研究[J]. 锻压技术, 2008, 33(6): 86-90.[19] KUBLI WALDEMAR, KRASOVSKYY ANDRIY, SESTER MATTHIAS. Advanced Modeling of Reverse Loading Effects for Sheet Metal Forming Processes[C]// Interlaken: NUMISHEET, 2008: 479-484.[20] BARTHEL C, SVENDSEN B. Parameter Identification for the Steel lh800 and its Application to the Simulation of Draw-bending and Deep-drawing[C]// Interlaken: NUMISHEET, 2008: 545-548.[21] 王金学. 高强钢和高性能钢在国外的应用[J]. 交通标准化, 2008(9): 121-123.[22] 俞汉清, 陈金德. 金属塑性成形原理[M]. 北京: 机械工业出版社, 1999: 50-65.。
汽车覆盖件冲压成形回弹及模面优化研究摘要:回弹是汽车覆盖件冲压成形时产生的主要质量缺陷之一,直接影响到产品的尺寸精度和最终形状。
本文以某汽车背门内板为例,利用板料成形仿真软件Autoform研究了零件的冲压成形及回弹过程,预测了实际板料冲压成形后可能出现的回弹量,通过优化模具型面来控制回弹,并与实际零件对比,验证了优化方案的合理性。
关键词:汽车覆盖件;冲压成形;回弹;模面优化板料冲压成形中的回弹问题一直是冲压成形领域关注的热点问题[1]。
随着汽车工业的不断发展,特别是近年来高强度钢板和铝合金板的大量使用,汽车覆盖件冲压成形中的回弹问题变得越来越棘手。
冲压件的最终形状取决于成形后的回弹量,回弹量超过允许的差值,就成为成形缺陷,进而影响整车的外观和装配。
为了更好的控制冲压件的回弹,提高其成形质量和成形精度,必须对回弹量做出准确地预测。
有限元仿真技术成为研究回弹问题的强有力工具[2]。
本文以某汽车背门内板为例,材质为高强度钢,利用板料成形仿真软件Autoform对其冲压成形和回弹过程进行模拟,对零件实际生产过程中可能出现的回弹量进行预测,为优化模具型面来控制回弹提供有益的指导。
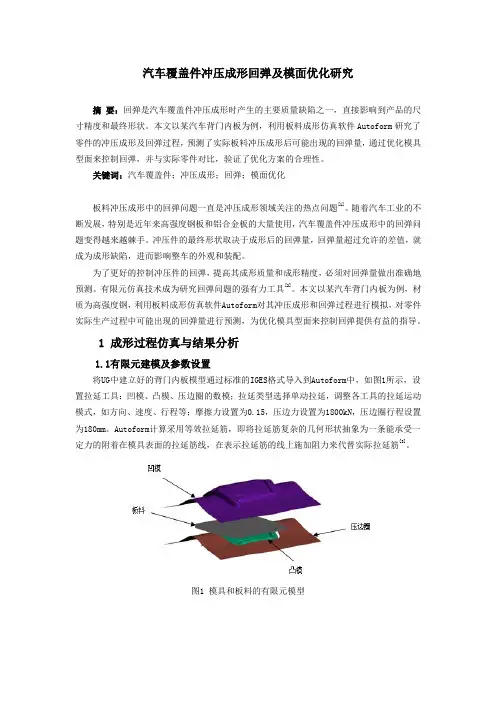
1 成形过程仿真与结果分析1.1有限元建模及参数设置将UG中建立好的背门内板模型通过标准的IGES格式导入到Autoform中,如图1所示,设置拉延工具:凹模、凸模、压边圈的数模;拉延类型选择单动拉延,调整各工具的拉延运动模式,如方向、速度、行程等;摩擦力设置为0.15,压边力设置为1800kN,压边圈行程设置为180mm。
Autoform计算采用等效拉延筋,即将拉延筋复杂的几何形状抽象为一条能承受一定力的附着在模具表面的拉延筋线,在表示拉延筋的线上施加阻力来代替实际拉延筋[3]。
图1 模具和板料的有限元模型板料所选用的材料为高强度钢板DX56D,厚度为1.2mm,其材料参数如表1所示。
表1 高强度钢板DX56D的材料参数1.2 成形仿真结果分析有限元建模和参数设置完毕后提交运算,得到结果。
汽车用中厚板冲压成形回弹因素分析王星;刘志刚;朱五省【摘要】汽车中厚板的成形回弹是一个世界难题,与薄板相比,它是一个新的领域.介绍了中厚板冲压成形回弹的影响因素,极大地提高了此类件在模具设计及调试中回弹解决的效率,为中厚板模具开发提供一些参考.【期刊名称】《模具制造》【年(卷),期】2018(018)004【总页数】5页(P5-9)【关键词】中厚板;成形;回弹【作者】王星;刘志刚;朱五省【作者单位】陕西黄河工模具有限公司陕西西安710043;陕西黄河工模具有限公司陕西西安710043;陕西黄河工模具有限公司陕西西安710043【正文语种】中文【中图分类】TG385.21 引言回弹是指在板材成形过程中,当外载荷卸除之后,由于弹性变形区材料的弹性回复以及塑性变形区中材料弹性变形部分的弹性回复,使其形状、尺寸都发生与加载时变形方向相反变化的现象。
近年来,随着汽车行业的快速发展,人们对汽车吨位和强度要求越来越高,中厚板广泛的应用于重卡车型,比如陕汽重卡,江铃重卡等。
冲压成形是一种重要的金属成形工艺,具有生产效率高、制件一致性好及批量生产成本低等优点。
随着对冲压件精度要求的不断提高,中厚板冲压件成形的回弹成为一个顽疾,在前期开发设计至后期生产无处不在,严重影响着整车搭配。
通过分析回弹产生的因素,有助于解决模具生产过程中回弹补偿的难题。
2 中厚钢板概述中厚钢板:厚度大于4mm的钢板属于中厚钢板。
其中,厚度4.5~25mm的钢板称为中厚板,厚度25~100mm的称为厚板,厚度超过100mm的为特厚板。
中厚板主要用于汽车、建筑、机械、造船、石油、电力等行业,中厚板分为普通中厚板和优质中厚板,应用更为广泛的是普通中厚板。
近年来,普通中厚板在汽车上的应用越来越普遍,主要是大梁类制件。
本文主要介绍汽车用普通中厚板的弯曲回弹影响因素问题。
3 中厚板料制件冲压成形的特点与薄板料制件相比中厚板料制件在冲压成形方面有如下特点:(1)从材料方面讲,中厚板料制件的材料一般采用热轧碳素钢板或热轧低合金高强度钢板。
汽车钣金冲压件的回弹问题研究摘要:随着我国经济水平的不断发展以及人们物质生活水平的不断提高,汽车行业也在迅速发展,科技在进步,人们对于汽车的要求度也越来越高。
在汽车制造过程中,钣金冲压件的精度在整车精度方面起着至关重要的作用,所以,对汽车钣金冲压件的回弹问题进行探究,对提高汽车的生产质量和效果大有裨益。
关键词:冲压件;回弹;工艺1、冲压概念我国汽车钣金件基本采用的都是冷冲压技术工艺。
但是运用冷冲压技术所生产出来的汽车钣金冲压件经常会出现回弹缺陷问题,质量缺陷较为严重。
当钣金件模具成型打开模具以后,钣金冲压件形状会多少发生一些变化,因为板料在常温情况下的弯曲总会伴有弹性变形,与模具闭合状态下的形状是不一致的,影响了汽车钣金冲压件的生产。
钣金冲压件卸载后,在总变形中的弹性变形部分会立即回复,引起制件回跳,回跳又称为回弹,如果回弹超过的一定的范围后,都会对汽车零件匹配造成影响,也会降低车身尺寸的合格率。
钣金部件是用成型模具的冲压方式来创建的。
当模具移开时,就会发生所谓的“变形回弹”,即部分材料趋向回复原状,造成外形偏离了最初的精确设计要求——回弹率。
对于高弹性材料,这样的现象更为常见。
有很多的技术方案都曾尝试解决这一问题,但是效果都不理想,一直没有一个能够完全解决“变形回弹”的办法。
1.钣金冲压件回弹问题原因分析汽车钣金冲压件的回弹问题的原因进行分析是提出问题、解决问题的首要任务。
对汽车钣金冲压件材料进行分析,当其拉伸应力与自身质量一致时,钣金件会维持在一个恒定的状态,且会保持在一个稳定的形状。
但是当撇除外部的作用力以后,应变量会随之减少,这可以表明回弹是钣金冲压件材料的一个固有性质,是其所具有的一种性能,是无法改变的,而且对于不同的汽车种类,零件的形状和规格也是不相同的,所以,各部位的应力应变状态也不尽相同。
汽车作为一个连续体,其内部零件间会产生相平衡的应力,从而来维持车辆的一个稳定性,所以,汽车钣金冲压件所表现出的回弹现象是各处回弹互相协调的结果,是内应力之间相互作用的结果。
热轧厚板件冲压成形与回弹分析I. 引言A. 研究背景B. 研究目的C. 研究意义II. 热轧厚板件冲压成形的工艺流程A. 材料准备B. 模具设计与制造C. 冲压设备及工艺参数D. 冲压成形过程III. 热轧厚板件的回弹分析A. 定义及影响因素B. 回弹测量方法C. 回弹影响因素参数的优化设计IV. 热轧厚板件的模拟与实验研究A. 模拟软件的选择及建模方法B. 实验设计与结果分析C. 比较分析V. 结论与展望A. 结论总述B. 研究成果展望C. 研究中存在的不足和改进措施VI. 参考文献第一章:引言1.1 研究背景随着工业化进程的加速和生产力的不断提高,许多行业对成形加工技术提出了更高的要求。
作为常见的成形加工技术之一,冲压技术在汽车、航空、航天等行业的应用越来越广泛。
然而,冲压加工中存在着很多问题,对于完美的成型效果往往需要反复的试验、修改和优化。
其中,回弹是冲压加工过程中常见的一个问题。
随着材料的强度和厚度的增加,冲压加工后材料的回弹现象越来越明显,严重影响了成型的精度和尺寸精度。
因此,研究和分析冲压加工中材料的回弹现象是十分必要的。
1.2 研究目的本文的研究目的是研究和分析热轧厚板件冲压成形过程中材料回弹现象的影响因素和优化设计方法,探讨合理的工艺参数和模具设计,提高成型质量和精度,提高生产效率和经济效益。
1.3 研究意义通过对热轧厚板件冲压成形过程中材料回弹现象的分析和优化研究,可以提高冲压加工成形的效率和精度,节约生产成本,提高产品质量。
此外,对于模具设计和材料选择等方面也有重要的指导意义,有利于工程实践和推广应用。
第二章:热轧厚板件冲压成形的工艺流程2.1 材料准备热轧厚板件是冲压加工中常见的材料,具有高强度、优良的机械性能和塑性变形能力。
在冲压加工前需要对材料进行加工热处理,以提高其塑性和降低硬度,使其更容易进行变形。
2.2 模具设计与制造模具是冲压加工中最重要的工具之一,其设计和制造的好坏直接影响到成型质量和生产效率。
基于汽车覆盖件的零件冲压成型和回弹数据模拟与分析作者:赵水来源:《机电信息》 2015年第30期赵水(青岛职业技术学院海尔学院,山东青岛266555)摘要:对汽车覆盖件冲压成型过程极易出现的缺陷进行分析,选用有限元分析软件,对其冲压成型的过程进行了模拟仿真。
通过分析回弹特征,提出了改善回弹量的方法。
模拟结果为模具参数选取和零件试制提供了根据,能指导模具生产。
关键词:冲压成型;有限元软件;数值模拟;回弹控制0引言组成驾驶室、车辆车身等薄金属板料制造而成的,小于3mm厚的异形体的表面及内部零件,一般称其为覆盖件。
覆盖件安装后构成了驾驶室或车身的全部内外形状,它不仅是装饰零件,还是受力的薄壳状零件[1]。
汽车覆盖件具有形状复杂、料薄、精度和表面质量要求比较高等特点。
其冲压成型过程是一个非常复杂的包含弹塑性大变形的力学过程[2]。
在现实生产中,常常由于模具参数设计不当而在成型过程中出现各种问题,比如回弹、破裂、起皱等。
目前,汽车制造业的竞争越来越激烈,反复试冲和修改模具的方式已不利于降低成本,更不利于缩短产品的开发周期,这给新车型的开发速度造成了阻碍。
1零件冲压成型与回弹概述在外力作用下板料所发生的任何一种塑性变形,都包含弹性变形和塑性变形两部分。
当外力卸掉时,由于材料弹性变形部分的弹性恢复,而使材料发生了与受力时方向相反的变形,这就是回弹现象。
影响材料回弹量的原因很多,比如材料自身的性能、采用的冲压速度、凸模和凹模的间隙、相对弯曲半径、采用的压边力等。
汽车覆盖件的结构通常非常复杂,弯曲成型后,载荷卸除,回弹现象很明显。
2冲压成型与回弹的研究现状目前,计算机技术和非线性有限元分析方法发展迅速,关于计算机模拟仿真冲压成型过程技术也得到了良好的发展,涌现出了一些有限元分析软件。
专业软件的出现,在某种程度上能对零件成型过程中的回弹现象进行预算。
采用仿真模拟技术会产生良好的影响,模具生产之前,从理论层面上分析成型的可行性,进而减小设计存在的风险因素,实现低成本和短周期。
关于汽车中厚板冲孔料子回弹问题的研究与分析发布时间:2021-04-12T06:31:01.938Z 来源:《中国科技人才》2021年第6期作者:赵建林熊克友[导读] 在冲孔过程中,为了充分利用设备产能,一次尽可能的将全部孔冲出,往往采用分级冲孔,将最小的孔放在最后一级,但冲头深入凹模的深度受前几级冲头的结构形式制约,冲头入模量过小,不足以将切断后的废料子挤压入凹模内部,滞留在凹模腔内,导致料子会被带出,造成料子回弹;安徽江淮汽车集团股份有限公司安徽合肥 230601摘要:汽车底盘车架上许多零部件,是3-8mm厚板冲压生产件,零件在冲孔过程中,既要防止冲孔废料子向下落料不畅的问题,也要预防冲孔废料子向上回弹的问题。
冲孔废料子,如果堵塞不能滑入废料输送带,会发生模具损坏的事故;冲孔废料子,如果回弹到凹模表面上,又会发生料子压伤产品件表面的质量事故,或引发后道工序双料冲压碰刃事故,因此在冲孔模设计过程中,要充分考虑冲孔料子的堵塞和回弹问题。
关键词:料子回弹;最小间隙防回弹法;加长冲头防回弹法1 造成冲孔废料子回弹的原因分析:1.1 入模量小在冲孔过程中,为了充分利用设备产能,一次尽可能的将全部孔冲出,往往采用分级冲孔,将最小的孔放在最后一级,但冲头深入凹模的深度受前几级冲头的结构形式制约,冲头入模量过小,不足以将切断后的废料子挤压入凹模内部,滞留在凹模腔内,导致料子会被带出,造成料子回弹;1.2 料子变形在冲孔过程中,为减小冲裁力,减小机床振动,常将冲头工作面设计成斜刃,冲头斜刃会造成料子变形,产生向上的回弹力,冲头斜刃与料子变形的中间会形成一个真空状态,产生真空吸附力,冲孔料子在回弹力与真空附附力作用下,产生料子回弹;1.3 冲裁间隙在模具的设计、生产、装配过程中,如果冲头与凹模的间隙过大,冲孔后的料子在凹模控内,易松动,从而导致料子回弹;1.4 油膜粘连为使凸、凹模在冲压过程中具有良好的润滑性,减少凸、凹模与被冲压材料因冲裁摩擦而产生的金属粘连,常采取在凹模表面涂加润滑油,工件表面自带润滑油的措施。
汽车钣金冲压件的回弹问题摘要:针对汽车的钣金件冲压回弹问题进行细致的分析,有助于提升汽车生产的质量和效果,全面的解决其中存在的冲压件的问题。
文章将对此方面的内容展开论述,详细的分析汽车钣金冲压件的一系列问题,同时从存在的缺陷角度着手,对改进的方式、提升生产工艺的技术手段进行概述,旨在促进工序之间的密切配合,增强汽车的生产水准。
关键词:汽车生产;钣金冲压;冲压件;回弹问题;研究分析。
引言冲压指的是运用压力机等设备,借助安装在压力机上的相关模具和设施等等,对材料施加一定的压力,使得材料逐渐变形或者是分离,进而获取机械生产与制造当中所需要的零部件规格、尺寸、形状。
当冲压工作在常温下进行时,属于冷冲压。
现阶段我国大多数的汽车零部件生产工作,尤其是钣金件的生产与制造工作,广泛使用的是冷冲压技术工艺。
在冷冲压技术当中所制造的零部件时常会出现回弹的状况,有着较为严重的质量缺陷。
当钣金件模具成型并且打开之后,零部件的形状会出现变化,与原先模具闭合情况之下的形态不一致。
这样的情况对于汽车的零部件生产来讲是巨大的影响,当回弹值超过了一定的范围之时,不仅会导致车身的规格尺寸合格率降低,同时会影响到零部件与车辆的匹配状况。
1. 汽车钣金冲压件回弹问题成因针对零部件生产过程当中出现回弹现象的基本原因进行分析,是解决问题、分析问题、提出改进措施的首要环节。
当钣金件的拉伸力与自身的质量维持一致之时,钣金件维持恒定的状态,并且保持稳定的形状。
而当撤除外部的拉伸力等作用力之后,应变量逐渐减小。
所以,对于汽车的钣金件来讲,回弹是设计施工材料所具有的一种性能,材料的固有属性,不可改变。
同时,还需要明确的是不同车辆部位的零部件形状和规格都完全不同,所以各个部位、不同材料制件的应变状态也都不尽相同。
但是车辆作为一个连续体,其内部零部件之间所产生的力量应当是平衡的,零部件之间会形成一种自相平衡的内部应力,维持车辆的稳定。
所以,钣金件回弹的现象,是各个应力之间相互作用和协调的结果。
汽车厚板料零件冲压成形分析及回弹计算作者:中国第一汽车集团富壮王广盛摘要:汽车上板厚大于5mm 的厚板料零件的冲压成形CAE技术在材料、工艺、计算和评估等方面都与薄板料零件有所不同,基于MSC.Marc 软件并结合作者在厚板料零件冲压成形CAE 分析方面的实际工作,对计算模型建立时需注意的问题如单元选择、单元划分、屈服准则、硬化曲线、工况设定和回弹计算等进行了详细说明,并对厚板料零件上的伸长类翻边结构的成形极限问题进行了探讨。
关键词:厚板料;冲压成形;成形极限;CAE引言随着我国汽车板料零件设计、制造水平的不断提高,薄板料零件冲压成形CAE 技术的应用已日趋成熟,相关产品的设计和制造部门针对不同软件及计算方法建立起了对应的材料、工艺、计算和评估方面的标准和规范。
这些标准和规范经过实践的检验和修正,目前在产品设计和生产制造环节中得到了广泛应用。
与薄板料零件不同,对于板厚大于5mm 的厚板料零件,例如商用车车架横梁、纵梁和加强板类零件,其在冲压成形、失效判定和回弹计算方面还没有一个明确的计算方法和分析思路,应用也远不如薄板料零件冲压成形CAE 技术广泛和成熟,这是与厚板料零件冲压成形的特点及其CAE 技术有关的。
目前国内针对这方面的研究相对少,这部分工作也有进一步研究和完善的必要,为此作者将近年关于厚板料零件冲压成形CAE 技术方面的工作进行了总结,并对其中一些具体问题进行了深入探讨。
当然由于个人能力有限并且所面对问题又是行业内公认的“顽疾”,因此所做的工作远没有达到解决精确回弹计算的程度。
本文所讨论的相关内容都是基于MSC.Marc 平台的,选择MSC.Marc 软件除了非线性计算功能方面的考量外,更主要的是作者有十年以上该软件的使用经验,对于成形和回弹计算模型的精度和效率的控制有一定把握。
1 厚板料零件冲压成形及其CAE 技术的特点与薄板料零件相比厚板料零件在冲压成形及其CAE 技术方面有如下特点:1)从材料方面讲,厚板料零件的材料一般采用热轧碳素钢板或热轧低合金高强度钢板。
与冷轧薄板料相比,热轧厚板料的表面质量差、厚度公差大、材料力学性能不稳定,并且由于材料的延伸率较低,获得有效硬化曲线数据的应变范围较窄(工程应力达到抗拉强度之前的部分有效),硬化曲线一般不采用真实应力应变曲线,而是采用幂指函数来替代。
2)厚板料零件一般是以梁类结构件为主,其成形方式主要为弯曲,并伴有局部的伸长类或压缩类翻边,少数情况下还包括胀形。
成形时一般不采用压边圈,但都有背压垫,冲压工艺设计相对简单。
单从判定零件冲压结构工艺性角度而言,通过经验数据和简单的一步法计算即可实现,因此一般不需要经过冲压成形CAE 评估。
图1 为一汽某商用车车架纵梁的端部结构。
图1 一汽某商用车车架纵梁端部结构虽然厚板料零件冲压成形CAE 评估的需求相对于薄板料零件要少得多,但随着厚板料零件材料强度级别的不断提高,回弹所造成零件尺寸精度的问题越来越严重,模具设计和后期的工艺调试都要求对零件回弹的性质及大小有所了解,以便采取相应的对策和补救方案。
因此,厚板料零件冲压成形CAE 技术的工作重点在于对零件回弹趋势的准确判断和对其量值的合理估算。
图2 为一汽某商用车车架纵梁的回弹计算结果。
图2 一汽某商用车车架纵梁回弹计算3)对于厚板料零件,其弯曲半径与板厚之比一般都很小,板厚方向的应力及其应力变化不容忽视,即弯曲部位的应力状态为三向应力状态。
因回弹计算时弯曲部位的应力状态对回弹变形影响极大,故不宜采用壳单元进行厚板料零件成形及回弹计算。
另外,采用实体单元将会给动力显式算法带来麻烦。
因为动力显式算法中的临界时间步长与单元上两节点间的最小距离成正比,采用实体单元后(一般料厚方向上的单元要分3 层以上)临界时间步长将大大减小,从而使计算费用大幅提升。
并且由于弯曲成形时边缘较大面积的坯料处于自由状态,为了有效控制动力响应问题,凸模虚拟速度一般要小于2m/s,这将进一步增加计算时间,增大计算成本。
4)成形失效开裂判定准则是冲压零件能否通过成形性评估的主要依据,从目前情况看厚板料零件成形失效开裂判定准则还不十分完善,而对于薄板料零件成形的FLD 图则很难直接用于厚板料零件的成形性分析,尤其是冲裁后坯料边缘存在硬化和撕裂情况下的成形极限判定。
2 计算模型建立时需要注意的问题2.1 单元选择MSC.Marc 软件有两种单元供厚板料零件冲压成形CAE 分析时选用。
一种是普通实体单元,另一种是实体厚壳单元。
实体厚壳单元是基于选择性缩减积分和假定应变技术的[1],由于是八节点拓扑结构,因此可以实现板料内外两侧的双面接触。
实体厚壳单元采用平面内一点积分,而厚向的积分点数可由用户来指定。
实体厚壳单元能够较好的分析弯曲圆角部位的塑性变形,但对于伸长类或压缩类翻边部位如果单元密度不够,则无法准确追踪塑性应变的梯度,这将直接影响到零件回弹计算中扭转变形的趋势和量值。
另外,实体厚壳单元在使用Hill1948 和Barlat1991 屈服准则时可能会存在一些问题[2]。
图3 和图4 为采用同等平面单元密度、不同单元类型时横梁伸长类翻边部位的应变分布和回弹计算结果。
普通实体单元实体厚壳单元注:为了便于说明应变梯度,在显示设定上作了相应放大处理图3 采用同等单元密度不同单元类型时伸长类翻边部位的应变分布普通实体单元实体厚壳单元注:为了便于说明回弹变形,在显示设定上作了相应放大处理图4 采用同等单元密度不同单元类型时厚板料零件的回弹计算结果针对上述情况,对于那些以弯曲变形为主、伸长类或压缩类翻边变形程度比较弱的情况,推荐采用实体厚壳单元。
对于那些伸长类或压缩类翻边变形程度比较大的厚板料零件,分析时还是建议采用普通实体单元。
通常情况下实体厚壳单元偏“软”,普通实体单元偏“硬”,实际回弹变形可能介于二个计算结果之间。
2.2 单元划分计算模型建立时首先遇到的问题是坯料单元划分。
对于厚板料零件成形用坯料单元的划分通常应保证:1)弯曲圆角部位的单元其位向应与弯曲轴线垂直。
这是因为三维实体单元为避免刚硬问题而采用了假定应变技术,而假定应变技术对单元的形状比较敏感[3],为了保证成形计算时的应力结果的准确性,尽可能使单元位向与主应力方向一致。
2)弯曲圆角部位应至少保证四个单元,这对于弯曲圆角部位的应力梯度影响非常大。
3)有拉伸和压缩变形的部位细分单元,即伸长类或压缩类翻边部位的单元应当细化。
4)采用普通实体单元时,板料厚度方向分层推荐4 层,最少3 层。
采用实体厚壳单元时,厚向积分点数为7。
这一要求是为了准确描述回弹后零件厚向残余应力分布状态的,图5 为回弹后零件断面上的残余应力分布。
图5 回弹后的应力状态5)单元长边与短边的比值尽可能的小,一般要控制在3 以内[4]。
这一要求是为了避免数值计算误差、确保计算精度的。
2.3 屈服准则MSC.Marc 软件中用于板料成形的屈服准则有Von Mises、Hill 1948 和Barlat 1991,对于钢板类冲压零件经常使用的是Hill1948 屈服准则。
MSC.Marc 软件需输入的材料各向异性参数有R0、R45、R90、Y45 /Y0 和Y90 /Y0。
其中Y45 /Y0和Y90 /Y0 可按式(1)计算。
定义坯料轧制方向时,对于普通实体单元只能利用3D ANISO 方法进行设定,其中第一矢量方向为轧制方向,第二矢量方向为坯料平面内垂直于第一矢量的方向。
对于实体厚壳单元,可以利用XY PLANE、YZ PLANE 或ZX PLANE 方法设定轧制方向,轧制方向为坯料平面与所选中平面的交线。
2.4 硬化曲线需要进行回弹计算的厚板料零件成形分析,材料参数最好输入真实硬化曲线。
因为弯曲截面上应力分布与硬化曲线形状相一致,如图6 所示,为保证弯曲截面上的应力分布更加准确,推荐输入材料硬化曲线。
图6 弯曲截面上的应力分布但是考虑到材料延伸率较低,获得有效硬化曲线数据的应变范围比较窄,硬化曲线采用真实应力应变曲线有一定困难,因此一般都采用幂指函数来替代。
式(2)、式(3)和式(4)给出了几个根据σs、σb 和n 值进行材料硬化曲线估算的公式。
首先,材料硬化曲线假定为幂指函数形式:根据单向拉伸试验σb 的定义和分散性失稳理论可得到:其中:e = 2.718。
通常情况下,材料的实际强度要大于标准给定值30~50MPa,而对于σs 大于345MPa 的普通高强度钢板,一般硬化指数n ≈ 70/σs[5]。
2.5 工况设定按厚板料实际冲压成形过程建立工况,即成形计算模型应包括三个工况:1)凸模固定,背压垫加背压力;2)凸模向下运动,背压垫保持背压力;3)凸模行程到位以后背压垫固定,凸模施加校形力。
模型各部件如图7 所示。
三个工况中凹模始终固定不动。
为了实现凸模和背压垫加载时力和位移之间的转换,凸模和背压垫需要采用控制节点。
图7 厚板料零件成形分析计算模型2.6 回弹计算厚板料零件的回弹计算可以按实际情况将零件从模具中退出,但此时应注意接触分离力的容差设定,处理不好易产生分离拉应力的问题,并且计算时间也较长。
目前通常采用的办法是首先计算成形,导出结果数据后计算回弹。
如果存在回弹计算求解不收敛的问题,则将回弹计算工况与成形分析工况合在一个模型内,在回弹计算工况中采用载荷逐步释放的方法,这样可以提高求解的稳定性。
回弹计算时为了避免出现因约束点设计不合理而造成对零件的过分约束,从而导致回弹计算结果不准确,推荐采用弹性地基约束零件的刚性位移,如图8 所示,弹性地基刚度可设为1MPa。
图8 弹性地基约束考虑到回弹计算的求解精度,最大迭代次数应设为100,相对力和位移残差应≤ 0.01。
3 厚板料零件成形分析时的失效判定对于厚板料零件,其主要失效开裂形式为伸长类翻边开裂和小圆角外层开裂。
对于后者,结构设计人员在零件设计时就给予足够重视,一般不会出现问题,而伸长类翻边开裂即成为厚板料零件成形开裂的主要形式。
对于薄板料零件,其失效开裂主要依据FLD 图来判断。
对于软钢板和普通高强度钢板,FLD 图的形状基本上一致,只是平面应变状态下的极限点( FLD0 )位置不同,如图9 所示。
FLD0 一般与材料的n 值和料厚有关,而料厚的影响是由应变速率敏感系数m 值决定的[6]。
当m=0 时,料厚对FLD0 无影响;当m > 0 时,料厚越大FLD0 也越高,但随着料厚增大FLD0提高的速度变缓。
式(5)为汽车用软钢板FLD0 的计算公式[7]。
将式(5)直接用于厚板料高强度钢板时发现FLD0 明显偏高,与实际情况不符。
这主要是因为对于软钢板和普通高强度钢板,随着材料强度的提升其m 值有降低的趋势[8]。
而对于厚板料高强度钢板,其m 值已接近0,因此料厚对FLD0 的影响可以忽略,此时FLD0 近似等于n 值(Hill 集中性失稳理论)。