检具式样书-模板
- 格式:xls
- 大小:988.50 KB
- 文档页数:2

检具验收报告范本检具验收报告范本目次检具概述一.单件检具仕样说明 (1)1. 检查治具基本式样 (2)1.1基本仕样 (2)1.2使用目的 (2)1.3使用材料 (2)1.3.1轮廓表面 (2)1.3.2检具骨架 (2)1.3.3基准块 (3)制作仕样说明 (3)1检查治具制作方向 (3)2剪线及成品末端仕样 (4)3折线 (4)45一般孔...............................................................4 翻边孔 (4)6钣件定位 (6)6.2零贴面 (10)6.3支撑与夹持 (11)3. 检具制作基本要求 (11)3.1形状面要求 (12)3.1.2非检查面 (12)3.1.3零接触面 (13)3.2分割体 (14)3.1钣件检查 (14)3.2钣件检查需要 (14)3.3端面样板 (15)3.4钣件固定 (15)3.5治具搬运 (16)3.5.1吊取装臵 (16)3.5.2搬运孔 (17)4. 途装 (18)4.1检查作业性质之区分 (18)4.3车种区别 (18)4.4途装色号 (19)5. 基准 (19)5.1基准线 (19)5.2基准面 (20)5.3基准指示 (21)5.4其它 (21)二. 车体组合件量具制作说明 (22)UG之功能 (22)3.UG之主要结构 (22)3.1底座 (22)3.2支架 (22)3.1定位用支架 (22)3.1检验用支架 (22)4. UG设计所需标准之质料 (23)5. 设计与制图之程序 (24)5.1制图程序 (24)5.2制图规定 (25)5.3设计及制图要点 (25)篇五:检具采购合同书检具采购合同书年月日甲方:乙方:甲方:乙方:甲乙双方_____________________检具的制造加工和有关技术服务,经友好协商,签订本合同。
1、定义1.1检具:本合同所称检具是指XXXX项目使用检具。

定固及动移具检 .5 型类准标具检 .4 具工测检具检 .3 )期周扫清 ,度湿度适 ,度温度适( 境环管保具检 .2 的目用使具检 .1录目书明说作操 书明说作操 书明说作操 书明说作操。
管保紧贴面REPPOTS到要定一后用使以所 。
锈生于易上面准基在,话的置放间时长好上温室果如时态状PMALCNU ,GNIWSNU )。
抵安着慢上面地,脚轮损破于易于由时下放车叉用( 。
撞冲或撞碰意注请时运搬车叉用 。
转运常正以可内围范在备设的有所 )锈生免以意注请(境环的净干维油滑润及油锈防用时随,尘灰去进免以意注次每时用使 。
力压及撞冲加施免以工加ERIW ,工加CN工加因域区的度精证保要等位部测检面型,面准基如,LEETS和LA是料材 。
s/m9.2 速风 ) %86 度湿季夏, %87 度湿季冬( %59~%56:度湿 ℃03 ~ ℃01 : 度温 zH05 zH05 %01±V022CA:源电明照 %01±V083CA:源电 线4厢3项 事 意 注 管 保 具 检 .2。
质品的件金钣认确的期周用使后装安接直上线产生后成完YDOB/S )2 。
养培质品及YDOB/S的件金钣用使了为时期初 )1 )能功 NOITCEPSNI ,能功 YDOB/S( 。
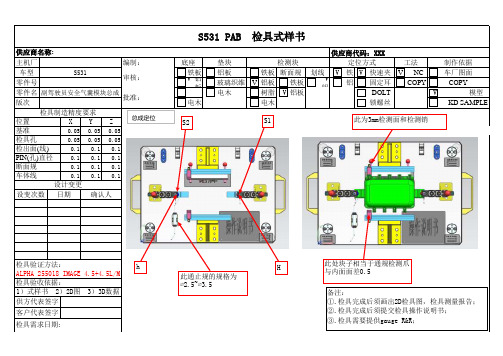
养培质品及测检度精的件金钣用使了为 -的 目 用 使 具 检 .1书明说作操 书明说作操 书明说作操 书明说作操测检行进尺隙间用 测检行进尺隙间用 测检行进尺隙间用 测检行进尺隙间用栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将里块测检孔在插销测检将 里块测检孔在插销测检将 里块测检孔在插销测检将 里块测检孔在插销测检将用使时量测尺尖交3用法无以所,能性的面型件品产测检有子销个这NIP KCEHC )1具 工 测 检 具 检 .3书明说作操 书明说作操 书明说作操 书明说作操线划上件金钣 线划上件金钣 线划上件金钣 线划上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 将 将 将 将SCRIBEØ+ 42。

检具设计标准模板-范文模板及概述示例1:检具设计标准模板是为了确保在设计和制造检具时符合一定的要求和标准,以保证其质量和性能。
设计一个合适的检具模板可以帮助工程师更好地进行检具设计,提高生产效率和产品质量。
一般来说,一个完整的检具设计标准模板应包括以下几个部分:1. 产品要求:明确检具所要检测的产品的特点,包括尺寸、形状、材料等方面的要求。
2. 设计要求:确定检具的设计要求,比如检测的准确性、稳定性、可靠性等方面。
3. 结构要求:描述检具的结构设计,包括外观、尺寸、零部件和组装要求等。
4. 材料要求:规定检具使用的材料,以保证其符合产品要求,并具有足够的强度和硬度。
5. 制造要求:规定检具的制造工艺和加工精度等要求,以确保检具的质量和性能。
6. 使用和维护要求:说明检具的使用方法、维护规定和保养要求,以延长检具的使用寿命和保持其性能。
在设计和制造检具时,遵循检具设计标准模板可以帮助工程师更好地进行设计,并提高产品的质量和性能。
同时,将这些模板和经验总结下来形成标准化的工作流程,也可以提高生产效率和降低成本。
示例2:设计标准是制定出来,以确保产品质量和性能达到一定水准。
在检具设计中,设计标准模板的使用可以帮助设计师更快更准确地完成设计工作,同时保证产品的质量和性能。
以下是一个检具设计标准模板的示例:1. 标题:检具设计标准模板2. 目的:为设计师提供一个符合质量标准的检具设计模板,帮助他们更好地完成设计工作。
3. 设计要求:- 检具设计应符合相关行业标准和规范要求;- 检具应能够满足产品的尺寸、形状和功能要求;- 检具设计应考虑到生产成本和制造工艺。
4. 设计步骤:- 确定检具的功能需求和设计参数;- 设计检具的外形尺寸和结构形式;- 选择适合材料并确定制造工艺;- 进行检具的详细设计和细化。
5. 设计考虑点:- 检具设计应具有良好的稳定性和精度;- 检具应易于安装和拆卸,并具有良好的调节性;- 检具设计要考虑到使用寿命和维护保养。

物品质量检验证明范本
物品信息
- 物品名称:[填写物品名称]
- 型号/规格:[填写型号或规格]
- 产地:[填写产地]
- 生产日期:[填写生产日期]
- 检验日期:[填写检验日期]
检验结果
经过专业机构的检验,本物品的质量符合相关标准要求,其详细检验结果如下:
- 外观质量:[填写外观质量检验结果,例如合格、一般、不合格等]
- 功能性能:[填写功能性能检验结果,例如符合、部分符合、不符合等]
- 材料安全性:[填写材料安全性检验结果,例如无害、含有有害物质等]
- 耐久性:[填写耐久性检验结果,例如经久耐用、易损坏等] - 标识标注:[填写标识标注检验结果,例如清晰、模糊、缺失等]
检验机构信息
本次检验是由下列机构进行的:
- 机构名称:[填写检验机构名称]
- 地址:[填写检验机构地址]
- 联系方式:[填写检验机构联系方式]
结论
根据以上检验结果,本物品质量符合相关标准要求,可放心使用。
此为范本,具体内容可根据实际情况进行调整和修改。
> 注意:这份文档仅作为范本使用,具体的质量检验证明应根据实际情况进行编写,并由相关机构出具。
请参照实际要求和法律规定来执行,以确保合规性。
培训教材首先,我们跟大家讲解下检具的重要性:通用量具虽然通用性强,适用范围广,但检验速度低,有检验死角,同时对使用者技术要求较高,所以在汽车零部件检测中不能得到广泛运用,而检具针对性强,测量速度快,准确,对人的要求低,可成倍提高工作效率,特别适用与生产现场,来料检验,产品验收。
检具的制造流程:第一:检具制造前期的工艺准备所谓的工艺准备也就是检具设计,而检具设计又分为3D数据设计,检具评审,检具方案最终确认三个步骤。
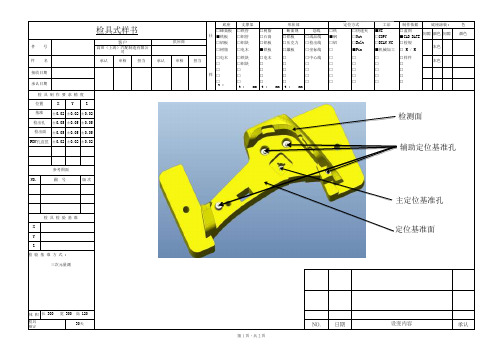
首先先了解一下检具的基本式样、类型及结构组成:基本式样(见图1):图1 保险杠检具基本式样检具的类型:1)单件检具:主要用来检验单一零件。
2)总成检具:指车身零件组合后所使用的检验量具,通常为两件以上的零件组合。
检具功能:主要用来检验零件的尺寸和形位精度,包括⒈定位孔、定位面;⒉各配合面;⒊装配孔的孔位及孔径;⒋零件轮廓线及整体零件形状;⒌各形位精度。
检具的结构组成:主要由基座(底座)、主副基准、骨架部分、检具本体(包含检具型面、定位系统、检测系统等)、活动样块及断面样板等等组成。
检具设计规范:检具定位基准与模具、焊接夹具定位基准统一;(参照各车型系统)检具夹紧点尽量与装配点统一;(参照各车型系统)检具要求定位准确、活动自如、操作安全方便,其检测项目应包括定位孔、定位面、装配孔、表面件配合型面及轮廓等;每个检具零件在其任何活动位置上都不会超出检具的基座,检具设计须保证零件取放方便安全,防止划伤检具;在最终的设计稿中应该包括使用该种检具的操作指导和操作顺序。
第二:检具设计确认流程(1)3D数据设计:客户提供产品数据,产品周边匹配数据,还有GD&T图。
(有了产品周边匹配数据对检具设计来说更为直观,例如哪些是有用面,哪些是重要的孔位和装配关系。
)检具设计完成以后,接下来做检具功能图跟检具式样书(俗称方案)至于为什么要做这个?因为这2样东西主要是把检具的结构,功能用图纸的形式体现出来,例如装配关系,定位关系,检测,模拟等等。
岗位名称标准书编号附表适用机型制定时间批准审核编制相应岗位ZB-ZD-005无全机种确认量仪的合格标示、有效日期性能检查读数方法:1.确认量仪倍率,2.确认测量方式,内径测量时,数值大的校对规在量仪上方,外径测量时相反。
如图,为5000倍率量仪下限校对(22.000)+浮标所在位置(以下方校对规位置做基准10格即为0.010mm),读作22.010mm。
量仪的具体调整方法见《气动量仪使用规定》气动量仪使用指导书部门生产线相应生产线外观检查1.用干净的布将量仪、测头及被测件擦拭干净2.确认气动量仪、测头及校对规测量面有无打痕、磕碰、生锈等现象。
检查各螺钉是否转动灵活,转动零位螺钉看量仪浮标是否上下窜动刻度尺零位螺钉倍率螺钉出气口界限指针浮标检查出气口到测头间的连接管路有无漏气现象注意事项1.使用前注意量仪的倍率,刻度尺分度为1um的为5000倍率量仪,刻度尺分度为0.5um的为10000倍率量仪.2.气动量仪使用前要确认气源的进气压力(0.4-0.6Mpa)之间。
3.量仪使用前、使用后需将过滤器内杂质排出。
4、发现异常联系计量人员维修,禁止自行拆卸。
如图,为5000倍率量仪下限校对(22.000)+浮标所在位置(以下方校对规位置做基准10格即为0.010mm),读作22.010mm。
量仪的具体调整方法见《气动量仪使用规定》。