第一节 埋弧焊的基本原理
- 格式:ppt
- 大小:948.50 KB
- 文档页数:12

埋弧焊的原理一、埋弧焊的基本概念埋弧焊是一种电弧焊接方法,它利用一定长度的焊条作为电极,在焊接过程中将电极埋入被焊件中,形成一个保护气氛,使得电弧在这个保护气氛中燃烧。
因此,埋弧焊也称为“埋弧气体保护焊”。
二、埋弧焊的原理1. 电极与工件之间形成的电路在埋弧焊过程中,电极与工件之间形成了一个封闭的电路。
通常情况下,正极端连接直流电源,负极端连接工件。
当两个被连接的金属表面之间存在一定距离时,就会产生一定的电压。
当这个距离足够小时(通常为2-4毫米),就会发生放电现象。
2. 电弧产生和维持当两个金属表面之间形成了放电通道后,就会发生放电现象。
这时候,在通道内部会产生高温高压等条件,使得金属材料逐渐融化,并且在融化的同时释放出大量的热量和光能。
这种放电现象就是电弧。
3. 保护气体的作用在埋弧焊过程中,为了保护电弧和熔池不受外部气体污染,必须在焊接区域周围形成一个保护气氛。
这个保护气体可以是惰性气体(如氩、氦等),也可以是活性气体(如二氧化碳、一氧化碳等)。
这个保护气体的主要作用是防止空气中的氧、水蒸汽等对熔池造成污染,同时也可以帮助熔池形成平滑的表面。
三、埋弧焊的特点1. 焊接速度快由于埋弧焊使用的是直流电源,而且在焊接过程中使用了高温高压条件,因此它的焊接速度比其他电弧焊方法要快得多。
2. 焊缝质量高由于使用了保护气体,使得熔池在焊接过程中不受外部环境影响,从而可以获得更好的焊缝质量。
同时,在埋弧焊过程中产生的热量和光能也有助于使得金属材料更加均匀地熔化和凝固。
3. 适用范围广埋弧焊可以用于焊接各种类型的金属材料,包括碳钢、合金钢、不锈钢等。
4. 操作简单埋弧焊的操作相对来说比较简单,只需要掌握一些基本的技巧和操作方法即可。
四、埋弧焊的应用领域由于埋弧焊具有速度快、质量高、适用范围广等优点,因此在工业生产中得到了广泛应用。
它可以用于制造汽车零部件、机械设备、建筑结构等各种类型的产品。
同时,也可以用于修复损坏的金属构件,如铁路轨道、桥梁等。
第四章埋弧焊第一节埋弧焊的工作原理及特点埋弧焊也是利用电弧作为热源的焊接方法。
埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧不外露,埋弧焊由此得名。
所用的金属电极是不间断送进的光焊丝。
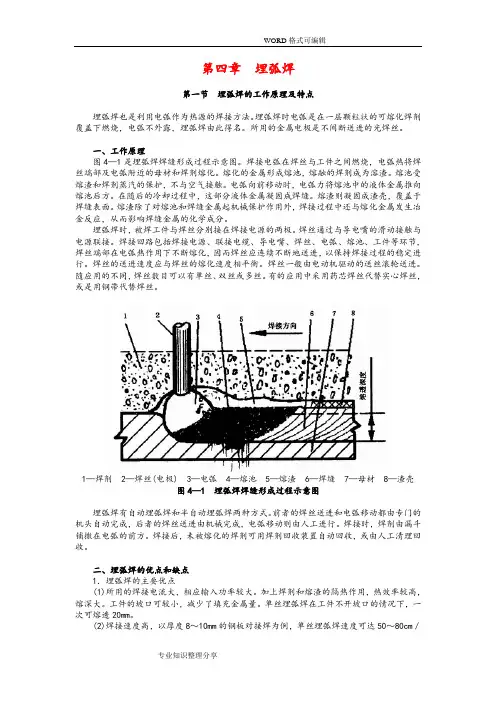
一、工作原理图4—1是埋弧焊焊缝形成过程示意图。
焊接电弧在焊丝与工件之间燃烧,电弧热将焊丝端部及电弧附近的母材和焊剂熔化。
熔化的金属形成熔池,熔融的焊剂成为溶渣。
熔池受熔渣和焊剂蒸汽的保护,不与空气接触。
电弧向前移动时,电弧力将熔池中的液体金属推向熔池后方。
在随后的冷却过程中,这部分液体金属凝固成焊缝。
熔渣则凝固成渣壳,覆盖于焊缝表面。
熔渣除了对熔池和焊缝金属起机械保护作用外,焊接过程中还与熔化金属发生冶金反应,从而影响焊缝金属的化学成分。
埋弧焊时,被焊工件与焊丝分别接在焊接电源的两极。
焊丝通过与导电嘴的滑动接触与电源联接。
焊接回路包括焊接电源、联接电缆、导电嘴、焊丝、电弧、熔池、工件等环节,焊丝端部在电弧热作用下不断熔化,因而焊丝应连续不断地送进,以保持焊接过程的稳定进行。
焊丝的送进速度应与焊丝的熔化速度相平衡。
焊丝一般由电动机驱动的送丝滚轮送进。
随应用的不同,焊丝数目可以有单丝、双丝或多丝。
有的应用中采用药芯焊丝代替实心焊丝,或是用钢带代替焊丝。
1—焊剂 2—焊丝(电极) 3—电弧 4—熔池 5—熔渣 6—焊缝 7—母材 8—渣壳图4—1 埋弧焊焊缝形成过程示意图埋弧焊有自动埋弧焊和半自动埋弧焊两种方式。
前者的焊丝送进和电弧移动都由专门的机头自动完成,后者的焊丝送进由机械完成,电弧移动则由人工进行。
焊接时,焊剂由漏斗铺撒在电弧的前方。
焊接后,未被熔化的焊剂可用焊剂回收装置自动回收,或由人工清理回收。
二、埋弧焊的优点和缺点1.埋弧焊的主要优点(1)所用的焊接电流大,相应输入功率较大。
加上焊剂和熔渣的隔热作用,热效率较高,熔深大。
工件的坡口可较小,减少了填充金属量。
单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。
埋弧焊一、埋弧焊原理埋弧焊的基本原理:焊接电弧在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧,熔化的金属和焊丝在一起形成焊缝。
二、埋弧焊优缺点优点1、生产率高埋弧焊时,焊丝从导电嘴伸出长度短,可以提高焊接电流,一般可提高4至5倍。
2、焊缝质量高埋弧焊时,焊剂和熔渣能有效地防止空气侵入熔池,还可以降低焊缝冷却速度,从而提高焊接接头的力学性能;由于焊接工艺参数可以通过自动调节保持稳定,焊缝表面光洁平直,焊缝的金属化学成分和力学性能均匀而稳定;对焊工技术的要求也不高。
3、节省焊接材料和能源较厚的焊件不开坡口也能熔头从而焊缝中所需填充金属——焊丝量显著减少,省去了开坡口和填坡口所需能源和时间;熔渣的保护作用避免了金属元素的烧损和飞溅的损失。
4、劳动条件好由于焊接的自动化,焊工强度大大降低,去除了弧光的辐射,焊接时的烟尘和有害气体少,改善了焊工的劳动条件缺点1、由埋弧焊的工作原理可知其主要适用于平焊焊接。
2、最适于长焊缝的焊接。
其适应性和灵活性不如焊条电弧焊,特别是短焊缝时埋弧焊的效率低。
不适于焊接厚度小于1mm以下的薄板,因为小电流焊接电弧不稳定。
3、焊接时用的辅助装置较多。
如焊剂的输送和回收装置,焊接衬垫、引弧板和引出板;焊丝的去污锈和缠绕装置等,有时尚需与焊接工装配合才能使用。
三、适用范围1、材料范围是指母材的范围,埋弧焊最广泛用于含碳量少于0.30%,含硫量低于0.05%的低碳钢的焊接生产。
其次是用于低合金钢的焊接。
对高、中碳钢和合金钢不常使用埋弧焊,因为焊时须采用比较复杂的工艺措施。
埋弧焊可以在普通结构钢基本的表面上堆焊,使其具有耐蚀或其它性能。
2、厚度范围埋弧焊最适于焊接中厚以上的钢板,这样能发挥大电流深熔深的优点。
随着厚度的增加,在待焊部位开适当坡口以保证焊透和改善焊缝成形。
焊机丝瓜水。
第四章埋弧焊第一节埋弧焊的工作原理及特点埋弧焊也是利用电弧作为热源的焊接方法。
埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧不外露,埋弧焊由此得名。
所用的金属电极是不间断送进的光焊丝。
一、工作原理图4—1是埋弧焊焊缝形成过程示意图。
焊接电弧在焊丝与工件之间燃烧,电弧热将焊丝端部及电弧附近的母材和焊剂熔化。
熔化的金属形成熔池,熔融的焊剂成为溶渣。
熔池受熔渣和焊剂蒸汽的保护,不与空气接触。
电弧向前移动时,电弧力将熔池中的液体金属推向熔池后方。
在随后的冷却过程中,这部分液体金属凝固成焊缝。
熔渣则凝固成渣壳,覆盖于焊缝表面。
熔渣除了对熔池和焊缝金属起机械保护作用外,焊接过程中还与熔化金属发生冶金反应,从而影响焊缝金属的化学成分。
埋弧焊时,被焊工件与焊丝分别接在焊接电源的两极。
焊丝通过与导电嘴的滑动接触与电源联接。
焊接回路包括焊接电源、联接电缆、导电嘴、焊丝、电弧、熔池、工件等环节,焊丝端部在电弧热作用下不断熔化,因而焊丝应连续不断地送进,以保持焊接过程的稳定进行。
焊丝的送进速度应与焊丝的熔化速度相平衡。
焊丝一般由电动机驱动的送丝滚轮送进。
随应用的不同,焊丝数目可以有单丝、双丝或多丝。
有的应用中采用药芯焊丝代替实心焊丝,或是用钢带代替焊丝。
1—焊剂 2—焊丝(电极) 3—电弧 4—熔池 5—熔渣 6—焊缝 7—母材 8—渣壳图4—1 埋弧焊焊缝形成过程示意图埋弧焊有自动埋弧焊和半自动埋弧焊两种方式。
前者的焊丝送进和电弧移动都由专门的机头自动完成,后者的焊丝送进由机械完成,电弧移动则由人工进行。
焊接时,焊剂由漏斗铺撒在电弧的前方。
焊接后,未被熔化的焊剂可用焊剂回收装置自动回收,或由人工清理回收。
二、埋弧焊的优点和缺点1.埋弧焊的主要优点(1)所用的焊接电流大,相应输入功率较大。
加上焊剂和熔渣的隔热作用,热效率较高,熔深大。
工件的坡口可较小,减少了填充金属量。
单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。
埋弧焊机的原理
埋弧焊机的原理是利用电弧的高温和高热能来加热工件,并通过电流通道和焊丝向工件输送熔化金属,完成焊接过程。
具体原理如下:
1. 电源供电:埋弧焊机连接到电源上,通过可调节电流控制焊接弧的强弱。
2. 电弧点火:操作人员按下触发开关,电流通过电极和焊丝之间的接触点,形成电弧。
3. 电弧加热:电弧产生高温,将工件局部加热至熔化温度,使其表面形成液态金属池。
4. 焊丝熔化:焊丝通过电流通道和电弧,受高温作用下熔化,并且进入液态金属池。
5. 熔化填充:焊丝在液态金属池中熔化后,通过焊接枪移动的方式,补充到焊接缝内,填充工件需要的熔化金属。
6. 固化焊缝:焊接完成后,液态金属逐渐冷却、凝固,形成固态焊缝。
值得注意的是,埋弧焊机的原理和操作过程中需要注意保护措施,如佩戴防护眼镜、焊接服和手套等,以避免受到电弧和高
温的伤害。
同时,在操作过程中,还需注意电流的调节,以保证焊接质量和工件的安全性。


埋弧焊的原理及特点一、埋弧焊工作原理埋弧焊是利用埋在焊剂中的焊丝与焊件之间的电弧所产生的热量熔化焊丝、焊剂和焊件并形成焊缝的一种焊接方法。
二、埋弧焊的特点及应用1.埋弧焊的优点(1)焊接生产效率高(I↑V↑)可使用大电流焊接,同时因电弧加热集中,熔透深度及焊丝熔化速度增加;例如单丝埋弧焊可一次焊透20mm以下I型坡口钢板;热量损失少,从而热效率提高,焊接速度大大提高,单丝埋弧焊的焊接速度可达30~50m/h,而焊条电弧焊只有6~8m/h。
(2)焊接质量好保护效果好(焊剂、熔渣保护)空气中的氮、氧难以侵入,提高了焊缝金属的强度和韧性;由于焊接速度快,热输入相对减少,热影响区的宽度比焊条电弧焊小,有利于减小焊接变形及防止近缝区金属过热。
熔池金属凝固速度慢(冶金反应、成份稳定、缺陷少);焊接过程自动化,焊缝表面光洁、平整、成形美观。
(3)改善焊工的劳动条件机械化操作,埋弧不见弧光不需面罩,烟尘、气体少。
(4)节约焊接材料及电能熔深大,可不开或少开坡口,减少了焊缝中焊丝的填充量,节省因加工坡口而消耗的母材。
飞溅极少,无焊条头的损失,节省焊接材料。
热量集中,且利用率高,因此单位长度焊缝所消耗的电能大为降低。
(5)焊接范围广能焊接碳钢、低合金钢、不锈钢,还能焊接耐热钢及铜合金、镍基合金等有色金属。
并且还可以进行磨损、耐腐蚀材料的堆焊。
但不适用于铝、钛等氧化性强的金属和合金的焊接。
2.埋弧焊的缺点(1)采用颗粒状焊剂保护,只适用于平焊或倾角不大的位置及角焊位置焊接,其他位置需采用特殊装置。
(2)不能直接观察电弧与坡口的相对位置,容易产生焊偏及未焊透,也不能及时调整焊接工艺参数,需要采用焊缝自动跟踪装置保证焊炬对准焊缝不焊偏。
(3)焊接电流较大,电弧的电场强度较高,当电流小于100A 时,电弧的稳定性较差,因此不适于厚度小于1mm的薄件的焊接。
(4)焊接设备复杂,维修保养难度大。
只适用于直的长焊缝和环形焊缝的焊接,无法焊接形状不规则的焊缝。
埋弧焊的原理特点和应用1. 埋弧焊的原理埋弧焊是一种特殊的电弧焊接方法,它利用电源的弧电能将焊丝与工件之间的间隙填满,实现焊接的同时,将焊缝部分呈“埋弧”状态。
埋弧焊的原理主要包括三个方面:•电源提供电流:埋弧焊通常使用直流电源,将工件与电源的正极连接,将焊丝连接到电源的负极,通过电弧产生热能进行焊接。
•电弧经过焊丝与工件间隙:焊丝与工件之间的间隙中形成电弧,通过电弧产生的高温熔化焊丝和工件表面,形成熔融池。
•焊丝填充熔融池:焊丝通过电弧熔化,并通过焊枪提供的保护气体形成气雾保护,防止熔融池受到空气中的氧、氮、水分等有害物质的污染。
2. 埋弧焊的特点埋弧焊作为一种特殊的焊接方法,有着许多独特的特点,使其在许多应用场景中得到了广泛的应用。
以下是埋弧焊的主要特点:•高效高速:埋弧焊具有高弧压、高焊接速度等特点,能够快速完成焊接任务,提高工作效率。
•熔深大:由于埋弧焊采用电弧熔化焊丝和工件,使得焊缝熔深大,焊接强度高。
•操作简单:埋弧焊不需要复杂的技术操作,几乎任何人都能够快速上手进行埋弧焊接,降低了应用门槛。
•焊接质量好:埋弧焊的焊接质量稳定且良好,焊缝质量满足国家标准和技术要求。
•适应性广:埋弧焊适用于多种材料的焊接,如低碳钢、合金钢、不锈钢、铝等。
3. 埋弧焊的应用埋弧焊作为一种高效、高质量的焊接方法,广泛应用于各种工业领域。
以下是埋弧焊的主要应用领域:•汽车制造业:埋弧焊适用于汽车制造业中的钢板焊接、车身焊接等工艺,能够快速、稳定地完成焊接任务。
•建筑工程:埋弧焊在建筑工程中的应用主要集中在钢结构焊接、安全门窗、钢管焊接等领域。
•石化管道:埋弧焊的高效性使其在石化管道焊接中得到了广泛应用,能够确保焊接质量,提高工作效率。
•能源装备:埋弧焊在能源装备制造中具有重要地位,如风力发电设备、核电设备等的焊接。
•船舶制造:埋弧焊在船舶制造中能够完成各种材料的焊接,确保船舶结构牢固。
•铁路运输:埋弧焊在铁路轨道的连接、修复等方面有着重要应用,能够保证铁路运输的安全性。
埋弧焊工艺与操作技巧引言埋弧焊是一种常用的焊接技术,广泛应用于钢结构、船舶、桥梁、石油化工等领域。
本文将介绍埋弧焊的基本原理、操作技巧以及注意事项。
一、埋弧焊的原理埋弧焊是一种根据电弧熔化焊条供料来进行焊接的方法。
其工作原理如下: 1. 焊条通过供电电源产生电弧。
2. 电弧在工件和焊条之间形成,熔化焊条并使其与工件熔合。
3. 熔化的金属在焊接缝中形成焊渣,保护焊缝避免氧气和杂质的侵入。
二、埋弧焊的操作技巧1.选择适当的焊接电流和电压。
根据工件的材料和类型,选择合适的焊接电流和电压可以保证焊缝的质量和稳定性。
2.控制焊接速度。
焊接速度的过快或过慢都会影响焊缝的质量。
应根据焊接材料和厚度,选择适当的焊接速度。
3.保持合适的焊接角度。
通常情况下,焊接角度应垂直于工件表面。
如果角度偏离,会导致焊缝质量下降和焊接变形。
4.注意电焊材料的质量。
合格的焊条和焊剂对焊接质量至关重要。
务必选择有质量保证的材料进行焊接操作。
5.确保焊接环境的通风良好。
焊接过程中会产生大量的烟尘和有害气体,应确保操作区域有良好的通风条件,以保护操作人员的健康。
三、注意事项1.安全操作。
焊接过程中需要注意防护措施,包括戴上防焊光眼镜、焊接手套和防护服等,以避免对皮肤和眼睛的损伤。
2.注意电焊设备的维护。
定期检查焊接设备的接线和电源,确保其正常工作,避免意外事故。
3.焊接接头的准备工作。
在进行埋弧焊前,应对接头进行清洁和打磨,以去除锈蚀和污垢,保证焊接质量。
4.控制焊接温度。
过高的焊接温度会导致焊缝脆性增加,影响焊接质量。
应根据材料要求和焊接规范,控制焊接温度。
5.注意焊接参数的选择。
除了焊接电流和焊接速度外,还应注意电弧长度、焊接间隙等参数的合理选择,以保证焊缝质量。
四、总结埋弧焊是一种常用的焊接技术,掌握埋弧焊的工艺和操作技巧对焊接质量至关重要。
本文介绍了埋弧焊的基本原理、操作技巧以及注意事项。
通过正确的操作和控制,可以实现优质的焊接效果,并确保焊缝的质量和稳定性。
埋弧焊的原理、特点及应用范围埋弧焊是以裸金属焊丝与焊件(母材)间所形成的电弧为热源,并以覆盖在电弧周围的颗粒状焊剂及熔渣作为保护的一种电弧焊方法。
埋弧焊又称为焊剂层下自动电弧焊。
1、埋弧焊的原理埋弧焊的原理如下图所示。
▲埋弧焊的原理1—母材2—电弧3—金属熔池4—焊缝金属5—焊接电源6—控制箱7—焊渣8—熔融熔渣9—焊剂10—导电嘴11—焊丝12—送丝滚轮13—焊丝盘14—焊剂输送管焊剂9由导电嘴10流出后,均匀地堆敷在装配好的母材1上,焊丝11与送丝机构经送丝滚轮12和控制箱6送入焊接电弧区。
焊接电源的两端分别接在控制箱和焊件(母材)上。
送丝机构、导电嘴及控制箱装在一台小车上以实现焊接电弧的移动。
焊接过程通过操纵控制箱上的按钮来实现自动控制。
2、埋弧焊的特点(1)埋弧焊的优点①生产效率高由于焊丝的导电嘴伸出长度较短,故可采用较大的电流,而巨焊剂和熔渣有隔热作用,使热效率提高。
因此,焊丝的熔化系数大,焊件熔深大,焊接速度快。
②焊缝质量好一方面焊剂和熔渣隔绝了空气与熔池和焊缝的接触,故保护效果好,特别是在有风的环境中;另一方面,焊接参数可以通过自动调节保持稳定。
因此,具有良好的综合力学性能,熔池结晶时间较长,冶金反应充分,缺陷较少,焊缝光滑、美观。
③节省焊接材料和电能埋弧焊因熔深较大,与焊条电弧焊相比在焊接同等厚度的焊件下不开坡口或只开小坡口,从而减少了焊缝中焊丝的填充量,也节省了加工工时和电能。
而巨由于电弧热量集中,减少了向空气中的散热及由于金属飞溅和蒸发所造成的热能损失与金属损失。
④适合厚度较大构件的焊接它的焊丝伸出长度小,较细的焊丝可采用较大的焊接电流(埋弧焊的电流密度可达100~150A/mm2)。
⑤劳动条件好埋弧焊易实现自动化和机械化操作,劳动强度低,操作简单,而巨没有弧光辐射,放出的烟尘少。
(2)埋弧焊的缺点埋弧焊对接头的加工、装配要求很高,只能在水平或倾斜度不大的位置施焊。
只适于长焊缝的焊接。