化工回转窑设计规定综述1共49页文档
- 格式:ppt
- 大小:287.00 KB
- 文档页数:49

回转窑的设计一、窑型和长径比1.窑型所谓窑型是指筒体各段直径的变化。
按筒体形状有以下几种窑型:(1)直筒型:制造安装方便,物料在窑内移动速度较均匀一致,操作控制较易掌握,同时窑体砌造及维护较方便;(2)热端扩大型:加大单位时间内燃烧的燃料量及传热量,在原窑直径偏小的情况下,扩大热端将相应提高产量,适用于烧成温度高的物料;(3)冷端扩大型:便于安装热交换器,增大干燥受热面,加速料浆水分蒸发,降低热耗及细尘飞损,适用于处理蒸发量大、烘干困难的物料;(4)两端扩大型(哑铃型):中间的填充系数提高,使物料流动的机会减少,还可以节约部分钢材;还有单独扩大烧成带或分解带的“大肚窑”,这种窑型易挂窑皮,在干燥带及烧成带能力足够时,可以显著提高产量。
但这种窑型操作不便。
总之,不论扩大哪一带,必须保持预烧能力和烧结能力趋于平衡。
只有在生产窑上,经过生产实践和充分调查研究(包括必要的热工测定和计算),发现某一带确为热工上的薄弱环节,在这种特定条件下将该带扩大,才会得出较明显的效果。
目前国内外发展趋势仍以直筒型窑为主,而且尺寸向大型方面发展。
其他有色金属工业用回转窑(还原、挥发、硫化精矿焙烧、氯化焙烧、离析、烧结转化等)多采用较短的直筒窑。
2.长径比要得长径比有两种表示方法:一是筒体长度L与筒体公称直径D之比;另一是筒体长度L与窑的平均有效直径D均之比。
L/D便于计算,L/D均反映要的热工特点更加确切,为了区别起见,称L/D均为有效长径比。
窑的长径比是根据窑的用途、喂料方式及加热方法来确定的。
根据我国生产实践的不完全统计,各类窑的长径比示于表1中。
长径比太大,窑尾废气温度低,蒸发预热能力降低,对干燥不利;长径比太小,则窑尾温度高,热效率低。
同类窑的长径比与窑的规格有关,小窑取下限,大窑取上限。
表1各类窑的长径比窑的名称公称长径比有效长径比氧化铝熟料窑(喷入法)20~2522~27氧化铝焙烧窑20~2321.5~24碳素煅烧窑13.5~1917~24干法和半干法水泥窑11~15——湿法水泥窑30~42——单筒冷却机8~12——铅锌挥发窑14~1716.7~18.3铜离析窑——15~16氯化焙烧窑——12~17.7二、回转窑的生产率回转窑生产是一个综合热工过程,其生产率受多方面因素影响。
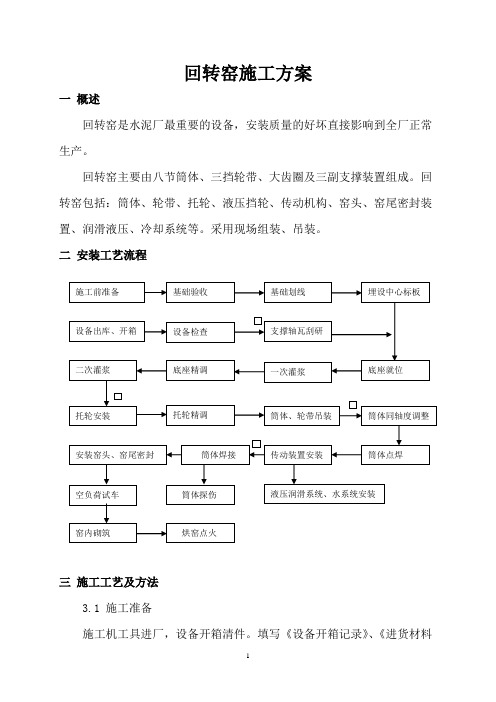
回转窑施工方案一概述回转窑是水泥厂最重要的设备,安装质量的好坏直接影响到全厂正常生产。
回转窑主要由八节筒体、三挡轮带、大齿圈及三副支撑装置组成。
回转窑包括:筒体、轮带、托轮、液压挡轮、传动机构、窑头、窑尾密封装置、润滑液压、冷却系统等。
采用现场组装、吊装。
二安装工艺流程三施工工艺及方法3.1 施工准备施工机工具进厂,设备开箱清件。
填写《设备开箱记录》、《进货材料验证记录》。
搭建临时设施,为施工作好准备。
3.2基础验收与划线设备安装前,混凝土基础应验收,验收合格后,方能进行安装。
提交的基础,必须达到下列要求:所有遗留的模板和露出混凝土外的钢筋,必须清除,并将设备安装现场及地脚孔内碎料、赃物及积水全部清理干净。
3.3埋设标板3.3.1中心标板在基础两端每条中心线上,便于安装找正的部位各埋设一块标板。
标板采用200×100×6-10mm的钢板制作。
用膨胀螺栓固定,钢板上用红油漆标出中心线。
3.3.2标高标板在每个窑墩的四角均埋设用作沉降标志的标高板。
采用φ15mm圆钢与80×80×10mm钢板焊接而且其圆顶顶呈半圆形。
埋设件必须埋设牢固,每个窑敦4个标高点在同一标高上,误差不大于0.5mm。
3.3.3在窑头、窑尾厂房内也各设置1个标高点,用于监测基础的沉降。
3.3.4划出回转窑的纵横中心线相邻两基础横向中心线间距允许偏差不大于±1.5mm。
首尾两基础横向中心线间距允许偏差不大于±6mm。
横向中心线的检查,采用对角线测量法,其目的不会产生平行四边形,减小误差,保证安装质量。
在放线时,钢卷尺应与弹簧秤配合使用,使钢盘尺受到相同张力,减少挠度的影响。
根据厂区标准水准点,测出基础上面基准点标高,作为安装设备的基准点,其偏差≤±1mm。
定期检查混凝土基础下沉情况。
在所有偏差均达到要求之后,所有预埋标板上打上样冲眼并作明显标记,成为永久性标记。

石灰化工回转窑相关标准1、HG-T 20566-1994化工回转窑设计规定2、HG 21546.1-93 回转圆筒用托轮、挡轮类型与技术条件3、HG 21546.2-93 回转圆筒用托轮4、HG 21546.3-93 回转圆筒用挡轮5、HG 21546.4-93 回转圆筒进出料箱密封装置类型与技术条件6、HG 21546.5-93 回转圆筒进出料箱密封装置(MG型)与技术条件7、HG 21546.6-93 回转圆筒进出料箱密封装置(JC型)与技术条件8、JC333-91水泥工业用回转窑9、JC/T 669-1997水泥工业用旋流式立筒预热器10、JC/T 842-1999 水泥工业用单筒冷却机11、JC 336-91(代替JC 336-83)水泥工业用推动篦式冷却机12、JCJ 03-90 水泥机械设备安装工程施工及验收规范13、JC 465-92水泥工业用预热器分解炉系统装备技术条件14、GB/T17912-1999回转窑用耐火砖形状尺寸15、JC/T730-2007水泥回转窖热平衡、热效率、综合能耗计算方法16、JC/T733-2007水泥回转窖热平衡测定方法17、(JG/T203-2007)钢结构超声波探伤及质量分级法18、机械安全基本概念与设计通则第1部分:基本术语和方法(GB/T 15706.1-2007)19、机械安全基本概念与设计通则第2部分:技术原则(GB/T 15706.2-2007)20、机械安全控制系统有关安全部件第2部分:确认(GB/T 16855.2-2007)21、工业自动化系统与集成开放系统应用集成框架第2部分:基于ISO 11898的控制系统的参考描述(GB/T19659.2-2006)22、工业自动化系统与集成开放系统应用集成框架第3部分:基于IEC 61158的控制系统的参考描述(GB/T19659.3-2006)23、回转窑用耐火砖热面标记(GB/T18257-2000)24、JB/T 9054-2000离心式除尘器行业标准25、【JB/T 8916-1999】回转窑/forum/detail144666_77.html。

导读:回转窑作为煅烧活性石灰的窑炉,随着钢铁冶炼工艺发展的需要,经过长期的生产实践表明,它在满足钢铁冶炼需要的同时,亦在其它冶金行业中充分地体现出了它在大工业生产中的优越性和可持续发展的远景。
活性石灰产品,在钢铁企业特别是在转炉炼钢中被广泛的使用,用作造渣剂。
在缩短冶炼时间,提高产品质量,优化冶炼技术,提高经济效益等方面都发挥出了极其重要的作用。
随着回转窑操作技术和活性石灰煅烧工艺的发展和需要,如何更进一步地提高、完善和统一对回转窑操作知识的认识,达到理论与实践有机结合的目的,仍是活性石灰煅烧技术发展过程中不可忽视的课题。
坚持遵循理论理念,是提高回转窑操作水平的基本保证。
在生产实践中探索积累经验,是提高回转窑操作水平的有效手段。
在有关专家,工程技术人员的帮助下、在生产操作人员的配合下。
以贴近生产实际为主导,围绕回转窑的操作和活性石灰煅烧工艺,收集,整理汇编了《活性石灰回转窑操作手册》。
借此而达到提高操作技术水平,稳定生产运行,增强生产意识,完善生产管理,推进技术进步的目的。
目录前言第一部分、回转窑基础理论部分第一章、活性石灰一、石灰二、活性石灰三、活性石灰质量要求第二章、煅烧活性石灰的原料一、原料的选择二、理化指标第三章、燃料与燃料燃烧一、燃料二、热值三、燃料燃烧四、空气与燃烧五、热量换算第四章、传热第五章、活性石灰的煅烧设备一、回转窑二、竖式预热器三、竖式冷却器四、燃烧器五、排烟机六、收尘器第六章、活性石灰的煅烧一、活性石灰的煅烧机理二、活性石灰的煅烧过程第二部分、回转窑操作基础部分第七章、回转窑的点火操作一、点火前的检查二、点火前的准备三、点火操作第八章、烘窑与升温一、烘窑升温的目的二、烘窑升温曲线三、窑况四、烘窑五、升温第九章、回转窑的加料操作第十章、回转窑的生产操作第十一章、回转窑的火焰调整第十二章、回转窑与结圈活性石灰回转窑操作手册前言回转窑作为煅烧活性石灰的窑炉,随着钢铁冶炼工艺发展的需要,经过长期的生产实践表明,它在满足钢铁冶炼需要的同时,亦在其它冶金行业中充分地体现出了它在大工业生产中的优越性和可持续发展的远景。

回转窑的设计一、窑型和长径比1.窑型所谓窑型是指筒体各段直径的变化。
按筒体外形有以下几种窑型:(1)直筒型:制造安装便利,物料在窑内移动速度较均匀全都,操作把握较易把握,同时窑体砌造及维护较便利;(2)热端扩大型:加大单位时间内燃烧的燃料量及传热量,在原窑直径偏小的状况下,扩大热端将相应提高产量,适用于烧成温度高的物料;(3)冷端扩大型:便于安装热交换器,增大枯燥受热面,加速料浆水分蒸发,降低热耗及细尘飞损,适用于处理蒸发量大、烘干困难的物料;(4)两端扩大型(哑铃型):中间的填充系数提高,使物料流淌的时机削减,还可以节约局部钢材;还有单独扩大烧成带或分解带的“大肚窑” ,这种窑型易挂窑皮,在枯燥带及烧成带力气足够时,可以显著提高产量。
但这种窑型操作不便。
总之,不管扩大哪一带,必需保持预烧力气和烧结力气趋于平衡。
只有在生产窑上,经过生产实践和充分调查争辩(包括必要的热工测定和计算),觉察某一带确为热工上的薄弱环节,在这种特定条件下将该带扩大,才会得出较明显的效果。
目前国内外进展趋势仍以直筒型窑为主,而且尺寸向大型方面进展。
其他有色金属工业用回转窑(复原、挥发、硫化精矿焙烧、氯化焙烧、离析、烧结转化等)多承受较短的直筒窑。
2.长径比要得长径比有两种表示方法:一是筒体长度L 与筒体公称直径D 之比;另一是筒体长度L 与窑的平均有效直径D 均之比。
L/D 便于计算,L/D 均反映要的热工特点更加准确,为了区分起见,称L/D 均为有效长径比。
窑的长径比是依据窑的用途、喂料方式及加热方法来确定的。
依据我国生产实践的不完全统计,各类窑的长径比示于表1 中。
长径比太大,窑尾废气温度低,蒸发预热力气降低,对枯燥不利;长径比太小,则窑尾温度高,热效率低。
同类窑的长径比与窑的规格有关,小窑取下限,大窑取上限。
表 1 各类窑的长径比窑的名称公称长径比有效长径比氧化铝熟料窑(喷入法) 20~25 22~27氧化铝焙烧窑20~23 21.5~24碳素煅烧窑13.5~19 17~24干法和半干法水泥窑11~15 ——湿法水泥窑30~42 ——单筒冷却机8~12 ——铅锌挥发窑14~17 16.7~18.3铜离析窑——15~16氯化焙烧窑——12~17.7二、回转窑的生产率回转窑生产是一个综合热工过程,其生产率受多方面因素影响。
第六节__回转窑系统的设计计算回转窑是一种用于高温物料处理的设备,广泛应用于水泥生产、冶金、化工等行业。
回转窑系统的设计计算是确保设备正常运行和达到预期效果的关键步骤。
本文将从系统设计和计算两个方面介绍回转窑系统的设计计算。
一、系统设计回转窑系统的设计需要考虑以下几个方面:1.物料性质:首先需要了解待处理物料的性质,如物料的粒度、热值、湿度、化学成分等。
这些参数将决定回转窑的尺寸、转速以及燃烧系统的选型。
2.窑壳尺寸:回转窑的尺寸要能容纳物料并保证物料在窑内的逗留时间足够,以达到预期的处理效果。
窑壳的直径和长度可以根据物料的产量和处理要求确定。
3.冷却系统:回转窑在高温下工作,物料需要经过冷却才能安全卸出。
冷却系统的设计需要考虑冷却效果以及能耗,常见的冷却方式有风冷和水冷。
4.热交换系统:回转窑系统中的热能可以通过热交换器回收利用,以降低能耗。
热交换系统的设计需要考虑回收热量的效果和传热效率。
5.燃烧系统:回转窑常采用燃气或燃油进行燃烧,燃烧系统的设计需要根据物料的热值和产量确定燃料的选择和供应方式。
二、设计计算回转窑系统的设计计算包括对以下几个方面的计算:1.回转速度:回转窑的回转速度直接影响物料在窑内的停留时间,通常根据物料的热解和干燥过程来确定。
停留时间的计算可以根据物料的粒度、窑壳尺寸和回转速度来确定。
2.燃料消耗量:根据物料的热值和产量可以计算出回转窑系统的燃料消耗量。
燃料的选择和供应方式也会影响到燃料消耗量的计算。
3.窑壳内壁的受热面积:回转窑的热交换和物料干燥主要是通过内壁进行的,因此窑壳内壁的受热面积的计算是重要的。
受热面积的计算可以根据窑壳的几何形状和尺寸来确定。
4.热交换效率:如果在回转窑系统中加入热交换器回收热量,需要计算热交换器的热交换效率。
热交换器的设计可以根据物料的热量和流量来确定。
5.冷却效果:回转窑系统的冷却效果主要影响物料的卸出和温度的控制。
冷却效果的计算可以通过物料的温度曲线来确定,根据不同的冷却方式和冷却介质进行计算。
5000t/d回转窑中控(窑头)工操作手册回转窑中控操作和窑头工现场管理工作,主要围绕稳定系统的热工制度这一重点来开展,在确保质量稳定和窑长期安全运行的前提下,按回转窑操作原则和操作细节要求,加强系统工艺操作及调整管理,稳步提高产量。
一、回转窑操作原则1、系统的五稳保一稳:A、生料化学成分稳定;B、生料投料量稳定;C、煤粉化学成分稳定;D、煤粉喂料量稳定;E、机械设备运行稳定;确保烧成系统工况稳定。
2、操作中的五稳保一稳:A、生料投料量稳定;B、头煤喂料量稳定;C、尾煤喂料量稳定;D、系统用风稳定;E、窑速稳定;确保热工制度稳定。
3、需处理好的五个关系:A、处理好窑与分解炉用风的关系(三次风阀的调节);B、处理好窑与煤磨的关系;C、处理好窑与生料磨的关系;D、处理好余热发电与窑用风的关系(篦冷机用风);E、处理好生料入库与回灰入库的关系;4、稳定窑温,前后兼顾,先动风煤,后动窑速。
5、风煤需合理配合,合理使用,控制火焰长度、力度、位置。
6、均匀喂料,稳定窑速,保持物料负荷稳定。
7、注意维护窑皮,实现长期安全运行。
8、先提窑速后提产量9、禁止漏风现象。
8、三个班操作统一,也就是三班保一窑。
二、中控操作注意重点1、分解炉出口温度。
2、窑电流。
3、生料喂料量及输料系统。
4、头、尾煤喂料量及输送系统。
5、窑前温度,熟料结粒。
6、C1出口压力、温度、O2、CO、NO x含量。
7、生料、熟料成分变化情况。
8、胴体温度及变化情况。
9、篦冷机冷却情况、料层厚度、篦板温度等。
10、窑头、窑尾收尘器入口温度、压力参数等。
11、各台套设备电机电流情况。
12、各处温度、压力情况。
三、窑头岗位工作重点1、看窑前火焰形状、力度、温度;2、看窑前熟料温度、带料高度、结粒情况,窑皮温度、平整度情况;3、看窑头罩内飞砂情况(篦冷机一段用风);4、看链斗机内熟料结粒、煅烧结晶、温度情况,窑皮掉落情况;5、看烟室缩口温度,结皮颜色。