18650电芯制作最全工艺流程图
- 格式:xls
- 大小:1.07 MB
- 文档页数:1


18650锂电芯诞生全过程揭秘(图)2014-12-01 10:47:42来源:充电头导读:18650是目前最常见的锂电封装方式,无论是当下最流行的三元材料,还是国家力推的磷酸铁锂,以及尚未普及的钛酸锂,均有18650的规格。
18650型电芯,采用Cylindrical圆柱形封装方式,这种电芯直径18mm,长度65mm,广泛应用于充电宝、电动车、笔记本、强光手电筒等领域。
OFweek锂电网讯:锂电池是目前数码领域使用最多的电池。
其最突出的优点是能量密度高,适用于非常注重体积、便携的数码产品。
同时,相对于以往的干电池,锂离子电池可以循环利用,在环保方面也有优势。
锂离子电池的正负极材料都可以吸收、释放锂离子。
但是锂离子在正极和负极中的化学势能有所不同。
负极中的锂离子化学势能高,正极中的锂离子化学势能低。
锂离子放电时,负极中存储的锂离子释放出来,被正极所吸收。
由于负极中锂离子的化学势能高于正极,这部分势能差就以电能的形式释放出来。
充电过程则是上述过程的逆转,将正极中的锂离子释放到负极中。
由于这种锂离子在正负极中的来回迁移,锂离子电池又被称为摇椅电池。
18650是目前最常见的锂电封装方式,无论是当下最流行的三元材料,还是国家力推的磷酸铁锂,以及尚未普及的钛酸锂,均有18650的规格。
18650型电芯,采用Cylindrical圆柱形封装方式,这种电芯直径18mm,长度65mm,广泛应用于充电宝、电动车、笔记本、强光手电筒等领域,这类封装的好处是规格统一,方便自动化、规模化生产,具有机械强度高、耐冲击性强、良品率高等特点;此外还有Prismatic方形软包封装,常见于手机和平板电脑,这类封装最直接的好处是轻薄,体积小,便携。
在笔记本电脑时代,18650电芯还只是数码产品的幕后英雄。
随着智能手机和平板等智能设备的普及,移动电源成为了人们出行必不可少的装备,18650也得以开始从幕后走向前台,被大众所熟知。
那么,看似简单的18650电芯是如何诞生?它有什么秘密呢?接下来,让我们一起去探索它的诞生过程。
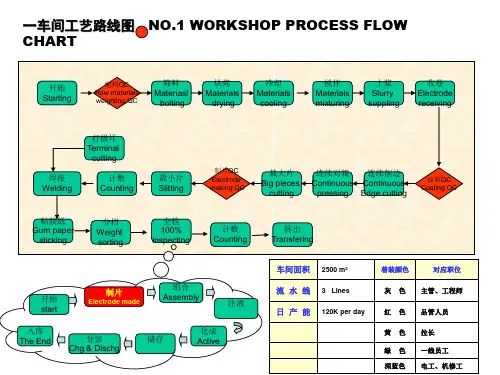
18650锂电池工艺流程18650锂电池是一种充电池,由18650锂离子电池单元组成。
下面是18650锂电池的工艺流程。
第一步:制备正负极材料首先,制备正负极材料。
正极材料通常是由锂化合物(如LiCoO2、LiMn2O4)和导电剂(如碳黑)混合而成。
负极材料通常是由石墨和导电剂混合而成。
正负极材料需要经过混合、研磨、成型等工艺步骤。
第二步:制备电解液接下来,制备电解液。
电解液通常由有机溶剂和锂盐组成。
在制备过程中,需要控制好溶剂的种类和比例,以保证电解液具有合适的离子导电性能。
第三步:制备电解池然后,制备电解池。
电解池是一个由正极、负极和隔膜构成的组件。
正负极材料需要涂覆在铝箔和铜箔上,并通过连接片与导线相连。
隔膜通常是由聚乙烯或聚丙烯等材料制成,它起到隔离正负极的作用。
第四步:装配接下来进行装配工艺。
首先,将电解池组装到18650电池壳中,并密封好。
然后,对电解池进行真空封装,以确保电池内部不受外界气体和湿气的影响。
最后,将电池壳与正负极连接片相连,形成一个完整的电池。
第五步:充电和放电测试装配完成后,对电池进行充电和放电测试。
这些测试可以检查电池的容量、电压和循环寿命等参数,以确保电池的品质符合规定标准。
同时也可以排除产品中存在的潜在缺陷。
第六步:封装和贴标签通过封装和贴标签的工艺,将电池打包成成品。
这个过程通常包括将电池包装在塑料封装体中,并贴上标签以标明电池的容量、型号和生产日期等信息。
以上就是18650锂电池的工艺流程。
通过以上步骤,18650锂电池可以顺利地生产出来,并用于各种电子设备中,如手机、笔记本电脑、电动车等。
制造过程中需要严格控制材料和工艺的质量,以确保最终产品的性能和安全性。
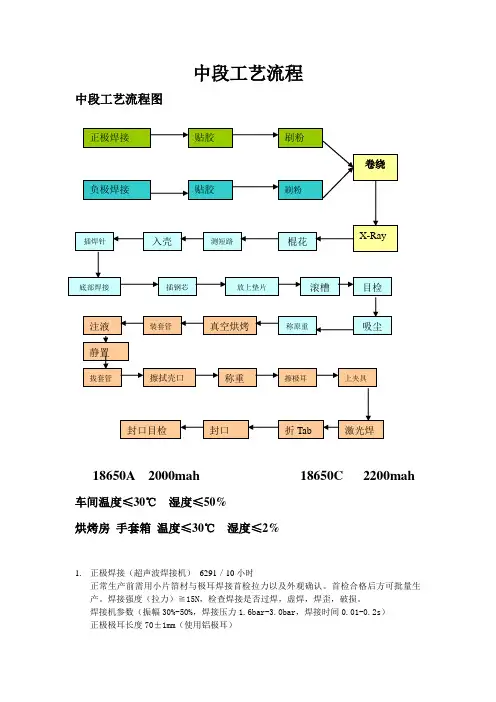
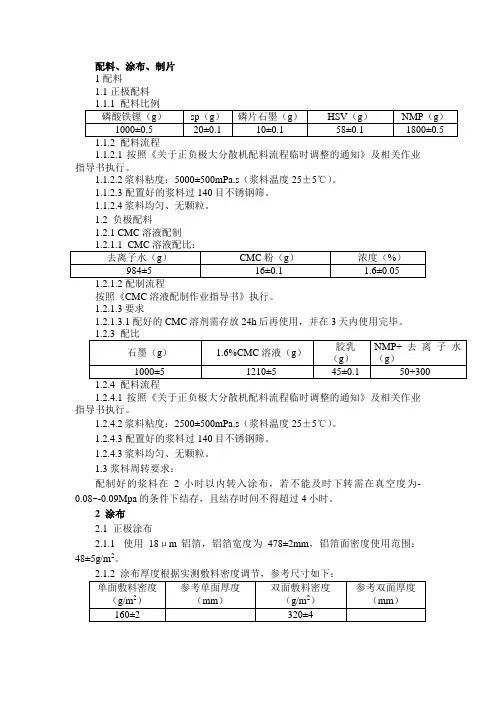
配料、涂布、制片1 配料1.1 正极配料1.1.2.1按照《关于正负极大分散机配料流程临时调整的通知》及相关作业指导书执行。
1.1.2.2浆料粘度:5000±500mPa.s(浆料温度25±5℃)。
1.1.2.3 配置好的浆料过140目不锈钢筛。
1.1.2.4浆料均匀、无颗粒。
1.2 负极配料1.2.1 CMC溶液配制按照《CMC溶液配制作业指导书》执行。
1.2.1.3要求1.2.1.3.1 配好的CMC溶剂需存放24h后再使用,并在3天内使用完毕。
1.2.4.1按照《关于正负极大分散机配料流程临时调整的通知》及相关作业指导书执行。
1.2.4.2浆料粘度:2500±500mPa.s(浆料温度25±5℃)。
1.2.4.3 配置好的浆料过140目不锈钢筛。
1.2.4.3浆料均匀、无颗粒。
1.3 浆料周转要求:配制好的浆料在2小时以内转入涂布,若不能及时下转需在真空度为-0.08~-0.09Mpa的条件下结存,且结存时间不得超过4小时。
2 涂布2.1 正极涂布2.1.1 使用18μm铝箔,铝箔宽度为478±2mm,铝箔面密度使用范围:48±5g/m2。
2.1.3虚线1、2要求单双面对齐,错位不超过1mm 。
所有尺寸未注公差均为±1mm 。
2.2 负极涂布2.2.1 使用9μm 铜箔,铜箔宽度为486±2mm ,面密度使用范围:87±5g/m 2。
2.2.3 涂布方法虚线1、2、3要求单双面对齐,错位不超过1mm ,所有尺寸未注公差均为±1mm ,涂布双面收卷方向为A 边。
涂膜宽度:482±1mm 2.3 极片周转要求:每批锅浆料涂布时间不得超过8小时,涂布涂布过程中停机30min 以上,把浆料在真空度为-0.08~-0.09Mpa 的 条件下结存,结存时间不得超过4小时。
4 制片 4.1 烘大片按照《成卷极片烘烤作业指导书》执行。
自己组装电动车锂电池组三元锂电18650(锡焊、80多图详细过程、新手教程)骑
行天地
家里的电动自行车准备添加电池。
前些日子参加某团购。
买了一百多个力神1865SZ电池。
又在
某宝买了各种辅料。
开工先组一个5并7串的24V电池组。
容量标称12.5安时。
材料:
购买:力神1865SZ电池、7串保护板、18650专用支架(18.4毫米的)、青稞纸(绝缘用)、
18650专用紫铜焊带、正极贴、热收缩管等。
自备:60W电烙铁、焊锡膏、螺丝刀组合、钳子、剥线钳、万用表、内阻表、酒精、棉签、砂
纸、热风枪、纸板、布胶带、高温胶带等。
先上一个完工图片
图片:IMG20160328202647.jpg
图片:IMG20160328202652.jpg
图片:IMG20160330204928.jpg
再上车子图片
图片:IMG20160402100257.jpg
对于焊工实践少的朋友先别急着焊,先找个废电池练习练习,比较有把握再来。
因为18650锂电
池的结构,不允许焊接时间太长,以免造成内部损害。
下面继续···
更新到23楼。