连续热镀锌钢板及钢带标准130912
- 格式:doc
- 大小:246.50 KB
- 文档页数:16
热镀锌钢板国家标准热镀锌钢板是一种具有优良防腐性能的钢材,它在生产和应用过程中受到国家标准的严格监管和规范。
热镀锌钢板国家标准的制定,对于保障产品质量、规范生产和使用具有重要意义。
本文将围绕热镀锌钢板国家标准展开讨论,以期为相关行业人士提供参考和指导。
首先,热镀锌钢板国家标准对产品的材质、工艺、尺寸等方面进行了详细规定。
其中,材质的选择和工艺的要求直接关系到产品的质量和使用寿命。
国家标准对于热镀锌钢板的镀锌层厚度、表面质量、化学成分等指标也有具体规定,这些规定旨在保证产品具有良好的防腐性能和使用性能。
其次,热镀锌钢板国家标准对于产品的检测和验收提出了严格要求。
国家标准规定了热镀锌钢板的出厂检验和使用单位验收的内容和方法,以及抽样检验的规定。
这些规定有利于确保产品在生产过程中符合标准要求,同时也为用户提供了明确的验收标准,保障了产品的质量和安全性。
此外,热镀锌钢板国家标准还对产品的包装、标志和贮存等方面进行了规定。
这些规定有利于保护产品在运输和贮存过程中不受损坏,同时也为用户提供了便利的使用和识别。
国家标准对于产品的质量保证和售后服务也有相应的规定,这些规定有利于维护用户的合法权益,促进产品质量的持续改进。
总的来说,热镀锌钢板国家标准的制定和实施,对于规范行业生产和使用,提高产品质量和安全性,保障用户权益具有重要意义。
各相关单位应当严格遵守国家标准的要求,加强质量管理,不断提高产品质量,为行业的健康发展和社会的可持续发展做出应有的贡献。
综上所述,热镀锌钢板国家标准是行业发展和产品质量的重要保障,对于生产企业、使用单位和监管部门都具有重要意义。
大家应当共同遵守国家标准的要求,加强质量管理,不断提高产品质量,为行业的健康发展和社会的可持续发展做出积极贡献。
希望本文的内容能够对相关行业人士有所帮助,谢谢!。
中华人民共和国国家标准GB/T 13912-2002 GB/T 13912-2002金属覆盖层钢铁制件热浸镀锌层金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法镀层的要求1、外观目测所有热浸镀锌制件,其主要表面应平滑、无滴瘤、粗糙和锌刺(如果这些锌刺会造成伤害)、无起皮、无漏镀、无残留的溶剂渣,在可能影响热浸镀锌工件的使用或耐腐蚀性能的部位不应有锌瘤和锌灰。
注:“粗糙”和“平滑”是相对概念,制件镀层的粗糙度不同于经机械辊压或(和)吹、抹的镀锌制品(如镀锌钢板和镀锌钢丝)的粗糙度只要镀层的厚度大于规定值,被镀制件表面允许存在发暗或浅灰色的色彩不均匀区域,潮湿条件下存储的镀锌工件,表面允许有白锈(以碱式氧化锌为主的白色或灰色腐蚀产物)存在。
注2:不可能确立一个能覆盖所有实际要求的关于外观和精饰的定义。
目查外观、检查不合格的制件应按3.2进行修复或重镀后再交送重新检查。
若有特殊要求(例如镀锌后需要涂装)应按要求提供样品。
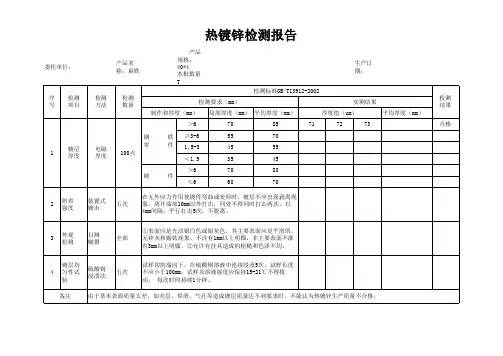
2、厚度镀层的厚度试验应按规定的数量抽样,并按规定的试验方法进行试验。
根据热浸镀锌制件主要表面的面积的大小,实验测得的镀层厚度应分别达到以下要求:A}对于主要表面面积大于2M2的制件(即大件),样本中每个制件的所有基本测量面内测得的镀层平均厚度应不低于表2或表3中相应的平均镀层厚度的最小值。
B}对于主要表面面积小于或等于2M2的制件,在每个基本测量面内测得的局部镀层厚度应不小于表2或表3中局部厚度最小值,在样品的所有基本测量面测得的镀层平均厚度应不低于表2或表3相应平均厚度最小值。
注:热浸镀锌层防腐蚀时间的长短大致与镀层厚度成正比,在极严酷的腐蚀条件下服役和(或)要求更长的服役时间的制件,其镀层厚度要求可以高于本标准的规定要求。
但是镀锌层的厚度要受基材的化学成分、制件的表面状况、制件的几何尺寸、热浸镀锌工艺参数等因素的限制。
当需要较厚镀锌时,供需双方应探讨热浸镀技术上的可能性并注明相关技术条件(参见附录)。
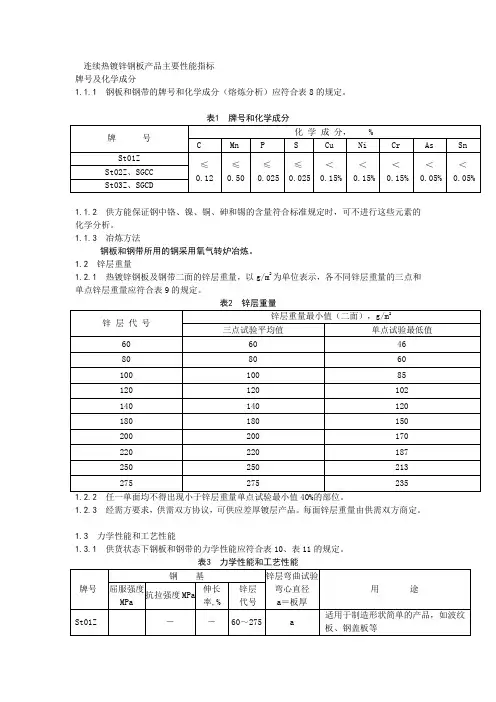
连续热镀锌钢板产品主要性能指标牌号及化学成分1.1.1 钢板和钢带的牌号和化学成分(熔炼分析)应符合表8的规定。
1.1.2 供方能保证钢中铬、镍、铜、砷和锡的含量符合标准规定时,可不进行这些元素的化学分析。
1.1.3 冶炼方法钢板和钢带所用的钢采用氧气转炉冶炼。
1.2 锌层重量1.2.1 热镀锌钢板及钢带二面的锌层重量,以g/m2为单位表示,各不同锌层重量的三点和单点锌层重量应符合表9的规定。
1.2.3 经需方要求,供需双方协议,可供应差厚镀层产品。
每面锌层重量由供需双方商定。
1.3 力学性能和工艺性能1.3.1 供货状态下钢板和钢带的力学性能应符合表10、表11的规定。
1.3.2 锌层弯曲试验试样可取自纵向或横向,按表 10、表11所列弯心直径,任意方向弯曲180度后,试样外表面不得出现锌层脱落,锌层的裂痕是允许的(试样边部起5mm内的锌层脱落不计)。
1.3.3 SGCD2镀锌板、带在供货6个月内加工时应不产生滑移线。
1.4 表面结构热镀锌钢板及钢带的表面结构按表12的规定。
表5 表面结构1.5 表面处理热镀锌钢板和钢带的表面通常进行以下表面处理。
1.5.1 铬酸钝化处理(L)铬酸钝化处理是为了防止产品在运输和贮存期产生白锈而进行的化学处理。
允许由于钝化处理在表面上出现的局部变色。
1.5.2 涂油处理(Y)钢板和钢带涂油也是为了防止产品在运输和贮存期产生白锈。
用合适的脱脂溶剂应能去掉所涂油层且不会损害镀锌层。
1.5.3 铬酸钝化加涂油处理(LY)为了进一步避免产生白锈在产品表面进行铬酸钝化后进一步进行涂油处理。
1.6 表面质量1.6.1 热镀锌钢板和钢带的表面质量应符合表14规定。
表6 表面质量1.6.2 除供需双方特殊协议外,表面质量为Ⅱ级的仅检查一面。
1.6.3 不切边钢板和钢带边部允许存在微小锌层裂纹。
1.6.4 在连续生产过程中,钢带表面的局部缺陷不易发现和难以去除,因此,钢带允许带缺陷交货,但有缺陷的部分不得超过每卷总长度的4%。
![QWG_LZ_01-2009连续热镀锌钢板及钢带的尺寸、外形、重量及允许偏差(发布稿)[1]](https://uimg.taocdn.com/4dcbfdea6294dd88d0d26b1c.webp)
连续热镀锌钢板及钢带标准130912
文件类型()
1.品质体系类文件
环境和职业健康安全体系文件编号HF-QB-731-H-05版本编号01
编制日期2013-9-27
页码第18 页共10页
9检验规则
9.1组批
应成批验收,每批由不大于50T的同一性能、同一钢基、同一镀层、同一表面结构、同一表面处理的钢板及钢带组成。
钢板每批任取一张,钢带任取一卷头部或尾部切取一张进行检验。
9.2检验周期
首次供货、半年一次或质管部门认为有必要时进行型式试验。
无能力试验项及试验周期过长项目,可有厂家提供符合国家规定的专业科研部门出具的有效检测报告。
9.3判定规则
9.3.1钢板及钢带各项试验全部合格,方可接收;力学性能或工艺性能试验不合格的经供求双方协商同意允许重复抽样检验,若仍不合格,则判为不合格。
鞍山钢铁集团公司企业标准Q/ASB 387-2006代替Q/ASB 387-2004冲压级和结构级连续热镀锌钢板和钢带(JIS)(JIS G 3302-2005,MOD)2006-09-30发布 2006-11-01实施鞍山钢铁集团公司发布前 言本标准修改采用JIS G 3302-2005《热浸镀锌钢板和钢带》。
本标准代替Q/ASB 387-2004《连续热镀锌钢板和钢带(JIS)》。
本标准根据JIS G 3302-2005重新起草。
考虑生产实际和用户要求,在采用JIS G 3302-2005时,本标准做一些修改,在附录B中给出了有关技术性差异及原因一览表以供参考。
本标准的相应指标均达到或超过了JIS G 3302-2005的要求,可作为订货标准,如按JIS G 3302-2005标准订货时,应按本标准组织生产。
本标准与Q/ASB 387-2004相比,主要变动如下:——增加 “连续热镀锌钢板”等术语和定义;——未包括SGHC、SGH340、SGH400、SGH440、SGCD3N牌号;——增加SGC490、SGC570牌号;——修改分类和代号中可选的表面处理方式,增加环保钝化和耐指纹分类;——修改尺寸、外形、重量及允许偏差及其相关内容;——增加各牌号化学成分;——修改锌层重量;——修改力学性能和工艺性能;——修改滑移线内容;——修改组批和取样位置。
本标准的附录A、附录B为资料性附录。
本标准由鞍钢新轧钢股份有限公司产品制造部提出。
本标准由鞍山钢铁集团公司企业管理部归口。
本标准起草单位:鞍钢新轧钢股份有限公司产品制造部、鞍钢新轧钢股份有限公司冷轧厂、鞍钢新轧钢股份有限公司技术中心。
本标准主要起草人:陈玥、李锋、王铁军、林彬。
本标准水平等级标记:Q/ASB 387—2006 Y。
本标准历次发布情况为: Q/ASB 387—2003、Q/ASB 387—2004。
冲压级和结构级连续热镀锌钢板和钢带(JIS)1范围本标准规定了冲压级和结构级连续热镀锌钢板和钢带(以下简称为钢板和钢带)的定义、分类和代号、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书。
——按厚度、镀层重量规定弯曲试验直径;
——表面质量级别由FA、FB、FC修改为FB、FC、FD;
——增加切边状态交货描述;
——增加了表面结构种类;
——将钢带允许带有的缺陷部分不得超过每卷总长度“8%”修改为“6%”;
——修改了力学性能和工艺性能的组批规定和复验规定。
——增加数值修约规则的规定。
本标准的附录A为规范性附录,附录B、附录C为资料性附录。
本标准由宝山钢铁股份有限公司制造管理部提出。
本标准由宝山钢铁股份有限公司制造管理部起草。
本标准起草人施鸿雁。
本标准于1988年首次发布,1994第一次修订,1999第二次修订;2001年第三次修订。
中华人民共和国国家标准金属覆盖层钢铁制品热镀锌层技术要求Metallic coatings——Hot dip galvanized coatingson fabricated ferrous products—SpecificationGB/T 13912-92本标准参照采用国际标准 ISO 1459——1973(E)《金属覆盖层——热铰锌防腐蚀层——指导原则》和 ISO 1461——1973(E)《金属覆盖层——钢铁制品热镀锌层——技术条件》。
1 主题内容与适用范围本标准规定了钢铁制品上热镀锌层的技术要求。
本标准适用于钢铁制品防腐蚀的热镀锌层。
本标准不适用于未加工成形的钢铁线材、管材和板材上的热镀锌层。
本标准对热镀锌前基体材料的性质、表面状态不作规定。
影响热镀锌效果的基体材料状况参见附录A(参考件)。
本标准对热镀锌产品的后处理未作规定。
2 引用标准GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 4956 磁性金属基体上非磁性覆盖层厚度测量磁性方法GB 12334 金属和其他无机覆盖层关于厚度测量的定义和一般规则GB/T 13825 金属覆盖层黑色金属材料热镀锌层的质量测定称量法3 术语3.1热镀锌将钢件或铸件浸入熔融的锌液中在其表面形成锌—铁合金或锌和锌—铁合金覆盖层的工艺过程和方法。
3.2热镀锌层(简称:镀层)采用热镀锌方法所获得的锌—铁合金或锌和锌—铁合金覆盖层。
3.3主要表面指制件上热镀锌前和热镀锌后的某些表面。
该表面上的镀层对于制件的外观和(或)使用性能是起主要作用的。
3.4 检查批(简称:批)为实施抽样检查汇集起来的热镀锌件。
在热镀锌厂检验时,指一个生产班内同一镀槽中生产的相同类型和大小的热镀锌件。
交货后由需方检验时,指一次订货或一次交货量。
3.5 样本从批中随机抽取的镀件或镀件组。
3.6基本测量面在主要表面上进行规定次数测量的区域。
3.7局部厚度在基本测量面内进行规定次数厚度测量的算术平均值。
3.1热镀纯锌镀层hot-dip zinc coating(Z)热镀锌生产线上,将经过预处理的钢带浸入熔融锌液中所得到的镀层。
熔融锌液中锌含量应不小于99%。
3.2热镀锌铁合金镀层hot-dip zinc-iron alloy coating(ZF)热镀锌生产线上,将经过预处理的钢带浸入熔融锌液中所得到的镀层。
熔融锌液中锌含量应不小于99%。
随后,通过合金化处理工艺在整个镀层上形成锌铁合金层,合金镀层中铁含量通常为7~15%。
3.3无间隙原子钢interstitial free steels无间隙原子钢是在超低碳钢中加入适量的钛或铌,使钢中的碳、氮间隙原子完全被固定成碳、氮化物,钢中没有间隙原子存在的一类钢。
3.4无间隙原子高强度钢high strength interstitial free steels(Y)通过控制钢中的化学成分来改善钢的塑性应变比(r值)和应变硬化指数(n值)。
由于钢中元素的固溶强化和无间隙原子的微观结构,这种钢既具有高强度,又具有非常好的冷成型性能,通常用来制作需要深冲压的复杂部件。
3.5烘烤硬化钢bake hardening steels(B)在低碳钢或超低碳钢中保留一定量的固溶碳、氮原子,同时可通过添加磷、锰等固溶强化元素来提高强度。
加工成形后,在一定温度下烘烤后,由于时效硬化使钢的屈服强度进一步升高。
3.6高强度低合金钢high strength low alloy steels(LA)在低碳钢或超低碳钢中,通过单一或复合添加铌,钛,钒等微合金元素,形成碳氮化合物粒子析出进行强化,同时,通过微合金元素的细化晶粒作用,以获得较高的强度。
3.7双相钢dual phase steels(DP)钢的显微组织主要为铁素体和马氏体,马氏体组织以岛状弥散分布在铁素体基体上。
双相钢无时效,具有低的屈强比和较高的加工硬化指数以及烘烤硬化值,是结构类零件首选材料之一。
3.8相变诱导塑性钢transformation induced plasticity steels(TR)钢的显微组织为铁素体、贝氏体和残余奥氏体,其中,残余奥氏体的含量最少不低于5%。
热镀锌钢带或钢板技术要求
1.钢厂牌号按表1对应
表1
2.锌层重量(双面):120g/m2,180g/m2:
3.钢种:DX51D+Z,DX53D+Z。
4.热镀锌钢带及钢板技术要求
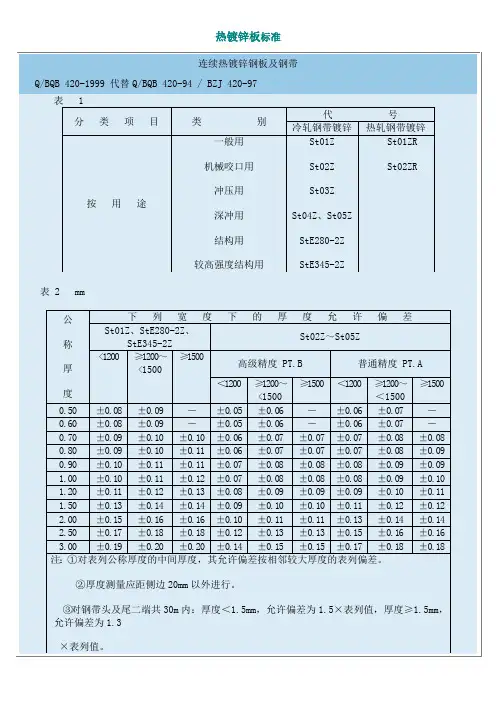
钢带及钢板的厚度公差及偏差需符合表2中的规定。
表2 单位:mm
5.力学性能
钢带及钢板的力学性能符合表3中的规定,拉伸试样为纵向试样。
表3
6.表面质量
a)表面质量等级为:FA或FB。
b)板材表面不允许出现白锈。
c)非喷涂件表面不能出现明显的凹凸不平和镀锌缺陷;喷涂件以不低于外观可接受标
准为准。
d)浪形:波浪高度不得大于5mm(相当于61unit)。
e)脱锌:在拉深、折弯处不得脱锌,用手摸拉深或折弯处之允许有零星锌粉。
7.表面处理
a)热镀锌钝化板表面不出现明显的色差以及不均匀黄斑。
b)表面所涂润滑防锈油要求如表4
表4
7.未尽事宜,双方协商解决。
热镀锌钢板质量检验标准一、概述热镀锌钢板是一种常用的建筑材料,其质量直接影响到建筑工程的安全和质量。
为了保证热镀锌钢板的质量,制定并严格执行相应的质量检验标准是非常重要的。
本文将从材料、表面质量、尺寸、化学成分和机械性能等方面制定热镀锌钢板的质量检验标准。
二、材料热镀锌钢板的基材应符合相关标准,如GB/T2518-2008《连续热镀锌钢板和钢带》。
基板应采用Q235B或Q345B级别的碳素结构钢板,其化学成分和机械性能应符合标准要求。
三、表面质量1. 镀锌层应均匀、光滑,不得出现裂纹、嵌锈、气泡、脱落等缺陷。
2. 镀锌层应具有良好的附着力,不得出现饮片、剥落等现象。
3. 表面不应出现过多的锌花或锌渣。
四、尺寸1. 热镀锌钢板的厚度、宽度和长度应符合设计图纸要求,并且允许的偏差范围应在标准规定的范围内。
2. 钢板的平整度、弯曲度、中心偏差等尺寸参数应符合相关标准的规定。
五、化学成分热镀锌钢板的化学成分应符合相关标准的要求,主要包括锌层的成分和基材的成分。
锌层的成分应符合GB/T2518-2008标准的规定,基材的成分应符合Q235B或Q345B的相关标准。
六、机械性能1. 热镀锌钢板的抗拉强度、屈服强度、伸长率等机械性能指标应符合相关标准的要求。
2. 镀锌层应具有一定的硬度和耐磨性,以保证其在使用过程中不易受损。
七、检验方法质量检验应符合相关标准规定的检验方法和要求,包括外观检验、尺寸测量、化学成分分析,机械性能测试等。
八、质量标准根据热镀锌钢板的用途和标准要求,制定相应的合格标准,确保产品质量符合设计和使用要求。
九、质量控制制定严格的质量控制措施和流程,确保热镀锌钢板的生产过程符合质量标准,同时进行过程监控和质量记录,以便追溯和分析。
十、结论热镀锌钢板的质量检验标准应遵循相关国家标准和行业标准,严格按照标准要求执行,确保产品质量符合设计和使用要求,为建筑工程的安全和质量提供可靠的保障。
H46 Q企业标准Q/320206 DAA06-2020 连续热镀锌钢板及钢带2017-07- 30发布2017-07-30实施前言本标准参考GB/T 2518-2008《连续热镀锌钢板及钢带》制定,对推荐的镀层重量及代号作了调整,规定经需方提出,并在供需双方的合同中注明具体的公称镀层重量时,允许公称镀层重量低于GB/T 2518-2008规定。
连续热镀锌钢板及钢带1 范围本标准规定了连续热镀锌钢板及钢带(以下简称钢板及钢带)的术语和定义、分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用新大中薄板有限公司生产的厚度为0.20mm~2.0mm的钢板及钢带,主要用于制作汽车、建筑、家电等行业的内外覆盖件和结构件。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2518-2008 连续热镀锌钢板及钢带GB/T 222-2006 钢的成品化学成分允许偏差GB/T 228.1-2010 金属材料.拉伸试验.第1部分:室温试验方法GB/T 1839-2008 钢产品镀锌层质量试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 5027-2007 金属材料薄板和薄带塑性应变比(r值)的测定GB/T 5028-2008 金属材料薄板和薄带拉伸应变硬化指数(n值)的测定GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法3 术语和定义下列术语和定义适用于本标准。
连续热镀锌薄钢板和钢带的锌层质量(g/m2)
注:1.00l号的锌层质量小于100g/m²具体质量按双方协定。
2.需方对锌层质量无具体要求时,除锌铁合金镀层按120g/m²供货外,其余均按275g/m²供货。
3.经双方协议,可供应差厚镀层的钢板和钢带。
(6)用途用于建筑、包装、铁路车辆、农机制造及日常生活用品等方面。
连续热镀锌薄钢板和钢带的杯突试验值(mm)
连续热镀锌薄钢板和钢带的力学和工艺性能
注:1.锌层弯曲,距试样边部5mm以外不允许出现锌层脱落,但允许表面出现不露钢基的裂纹。
2.钢基冷弯,试样弯曲不允许出现裂纹和分层。
3.拉力试验,试样的标距Lo=80mm,宽度bn:20mm。
4.JG镀锌钢板和钢带,其抗拉强度仅供参考,最小的抗拉强度值可按双方协议。
5.对于厚度大于2.0mm的钢板和钢带,其杯突试验冲压深度可按双方协议。
6.CS镀锌钢板和钢带经供方光整处理后,保证6个月内深冲加工时不产生滑移线。
7.SC镀锌钢板和钢带经供方光整处理后,保证8天内深冲加工时不产生滑移线。
连续热镀锌薄钢板和钢带的宽度和长度允许偏差(mm)
95
连续热镀锌薄钢板和钢带的分类及符号。
文件类型()
1.品质体系类文件
2.环境和职业健康安全体系类文件
3.社会责任体系类文件文件编号HF-QB-731-H-05版本编号01
编制日期2013-9-27
页码第10 页共10页
9检验规则
9.1组批
应成批验收,每批由不大于50T的同一性能、同一钢基、同一镀层、同一表面结构、同一表面处理的钢板及钢带组成。
钢板每批任取一张,钢带任取一卷头部或尾部切取一张进行检验。
9.2检验周期
首次供货、半年一次或质管部门认为有必要时进行型式试验。
无能力试验项及试验周期过长项目,可有厂家提供符合国家规定的专业科研部门出具的有效检测报告。
9.3判定规则
9.3.1钢板及钢带各项试验全部合格,方可接收;力学性能或工艺性能试验不合格的经供求双方协
商同意允许重复抽样检验,若仍不合格,则判为不合格。
9.3.2对非深冲钢板,根据经验值的数据,经质管部门同意,允许将硬度作为验收依据之一。
9.3.3有害物质检测不合格则判定该批不合格。
有害物质检测项目如下表13。
表13
检测项目单位技术(标准)要求
镉及其化合物(Cd) ppm <75
铅及其化合物(Pb)ppm<800。