机械制造连接座工序卡
- 格式:doc
- 大小:568.00 KB
- 文档页数:13
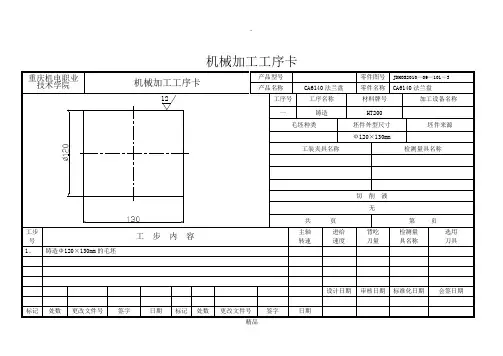
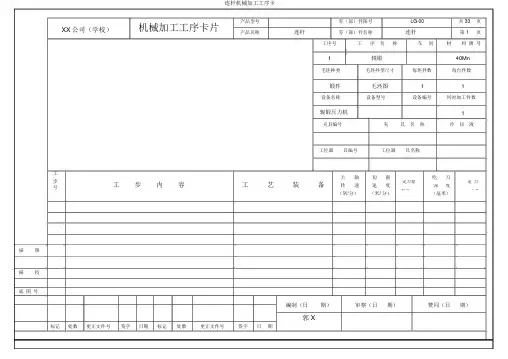
连杆机械加工工序卡XX 公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00 共 33 页产品名称连杆零(部)件名称连杆第 1页工序号工序 名 称车间材料 牌 号1辊锻40Mn毛坯种类 毛坯外型尺寸 每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数辊锻压力机1夹具编号夹 具 名 称 冷 却 液工位器 具编号 工位器 具名称工主 轴 切 削 吃 刀步工步内容工艺装备转速速度走刀量走 刀号深 度(转/分) (米/ 分)毫米/转次 数(毫米)描图描 校底 图 号编制(日期) 审察(日 期) 赞同(日 期)郭 X标记处数更正文件号签字日期标记处数更正文件号签字日 期连杆机械加工工序卡XX公司(学校)机械加工工序卡片工步工步内容号模锻成型,切边描图描校底图号标记处数更正文件号签字日期标记处数更正文件号产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 2页工序号工序名称车间材料牌号2模锻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数模锻压力机1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)编制(日期)审察(日期)赞同(日期)郭 X签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33页连杆机械加工工序卡工步工步内容号热办理, HRB225 ~262抛丸去除氧化皮描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片产品名称连杆零(部)件名称连杆第3页工序号工序名称车间材料牌号3热40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 4页工步工步内容号1以一大平面定位,将有凸标记面(基准面下同)向上,侧面夹紧,粗铣端面尔后翻转,铣另一面至尺寸39 00.32 mm2以相同定位方式定位,先铣基准面,再以基准面定位精铣描图另一面,精铣两端面至尺寸38 00..170232mm,描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数铣床X52K1夹具编号夹具名称冷却液XX-L-01铣夹具工位器具编号工位器具名称主轴切削走刀量吃刀走刀工艺装备转速速度深度毫米/转次数(转/分)(米/ 分)(毫米)Φ 63 面铣刀340641游标卡尺 0-125425801编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 5页工步工步内容号1以基准大平面定位 3 个自由度以小头孔外圆定位 2 个自由度夹紧工件,钻Φ27mm孔,2扩Φ 20mm 孔至Φ 孔,3铰Φ 孔至Φ 29.29 00.052mm3,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数摇臂钻床Z30801夹具编号夹具名称冷却液XX-L-02钻模工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 麻花钻3001Φ 扩孔钻32011Φ 铰刀1371内径千分表编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 6页工步工步内容号1以小头孔及大头孔定位,夹紧工件,粗铣侧面至尺寸98mm2半精铣侧面至 98 0.15 ,3自检描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数全能卧式铣床X62W1夹具编号夹具名称冷却液XX-L-03铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 面铣刀47516111游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 7页工步工步内容号1以基面、小头孔及大头一侧面定位,夹紧工件,扩孔至Φ 60 1mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数摇臂钻Z30801夹具编号夹具名称冷却液XX-L-04扩夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 60 扩孔钻41021编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 8页工序号工序名称车间材料牌号工步工步内容号1以基准面,小头孔及大头侧面定位,夹紧工件,铣大头配重块端面,保证尺寸 245 mm,2半精铣至尺寸 243 00.12mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片8铣机加40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式全能铣床X62W1夹具编号夹具名称冷却液XX-L-05铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 面铣刀47516111游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 9页工序号工序名称车间材料牌号9铣40Mn工步工步内容号1以基准平面,小头孔及大头侧面定位,夹紧工件,铣开连杆保证尺寸 49.5 00.16mm及 191.5 00.185mm,2去毛刺3编号描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式全能铣床X62W1夹具编号夹具名称冷却液XX-L-06铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 63 锯片铣刀 2mm厚35521锉刀钳工工具编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 10页工序号工序名称车间材料牌号10铣40Mn工步工步内容号1连杆体以基面,小头孔及一大头侧面定位,夹紧工件,精铣连杆体结合面至尺寸,2自检描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-07铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 100 端铣刀280801游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 11页工序号工序名称车间材料牌号11铣40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-08铣夹具工位器具编号工位器具名称工步工步内容号1以连杆盖大头基面,配重块基面及大头一侧面定位,夹紧工件,精铣结合面,保证尺寸48 00.12mm,2自检描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 100 端铣刀280801游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第12页工序号工序名称车间材料牌号工步工步内容号1以连杆体大头基面,小头孔及一侧面定位,夹紧工件,铣斜槽,保证尺寸 5 00..1005 8mm描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-09铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 68 铣槽专用铣刀3377251编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第13页工序号工序名称车间材料牌号毛坯种类毛坯外型尺寸 每坯件数 每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具 名 称冷 却 液XX-L-10铣夹具工位器具编号工位器具名称工主 轴切削 吃 刀步工步内容工艺装备走刀量走 刀号转 速 速度深 度(转/分) (米/ 分)毫米/转次 数(毫米)1以连杆体盖大头基面, 大头配重块基面及一侧面定位,夹紧,Φ 68 铣槽专用铣刀3377251工件铣斜槽,保证尺寸 5 0005108mm描图描校底 图 号标记处数更正文件号签字日期标记处数更正文件号签字日 期产品型号XX 公司(学校)机械加工工序卡片产品名称编制(日期) 审察(日 期) 赞同(日 期)郭 X零(部)件图号 LG-00 共 33 页 连杆零(部)件名称连杆第 14 页工序号工序名 称车间材料牌 号工步号1描图描校底图号毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数专用钻床1夹具编号夹具名称冷却液XX-L-11钻模工位器具编号工位器具名称主轴切削吃刀工步内容工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)连杆体以基面,小头孔及一侧面定位,连杆盖以基面,一大Φ 10 麻花钻650头侧面及配重块平面定位,夹紧工件,钻4- Φ 10mm孔深度h min30mm ,地址由夹具保证,编制(日期)审察(日期)赞同(日期)标记处数更正文件号签字日期标记处数更正文件号签字日期产品型号XX公司(学校)机械加工工序卡片郭 X零(部)件图号LG-00共 33页连杆零(部)件名称连杆第 15页15锪40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具 名 称冷 却 液XX-L-12锪夹具工位器具编号工位器具名称工主 轴 切 削吃 刀步工步内容工艺装备转 速速走刀量深走 刀号度度(转/分)毫米/转次 数(米/ 分)(毫米)1连杆体以基面, 小头孔及一侧面定位, 夹紧工件, 锪两螺栓, Φ 24 端面锪钻16012座面保证尺寸 240.35mm ,2连杆体以基面, 小头孔及一侧面定位, 夹紧工件, 锪两螺母, 16012座面保证尺寸 270.35mm ,描图3去毛刺飞边锉刀描校底 图 号编制(日 期) 审察(日 期) 赞同(日 期)标记处数更正文件号签字日期标记处数更正文件号签字日 期产品型号XX 公司(学校)机械加工工序卡片郭 X零(部)件图号 LG-00 共 33 页 连杆 零(部)件名称连杆第16 页工步工步内容号1连杆体以基面,小头孔及一侧面定位,夹紧工件扩Φ 10mm 孔至Φ 12mm ,2连杆盖以基面,配重块基面及一侧面定位,夹紧工件,扩Φ 10mm 孔至Φ 12mm ,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-13扩夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 12 扩孔钻6001Φ 12 扩孔钻6001编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第17页工步工步内容号以连杆盖结合面及两孔定位,夹紧工件扩连杆盖Φ12mm 1至Φ 13mm ,保证尺寸19mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-14扩夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)530Φ 13 扩孔钻编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页工步工步内容号1连杆体以基面,小头孔及一侧面定位,夹紧工件铰Φ 10mm 孔至Φ ,2连杆盖以基面,配重块基面及一侧面定位,夹紧工件,铰Φ 10mm 孔至Φ ,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-15铰夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ铰刀550Φ铰刀550编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第19页工步工步内容号1连杆体及连杆盖均以结合面及两孔定位,夹紧工件,倒角1X45 °描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数立式钻床Z512-11夹具编号夹具名称冷却液XX-L-16倒角夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 16 麻花钻3001411编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第20页工步工步内容号1冲刷连杆体及连杆盖,及去毛刺描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)冲刷液锉刀编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第21页工步工步内容号1将配对的连杆体及连杆盖用工艺螺栓组配到一起,标记均朝上,保证拧紧力矩100-120N m2每装置 20 对工件检验力矩描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数气动扳手1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)气动扳手扭力扳手编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第22页工步工步内容号1以大头基面,小头孔及一侧面定位,夹紧工件,粗镗大头孔至尺寸Φ 64mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数镗床T681夹具编号夹具名称冷却液XX-L-17镗夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)可转位镗刀150301编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第23页工步工步内容号1以大基面及大头孔定位,夹紧工件,大头孔倒角3X45 °描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数铣床W621夹具编号夹具名称冷却液XX-L-18倒角夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)刀盘1501431编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第24页工步号1描图描校底图号锻件毛坯图11设备名称设备型号设备编号同时加工件数双轴可调镗床1夹具编号夹具名称冷却液XX-L-19镗夹具工位器具编号工位器具名称主轴切削吃刀工步内容工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)以基面,一侧面及小头孔做预定位,在小头外圆用以活动V镗刀200401块做辅助定位,当夹紧活动 V 块时撤去小头孔定位销,夹紧工件,半精镗大头孔至尺寸Φ6500.19mm ,,精镗小头镗刀500501孔至尺寸Φ 29.490.33,编制(日期)审察(日期)赞同(日期)郭 X标记处数更正文件号签字日期标记处数更正文件号签字日期产品型号零(部)件图号LG-00共 33页工步工步内容号1以基面,小头孔及一侧面定位,夹紧工件,精镗大头孔至尺寸Φ 65.4 00.046mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数镗床T6111夹具编号夹具名称冷却液XX-L-20镗夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)镗刀250501编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 26页工步工步内容号1称量大,小头重量,当大头重量小于 1160 克时,小头重量应小于 460 克2当大头重量大于1160克时,小头应小于510 克3大头重量不大于1223克描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数电子称1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第27页工步工步内容号1按称重去除配重块资料描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-21铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 面铣刀475编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第28页工步工步内容号1以基面,大头孔及小孔定位,夹紧工件,钻Φ油孔,2钻Φ 10 孔,保证尺寸 6mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30251夹具编号夹具名称冷却液XX-L-22钻模工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 麻花钻4801Φ 10 麻花钻5001编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第29页工步工步内容号1以大基面及小头孔定位,夹紧工件,小头孔倒角2X45 °描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-23倒角夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 36 麻花钻3001431编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第30页工步工步内容号1以基面,小头孔及一侧面定位,夹紧工件,珩磨大头孔至尺寸Φ 65.5 00.019mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数珩磨机床1夹具编号夹具名称冷却液XX-L-24磨夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)100031编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 31页工步工步内容号1检验各图中尺寸描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)专用检具编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 32页工步工步内容号1磁粉探伤机检测连杆体可否有裂缝,裂纹气孔等弊端2退磁描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)磁粉探伤机编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第33页。
机械制造技术课程设计题目:连接座机械加工工艺规程设计内容:1.机械加工工艺过程卡片 1套2.机械加工工序卡片 1套3.机床专用夹具设计图纸 1份4.设计说明书 1份专业:模具设计与制造年级: 2012级学生姓名:指导教师:二〇一一年五月课程设计的目的机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节。
本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。
另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备。
通过本次课程设计,应使学生在下述各方面得到锻炼:(1)熟练的运用机械制造基础、汽车制造工艺学和其他有关先修课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性。
(2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。
(3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等。
(4)在设计过程中培养学生严谨的工作作风和独立工作的能力。
第1章、零件的分析1.1、零件的作用题目给的零件是离心式微电机水泵上的连接零件,它位于水泵泵壳内,主要作用是固定水泵叶轮1.2、零件的形状零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。
具体尺寸,公差如下图所示。
第2章、零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
连接座共有两组加工表面,他们之间有一定的位置要求。
现分述如下:2.1左端的加工表面这一组加工表面包括:左端面,Φ1250025.0-外圆,Φ100026.00+内圆,倒角,钻通孔Φ7,钻孔并攻丝。
车间工序号工序名称材料牌号
铳床车间2铳灰铸铁
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸造毛坯480x200x8511
设备名称设备型号设备编号同时加工件数铳床1
工序工时(分)工位器具编号工位器具名称--------- ------
准终单件
工步号工步内容工艺装备
主轴转速切削速度r进给量切削深度进给次数工步工时
r/min m/min mm/r mm机动辅助
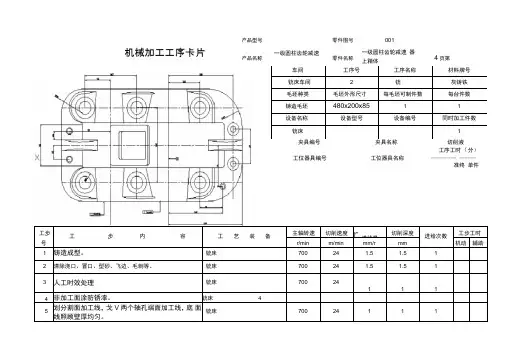
1铸造成型。
铳床70024 1.5 1.51 2清除浇口、冒口、型砂、飞边、毛刺等。
铳床70024 1.5 1.51 3人工时效处理铳床70024
111 4非加工面涂防锈漆。
铳床4
5划分割面加工线,戈V两个轴孔端面加工线,底面
线照顾壁厚均匀。
铳床70024111
产品型号零件图号001
机械加工工序卡片
产品名称
一级圆柱齿轮减速
零件名称
一级圆柱齿轮减速器
上箱体
4页第
夹具编号夹具名称切削液
标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程及工序卡片模板一、工艺规划工艺规划是在设计任务和制造要求的基础上,确定产品的加工工艺和加工工序的流程,具体步骤如下:1.了解产品的使用功能、要求以及材料的特性,确定最佳的加工方法和加工工艺。
2.绘制产品的工艺流程图,包括加工工序、顺序和设备选择等。
3.制定加工工艺卡,记录每个加工工序的详细信息,包括工具刀具的选择、加工参数等。
二、技术准备技术准备包括原材料准备、机床设备准备和工装量具准备等,具体步骤如下:1.检查原材料的规格、质量和数量是否符合要求,如有问题及时采取补救措施。
2.检查机床设备的运行状态和性能,确保设备正常运行。
3.准备需要的工装量具,确保其准确性和可靠性。
三、加工操作加工操作是根据工艺规划和技术准备的要求,对原材料进行加工操作,具体步骤如下:1.根据工艺流程图和加工工艺卡,按照预定的顺序进行加工工序。
2.调整和选择合适的机床设备,安装和装夹好加工零件。
3.根据加工工艺卡的要求,合理设置机床的工作参数和工装量具的位置。
4.进行切削、剪切、钻孔、磨削等加工操作,确保加工质量和加工效率。
四、检验与维护在加工过程中,需要进行产品质量的检验和设备维护,具体步骤如下:1.进行零件的尺寸和表面质量的检验,确保零件的几何精度和表面质量符合要求。
2.检查机床设备的工作状态和性能,及时发现和解决问题,确保设备的正常运行。
3.根据机床设备的维护手册,定期对设备进行清洁、润滑和维护保养,延长设备的使用寿命。
以上是机械加工工艺过程的一般步骤和主要内容。
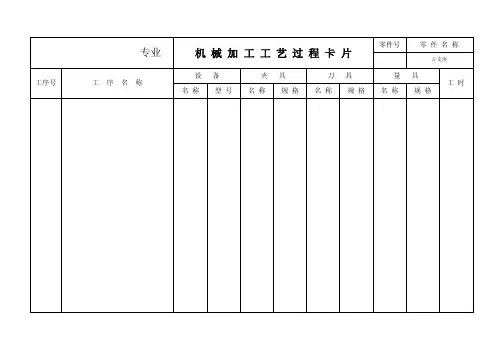
下面是一个工序卡片的模板,供参考:工序卡片工序名称:(填写工序名称)主要工艺参数:1.切削速度:(填写切削速度,单位)2.进给速度:(填写进给速度,单位)3.切削深度:(填写切削深度,单位)刀具/工具:1.刀具名称:(填写刀具名称)2.刀尖半径:(填写刀尖半径,单位)3.刀具材料:(填写刀具材料)4.工具冷却方式:(填写工具冷却方式)夹具/工装:1.夹具类型:(填写夹具类型)2.夹具安装位置:(填写夹具安装位置)3.工装定位方式:(填写工装定位方式)检验要求:1.尺寸精度:(填写尺寸精度要求)2.表面质量:(填写表面质量要求)3.其他检验要求:(填写其他检验要求)注意事项:1.在操作中注意安全,佩戴必要的防护设备。
如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
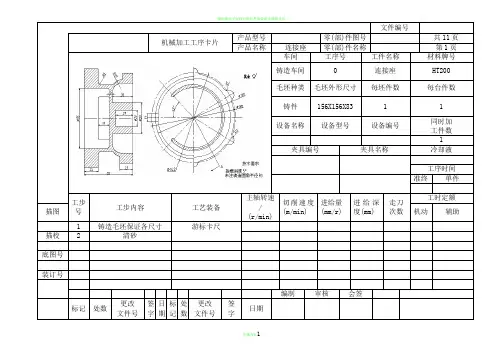
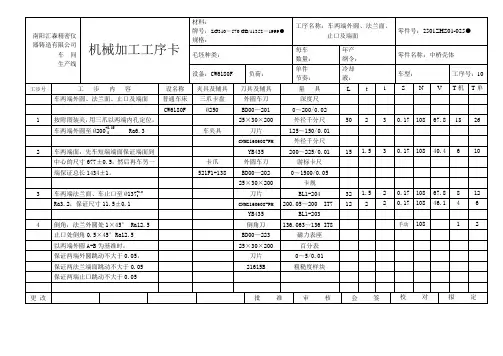
机械加工工序卡片产品名称连接座零(部)件名称第1页车间工序号工件名称材料牌号铸造车间0连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1铸造毛坯保证各尺寸游标卡尺描校2清砂底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第3页车间工序号工件名称材料牌号机加工车间10连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称冷却液三爪自定心卡盘工序时间机动单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图基本辅助1粗车右端面至7890度偏刀、Φ16钻头、盲孔车刀、游标卡尺6601100.450.9111描校2粗车外圆Φ115深56601430.450.9110 3钻通孔Φ161000450.48 3.5111底图号4粗镗内孔Φ34深29510550.30.9119 5粗车小凸台断面至206601100.450.9111装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称连接座零(部)件名称第4页车间工序号工件名称材料牌号机加工车间15连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1粗车右端面至7190度偏刀,盲孔偏刀,游标卡尺6601100.450.9115描校2粗车外圆Φ118深96601430.450.919 3粗车内孔Φ98深6.8510550.37.3139底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称连接座零(部)件名称第5页车间工序号工件名称材料牌号机加工车间20连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件113工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1半精车端面保证长70YT5 90度偏刀,YT5镗刀,游标卡尺,内径百分尺6601100.450.9121描校2半精车外圆Φ111.4×56601430.450.9119 3半精镗内孔Φ39.6×27510550.30.9136底图号4半精镗内孔Φ32×28510510.30.9130 5半精镗内孔Φ17.5510260.30.9110装订号6半精车小凸台端面深166601100.450.917编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称连接座零(部)件名称第6页车间工序号工件名称材料牌号机加工25连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件51工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1半精车右端面至6990度偏刀,盲孔偏刀,游标卡尺6601100.450.916描校2半精车外圆Φ115.4长96601430.450.9193半精镗内孔Φ99.6长7510550.30.9136底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第7页车间工序号工件名称材料牌号机加工车间30连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数立式钻床Z5115A1夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件72工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1钻通孔3×Φ7Φ7钻头游标卡尺1000450.48 3.5172描校底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第8页车间工序号工件名称材料牌号机加工车间35连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数立式钻床Z5115A1夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件218工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1钻通孔6深Φ7Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规100017.10.22 2.5172描校2钻孔4深Φ4.134深1196020.20.1 3.3511163攻螺纹4-M5深10195 4.9 1.25130底图号装订号装订号5.28编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第10页车间工序号工件名称材料牌号机加工车间45连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数万能外圆磨床1夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件29工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1磨内孔Φ40深5砂轮,内径千分尺,外径千分尺,16描校2磨外圆Φ111深513底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第11页车间工序号工件名称材料牌号机加工车间50连接座HT200毛坯种类毛坯外形寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数万能外圆磨床1夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1磨内孔Φ100深7保证尺寸精度砂轮,内径千分尺,外径千分尺描校2磨外圆Φ115深9保证尺寸精度。
![机械加工工序卡[13张]](https://uimg.taocdn.com/20b6607731b765ce050814b0.webp)

连接座课程设计说明书文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]H e f e i U n i v e r s i t y夹具课程设计COURSE PROJECT题目:连接座课程设计系别:机械工程系专业:机械设计制造及自动化学制:四年姓名:晨露学号:指导老师:2012 年6 月24日合肥学院机械制造技术学课程设计任务书题目:“连接座”零件的机械加工工艺规程及工艺装备(年产量为6000件)内容:1.零件图 1张2.毛坯图 1张3.机械加工工艺过程综合卡片 1张4.结构设计装配图 1张5.结构设计零件图 1张6.课程设计说明书 1张设计内容及要求在指导老师的指导下,面向机械加工类企业所具备的条件,针对给定零件图样及其生产纲领制定该零件的机械加工工艺过程及其一道工序的工艺规程,并设计该道工序的专用机床夹具(指导老师指定),具体完成的内容、形成和要求如下:1.撰写课程设计计算说明书说明书部分的内容包括:零件图分析:确定毛坯钟类、制造方法、加工余量;拟定该零件的机械加工工艺过程,包括定位基准选择、表面加工方案的对比分析,各工序的加工设备和工艺装备(刀具、夹具、量具和辅具)确定;各工序的加工余量、工序尺寸及公差的确定;工序的切削用量选择;工序的时间定额计算;工艺过程技术经济分析;夹具的定位方案、夹紧方案和主要参数拟定;定位元件选择;定位误差计算;夹紧力计算;夹具的其他分析、计算和校核等。
要求说明书字数不少于8000字。
2.加工工艺规程卡片①该零件的机械加工工艺过程卡②该零件机械加工工艺过程指定工序的工序卡(提出专用机床夹具设计任务书)。
3.图纸部分①绘制该零件毛坯图1张。
②指定工序的专用机床夹具装配图1张。
③专用机床夹具的主要零件图1张(指导老师指定)。
工艺工装课程设计目录一、零件分析1.零件的作用 (5)2.零件的工艺分析 (5)3.确定零件的生产类型 (6)二、确定毛坯类型绘制毛坯草图1.选择毛坯 (7)2.确定毛坯的尺寸公差和机械加工余量 (7)3.绘制连接座铸造毛坯简图 (8)三、工艺规程设计1.定位基准的选择 (8)2.拟定工艺路线 (9)3.加工设备及工艺装备的选用 (12)4.加工余量、工序尺寸和公差的确定 (13)5.切削用量的计算 (15)6.时间定额的计算 (16)四、专用钻床夹具设计1.夹具设计任务 (19)2.拟定钻床夹具结构方案与绘制夹具草图 (20)3.绘制夹具装配总图 (22)4.夹具专用零件图设计绘制 (22)5.工序卡片 (23)致谢 (26)参考文献 (26)一、零件分析1. 零件的作用该零件是离心式微电机水泵上的连接座,是用来连接水泵和电机的.左端Ф125外圆与水泵泵壳连接,水泵叶轮在Ф100孔内,通过4个螺钉固定;右端Ф121外圆与电动机机座连接,Ф40孔与轴承配合,通过3个螺栓固定,实现水泵与电动机的连接,从而起连接固定作用2. 零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件,通常可用作机座、泵体的连接座等。
七夕,古今诗人惯咏星月与悲情。
吾生虽晚,世态炎凉却已看透矣。
情也成空,且作“挥手袖底风”罢.是夜,窗外风雨如晦,吾独坐陋室,听一曲《尘缘》,合成诗韵一首,觉放诸古今,亦独有风韵也.乃书于纸上。
毕而卧。
凄然入梦。
乙酉年七月初七。
————-啸之记。
目录课程设计的目的一、零件的分析二、零件的工艺分析三、毛坯设计四、选择加工方法,拟定工艺路线五、加工设备及刀具、夹具、量具的选择六、切削用量的选择七、基本时间的确定八、心得九、参考文献课程设计的目的机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节。
本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。
另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备。
通过本次课程设计,应使学生在下述各方面得到锻炼:(1)熟练的运用机械制造基础、机械制造技术和其他有关先修课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性。
(2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力.(3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等.(4)在设计过程中培养学生严谨的工作作风和独立工作的能力。
一、零件的分析1、零件的作用题目给的零件是连接零件,主要作用是固定作用2、零件的形状具体尺寸,公差如下图所示。
二、零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件.连接座共有两组加工表面,他们之间有一定的位置要求。
现分述如下:1.右端面的加工表面:这一组加工表面包括:右端面;Φ121错误!h7的外圆,粗糙度为3。
机械加工工艺过程卡片兰州理工大学机械加工工艺过程卡片产品型号零(部)件图号共12页产品名称零(部)件名称连接座第1页材料牌号HT200毛坯种类铸造件毛坯外形尺寸142×142×83每坯件数1每台件数1工序号工序名称工序内容车间工段设备工艺装备工序时间准终单件0 备料铸造毛坯铸造车间5 热处理进行人工时效处理热处理车间10 粗车粗车右端面至78粗车外圆Φ125×5钻通孔Φ16粗镗内孔Φ34×29粗车小凸台端面至20机加工车间CA6140 三爪卡盘15 粗车粗车右端面至71粗车外圆Φ128×9粗车内孔Φ98×6.8机加工车间CA6140三爪卡盘,90度偏刀,盲孔偏刀,游标卡尺20 半精车半精车端面保70半精车外圆Φ121.4×5法精镗内孔Φ39.6×27半精镗内孔Φ32×28半精镗内孔保Φ17.5机加工车间CA6140三爪卡盘,YT590度偏刀,YT5镗刀,游标卡尺,内径百描图25 半精车半精车右端面到69半精车外圆Φ125.4长9半精镗内孔Φ199.6长7机加工车间CA6140三爪卡盘,90度偏刀,盲孔偏刀,游标卡尺张泽剑30 钻钻通孔机加工车间Z5125A 钻模,Φ7钻头,游标卡尺描校35 钻钻孔、攻螺纹机加工车间Z5125A 钻模,Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规张泽剑40 钳去毛刺机加工车间底图号45 磨磨内孔保Φ40x5 磨外圆保Φ121x5机加工车间万能外圆磨床专用夹具,砂轮,内径千分尺,外径千分尺,50 磨磨内孔保Φ100x7 磨外圆保Φ125x9机加工车间万能外圆磨床专用夹具,砂轮,内径千分尺,外径千分尺,装订号55 检验机加工车间设计(日期)审核(日期)会签(日期)a 5.28标记处数更改文件号签字日期标记处数更改文件号签字日期田宇文件编号兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第2页车间工序号工件名称材料牌号铸造车间0 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 铸造毛坯保证各尺寸游标卡尺描校 2 清砂张泽剑底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第3页车间工序号工件名称材料牌号热处理车间5 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑1 时效处理,硬度要求达到HBS1187-220游标卡尺描校张泽剑底图号装订号5.28 编制审核会签更改签日标处更改兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第4页车间工序号工件名称材料牌号机加工车间10 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却液三爪自定心卡盘工序时间机动单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图基本辅助张泽剑 1 粗车右端面至7890度偏刀、Φ16钻头、盲孔车刀、游标卡尺660 120 0.45 0.9 1 11描校 2 粗车外圆Φ125x5 660 143 0.45 0.9 1 10 张泽剑 3 钻通孔Φ16 1000 45 0.48 3.5 1 12 底图号 4 粗镗内孔Φ34x29 510 55 0.3 0.9 1 195 粗车小凸台断面至20 660 120 0.45 0.9 1 11 装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第5页车间工序号工件名称材料牌号机加工车间15 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 粗车右端面至7190度偏刀,盲孔偏刀,游标卡尺660 120 0.45 0.9 1 15描校 2 粗车外圆Φ128x9 660 143 0.45 0.9 1 9 张泽剑 3 粗车内孔Φ98x6.8 510 55 0.3 7.3 1 39 底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第6页车间工序号工件名称材料牌号机加工车间20 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件123工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 半精车端面保70YT5 90度偏刀,YT5镗刀,游标卡尺,内径百分尺660 120 0.45 0.9 1 21描校 2 半精车外圆Φ121.4×5 660 143 0.45 0.9 1 19 张泽剑 3 法精镗内孔Φ39.6×27 510 55 0.3 0.9 1 36 底图号 4 半精镗内孔Φ32×28 510 51 0.3 0.9 1 305 半精镗内孔保Φ17.5 510 26 0.3 0.9 1 10 装订号 6 半精车小凸台端面保16 660 120 0.45 0.9 1 75.28 编制审核会签更改签日标处更改兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第7页车间工序号工件名称材料牌号机加工25 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件51工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 半精车右端面至6990度偏刀,盲孔偏刀,游标卡尺660 120 0.45 0.9 1 6描校 2 半精车外圆Φ125.4长9 660 143 0.45 0.9 1 9 张泽剑 3 半精镗内孔Φ99.6长7 510 55 0.3 0.9 1 36 底图号装订号5.28 编制审核会签更改签日标处更改签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第8页车间工序号工件名称材料牌号机加工车间30 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数立式钻床Z5125A 1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件72工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 钻通孔3×Φ7Φ7钻头游标卡尺1000 45 0.48 3.5 1 72描校张泽剑底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第9页车间工序号工件名称材料牌号机加工车间35 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数立式钻床Z5125A 1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件218工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 钻通孔6xΦ7Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规1000 17.1 0.22 2.5 1 72描校 2 钻孔4xΦ4.134深12 960 20.2 0.1 3.35 1 116 张泽剑 3 攻螺纹4-M5深10 195 4.9 1.25 1 30 底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第10页车间工序号工件名称材料牌号机加工车间40 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称工序时间准终单件10工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 去毛刺10描校张泽剑底图号装订号5.28 编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第11页车间工序号工件名称材料牌号机加工车间45 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数万能外圆磨床1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件29工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 磨内孔保Φ40x5 砂轮,内径千分尺,外径千分尺,16描校 2 磨外圆保Φ121x5 13 张泽剑底图号装订号5.28 编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期兰州理工大学机械加工工序卡片产品型号 零(部)件图号 共12页 产品名称连接座 零(部)件名称 第12页车间 工序号 工件名称 材料牌号 机加工车间50连接座 HT200 毛坯种类 毛坯外形尺寸 每坯件数每台件数铸件142*69 1 1 设备名称 设备型号设备编号同时加工件数 万能外圆磨床1 夹具编号夹具名称 冷却润滑液专用夹具工序时间准终 单件 工步号 工步内容工艺装备主轴转速/ (r/min) 切削速度 (m/mim) 进给量 (mm/r) 进给深度(mm) 走刀次数工时定额 描图 机动 辅助 张泽剑 1 磨内孔保Φ100x7 砂轮,内径千分尺,外径千分尺描校 2 磨外圆保Φ125x9 张泽剑底图号装订号5.28 编制 审核 会签标记 处数 更改 文件号 签字 日期 标记 处数 更改文件号签字 日期。