单工序与复合式冲裁模装配
- 格式:ppt
- 大小:2.55 MB
- 文档页数:86
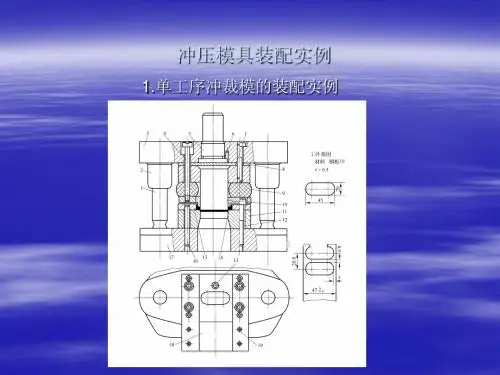
冲裁模具的基础结构及处事本理之阳早格格创做一、冲裁模具按工序推拢程度可分为:简朴冲裁模、连绝冲裁模、复合冲裁模.(一)简朴冲裁模即关关模1、定义:它是指正在一次冲裁中只完毕冲孔或者降料的一个工序.2、简朴冲裁模按其导背办法可分为:(1)无导背单工序模它的特性是结构简朴,沉量沉、尺寸较小、模具制制简单、成本矮廉.但是冲模使用拆置时贫苦,模具寿命矮,冲栽件粗度好,支配也不仄安.无导背简朴冲模适用于粗度央供不下、形状简朴、批景小或者试制的冲裁件.(2)导板式简朴冲裁模模粗度下、寿命少、使用拆置帧、支配仄安,.但是制制比较搀纯.普遍适用于形状较简朴、尺寸不大的工件.(3)导柱式简朴冲裁模由于那模具准确稳当,能包管冲裁间隙的匀称,冲裁的工件粗度较下、模具使用寿命少而且正在冲床上拆置使用便当,果此导柱式冲裁模是应用最广大的一种冲模,符合大批量死产.(二)连绝冲裁模(连绝模)1、连绝冲裁模的定义:按一定的先后步调,正在冲床的滑块的一次到战中,正在模具的分歧位子上,完毕冲孔,降料导二个的上的冲后工序的冲裁模,又称及进模或者跳步模.2、连绝冲裁模的定位本理可分为:导正销定位本理、侧刃定距本理(三)复合冲裁模1、复合冲裁模的定义:正在部床滑块的一次路程中,正在冲模的共一工位上共时完毕内孔战形状二种的上工序的冲裁模.2、复合冲裁模按结构可分为:正拆式复合模、倒拆式复合模二、咱们请瞅瞅那三种模具的比较表无导背单工序模冲模的上模部分由模、凸模组成,通过模柄拆置正在冲床滑块上.下模部分由卸料板、导尺、.凸模、下模座、定位板组成,通过下模座拆置正在冲床处事台上.上模与下模不曲交导背关系,靠冲床导轨导背.导板式简朴冲裁模上模部分主要由模柄、上模板、垫板、凸模牢固板、凸模组成.下模部分主要由下模板凸模、导尺、导板、回戴式挡料销、托料板组成.那种模具的特性是上模通过.凸模利用导板上的孔迸止导背,导板兼做卸料板.处事时凸模末究不摆脱导板.以包管模具导背粗度.果而,央供使用的压力机路程不大于导板薄度.那种冲模的处事历程是:条料沿托料板、导尺从左背左收科,尾次冲裁时使用临时挡料销定位,尾次冲裁以来再往前收料,拆边越过活动挡料销后.再反背推拽条料,使挡料销后端里抵住条料拆边举止定位,凸模下止真止冲裁.导柱式简朴冲裁模该冲模利用丁对于导柱战导套真止、下模透彻导背.冲模主做时条料靠导尺战牢固挡料销(亦称定位销)真止正决定位,以包管冲裁时拆边值的匀称普遍.此冲模采与刚刚性卸料板卸掉箍正在凸模上的兴料,冲出的工件正在凸模洞心中经凸模的顶压效率,逐个真止自然漏料.倒拆式复合模正拆式复合模。
《模具工程技术基础》电子教案[11][课题编号]2-1①[课题名称]单工序冲裁模与复合冲裁模[教材版本]任建伟主编、中等职业教育国家规划教材—模具工程技术基础,北京:高等教育出版社,2002。
[教学目标与要求]一、知识目标1、掌握冲模的分类及基本结构;2、掌握单工序冲裁模的结构、工作过程、结构特点;3、掌握复合冲裁模的种类、结构、工作过程、结构特点。
二、能力目标1、能看懂冲裁模的装配图;2、能根据冲裁模的装配图分析冲裁模的工作过程及结构特点。
[教学重点]1、单工序冲裁模的结构;2、复合冲裁模的种类、结构。
[分析学生]由于模具装配图一般比较复杂,对学生而言要看懂冲裁模的装配图并分析冲裁模的工作过程及结构特点比较困难。
[教学思路设计]将模具的基本结构分析透彻,以此为基础分析各种冲裁模具的具体结构。
通过分解模具模型,激发学生的学习兴趣。
[教学资源]冲裁模教学模型、图片、动画等。
[教学安排]2课时教学策略:利用冲裁模教学模型和ppt的图片、动画演示,创设教学情景,启发学生思考与讨论,及时归纳总结。
[教学过程]※复习:1、冲裁工艺有哪些工序?2、冲裁工序有哪些组合形式?※导入新课:模具是冲压生产、塑料模塑生产、压铸生产的主要工艺装备,冲压件、塑件和压铸件等各种成形件的尺寸精度、表面质量与生产效率均与冲模、塑料模和压铸模的结构密不可分。
本章要学习各类模具的基本组成、结构特点及应用范围。
首先学习冲模的基本结构。
新课内容:一、冲模概述1、冲模的分类(1)按冲压工序性质分有冲裁模、弯曲模、拉深模、挤压模等;(2)按工序的组合程度分有单工序模、复合模、级进模等;(3)按上下模的导向方式分有无导向模、导板模、导柱模等;(4)按模具的机械化程度分有手工冲模、半自动冲模和自动模。
2、冲模的基本结构生产中冲压件的形式各种各样,成形各种式样冲压件的模具结构也不同,但模具的基本结构大体上是相似的。
※以图2-1落料模为例讲解:该模具分上模和下模两部分。

冲裁模的结构设计冲裁模是冲裁工序所用的模具。
冲裁模的结构型式很多,为研究方便,对冲裁模可按不同的特征进行分类。
1.按工序性质可分为落料模、冲孔模、切断模、切口模、切边模、剖切模等;2.按工序组合方式可分为单工序模、复合模和级进模;3.按上、下模的导向方式可分为无导向的开式模和有导向的导板模、导柱模、导筒模等。
4.按凸、凹模的材料可分为硬质合金冲模、钢皮冲模、锌基合金冲模、聚氨脂冲模等;5.按凸、凹模的结构和布置方法可分为整体模和镶拼模,正装模和倒装模。
6.按自动化程度可分为手工操作模、半自动模、自动模。
分类的方法还比较多,上述的各种分类方法从不同的角度反映了模具结构的不同特点。
下面以工序组合方式,分别分析各类冲裁模的结构及其特点。
单工序冲裁模单工序冲裁模指在压力机一次行程内只完成一个冲压工序的冲裁模,如落料模、冲孔模、切断模、切口模、切边模等。
(一)落料模落料模常见有三种形式:1.无导向的敞开式落料模,其特点是上、下模无导向,结构简单,制造容易,冲裁间隙由冲床滑块的导向精度决定。
可用边角余料冲裁。
常用于料厚而精度要求低的小批量冲件的生产。
2.导板式落料模,是将凸模与导板间(又是固定卸料板)选用H7/h6的间隙配合,且该间隙小于冲裁间隙。
回程时不允许凸模离开导板,以保证对凸模的导向作用。
它与敞开式模相比,精度较高,模具寿命长,但制造要复杂一些常用于料厚大于 0.3mm的简单冲压件(图1)。
1—下模座;2—销;3—导板;4—销;5—档料钉;6—凸模;7—螺钉8—上模座;9—销;10、垫板;11—凸模固定板;12—螺钉;13—导料板14—凹模;15—螺钉图 1 导板式落料模3.图2是带导柱的弹顶落料模。
上下模依靠导柱导套导向,间隙容易保证,并且该模具采用弹压卸料和弹压顶出的结构,冲压时材料被上下压紧完成别离。
零件的变形小,平整度高。
该种结构广泛用于材料厚度较小,且有平面度要求的金属件和易于分层的非金属件。
冲裁模的基本类型与设计步骤1. 引言冲裁模是一种用于金属材料加工中的重要工具,广泛应用于制造业各个领域。
冲裁模的设计过程需要考虑许多因素,包括所需的冲裁类型、材料选择、模具结构等。
本文将介绍冲裁模的基本类型以及设计步骤,并以Markdown文本格式输出。
2. 冲裁模的基本类型根据冲裁的要求和具体应用场景,冲裁模可以分为以下几种类型:2.1 单步冲裁模单步冲裁模是最基本的冲裁模,适用于简单的冲裁操作。
它由一个冲裁刃和一个冲裁孔组成,通过一次冲击来完成冲裁过程。
单步冲裁模的制造成本较低,但适用范围有限。
2.2 多步冲裁模多步冲裁模适用于复杂的冲裁操作,其中包括较多的冲裁步骤。
每个冲裁步骤都有一个相应的冲裁孔和冲裁刃。
多步冲裁模的设计复杂度较高,但可以满足更复杂的冲裁需求。
2.3 进给冲裁模进给冲裁模适用于需要连续冲裁的工作,例如连续冲切线、连续冲孔等。
进给冲裁模通过连续的进给方式来完成冲裁过程,具有高效快速的优势。
2.4 压力冲裁模压力冲裁模适用于需要比较大的力量来冲击材料的冲裁操作。
压力冲裁模通常由一个冲裁刃和一个底模组成,通过较高的压力来实现冲裁效果。
3. 冲裁模的设计步骤冲裁模的设计是一个复杂的过程,需要经过以下几个步骤:3.1 确定冲裁要求在设计冲裁模之前,首先需要明确冲裁的具体要求。
包括冲裁的形状、尺寸、数量等。
这些要求将直接影响到模具的设计和制造。
3.2 材料选择在确定冲裁要求后,需要根据具体应用来选择适合的材料。
常用的冲裁模材料包括工具钢、硬质合金等。
选择合适的材料可以提高冲裁模的使用寿命和性能。
3.3 模具结构设计根据冲裁要求和材料选择,设计模具的结构。
模具结构设计包括模具的整体结构、冲裁刃的形状和尺寸、冲裁孔的位置和大小等。
合理的模具结构设计可以提高冲裁效率和冲裁质量。
3.4 模具制造与调试设计完成后,需要进行模具的制造与调试。
模具制造包括材料加工、零件装配等过程。
调试过程中需要进行冲裁模的装配和调整,以保证冲裁质量和使用效果。
冲裁工艺及冲裁模具设计1. 引言冲裁工艺是金属板料加工中常用的一种工艺,通过冲击或剪切来完成金属板料的切割、成型等加工操作。
冲裁模具那么是用于完成冲裁工艺的工具,由上模和下模组成。
本文将介绍冲裁工艺的根本原理及最正确实践,并讨论冲裁模具的设计要点。
2. 冲裁工艺原理冲裁工艺的根本原理是利用冲裁模具对金属板料进行冲击或剪切,以到达切割、成型等目的。
冲裁工艺可以分为单冲、连冲和复合冲三种形式。
2.1 单冲单冲是指每次冲击或剪切只完成一次切割或成型操作。
单冲工艺简单、易于操作,适用于中小批量生产。
但是,由于每次操作只能完成一道工序,效率相对较低。
2.2 连冲连冲是指通过连续不断地进行冲击或剪切,一次完成多个工序。
连冲工艺具有高效率的优势,适用于大批量生产。
然而,连冲工艺要求操作速度快,冲裁模具的设计要求也相对较高。
2.3 复合冲复合冲是指在一个工序中使用多个冲裁模具,同时完成多个切割或成型操作。
复合冲工艺通常用于生产复杂的零件,可以提高生产效率和产品质量。
复合冲工艺的设计需要充分考虑模具的排列和动作协调的问题。
3. 冲裁模具设计要点3.1 模具材料选择冲裁模具需要具备足够的硬度和耐磨性,以保证模具长时间使用不失效。
常用的模具材料有工具钢、合金钢等。
在选择模具材料时应综合考虑材料的强度、硬度、热导率和加工难度等因素。
3.2 模具结构设计冲裁模具的结构设计直接影响到冲裁工艺的稳定性和产品质量。
模具结构应合理布局、刚性足够,并考虑到易于组装和维护等因素。
另外,模具的导向装置和定位装置也需要合理设计,以确保模具在工作过程中的准确性和稳定性。
3.3 模具冷却系统设计冲裁模具在工作过程中会受到较大的热冲击,冷却系统的设计对于模具的寿命和工作效率起到重要的作用。
冷却系统应考虑到模具各部位热量分布的差异,并采取适宜的冷却方式和冷却介质,以提高模具的冷却效果。
3.4 模具润滑系统设计模具润滑系统的设计对于减少摩擦、延长模具寿命和提高产品质量非常重要。

《模具工程技术基础》电子教案[11][课题编号]2-1①[课题名称]单工序冲裁模与复合冲裁模[教材版本]任建伟主编、中等职业教育国家规划教材—模具工程技术基础,北京:高等教育出版社,2002。
[教学目标与要求]一、知识目标1、掌握冲模的分类及基本结构;2、掌握单工序冲裁模的结构、工作过程、结构特点;3、掌握复合冲裁模的种类、结构、工作过程、结构特点。
二、能力目标1、能看懂冲裁模的装配图;2、能根据冲裁模的装配图分析冲裁模的工作过程及结构特点。
[教学重点]1、单工序冲裁模的结构;2、复合冲裁模的种类、结构。
[分析学生]由于模具装配图一般比较复杂,对学生而言要看懂冲裁模的装配图并分析冲裁模的工作过程及结构特点比较困难。
[教学思路设计]将模具的基本结构分析透彻,以此为基础分析各种冲裁模具的具体结构。
通过分解模具模型,激发学生的学习兴趣。
[教学资源]冲裁模教学模型、图片、动画等。
[教学安排]2课时教学策略:利用冲裁模教学模型和ppt的图片、动画演示,创设教学情景,启发学生思考与讨论,及时归纳总结。
[教学过程]※复习:1、冲裁工艺有哪些工序?2、冲裁工序有哪些组合形式?※导入新课:模具是冲压生产、塑料模塑生产、压铸生产的主要工艺装备,冲压件、塑件和压铸件等各种成形件的尺寸精度、表面质量与生产效率均与冲模、塑料模和压铸模的结构密不可分。
本章要学习各类模具的基本组成、结构特点及应用范围。
首先学习冲模的基本结构。
新课内容:一、冲模概述1、冲模的分类(1)按冲压工序性质分有冲裁模、弯曲模、拉深模、挤压模等;(2)按工序的组合程度分有单工序模、复合模、级进模等;(3)按上下模的导向方式分有无导向模、导板模、导柱模等;(4)按模具的机械化程度分有手工冲模、半自动冲模和自动模。
2、冲模的基本结构生产中冲压件的形式各种各样,成形各种式样冲压件的模具结构也不同,但模具的基本结构大体上是相似的。
※以图2-1落料模为例讲解:该模具分上模和下模两部分。
(新)冲裁模的结构与设计_冲裁模的结构与设计第一节冲裁模的分类按工序性质分:落料模、冲孔模、切边模、剖切模等;按工序组合分:单工序模、连续模、复合模;按导向方式分:开式模、导板模、导柱模、滚珠导柱模;按控制送料步距方法分:固定挡料销式、活动挡料销式、自动挡料销式、导正销式和侧刃式。
第二节单工序模的典型结构单工序模——压力机在一次行程中完成一道工序。
一、无导向的开式简单冲裁模工作过程:送料—冲裁—卸料、出件—送料模具特点:1、上下模之间无导向;2、导料板、挡料块、卸料板在一定范围内可调节;3、凸凹模装拆方便。
开式简单模的优缺点:优点:结构简单,重量轻,尺寸较小,制造简单,成本低。
缺点:安装调整麻烦,模具寿命低,冲件精度差,不安全。
应用:适用于精度低,形状简单,批量小的冲件。
二、导板式落料模1、导板式落料模(带固定挡料销)导板作用:对上模导向(凸凹模间隙均匀);与凸模间隙配合(薄H6/h5,厚H8/h7);凸模不能脱离导板(压力机行程<20mm);卸料作用;注意:导料板高度>固定挡料销高度+板料厚度缺点:送料不方便,须把条料往上台一下2、导板式落料模(带活动挡料销)活动挡料销:安装——板簧、螺钉结构——两条直槽,底部有斜面活动挡料销特点:送料方便,先推后拉。
导板模特点:比无导向模具的精度高,寿命长,使用安装容易,操作安全。
但其可靠性,精度,寿命等方面不如导柱式落料模。
三、导柱式落料模导柱与导套:作用——对上下模进行导向;安装——导套压入上模座,导柱压入下模座,其配合H7/h6 。
模具特点:弹性卸料装置;弹性顶件装置;冲件平整、质量高;适合于冲裁薄而软的冲件。
应用:精度高,寿命长,大批量生产四、拼块式落料模拼块模具的特点及应用1、节约钢材2、便于加工3、可以提高模具的制造精度与寿命4、便于修理拼块方法——拼接法与嵌入法五、冲孔模问题——半成品的定位放、取件方便安全1、落料件上冲五个孔的冲孔模2、弯曲件上冲孔的模具3、筒形件壁部冲孔的模具六、厚料冲小孔模具问题:凸模折断(受不平衡的横向力作用)提高凸模的强度与刚度——凸模局部导向1、全长导向结构的小孔冲模特点:导向精度高,凸模全长导向,在所冲孔周围先对材料加压。