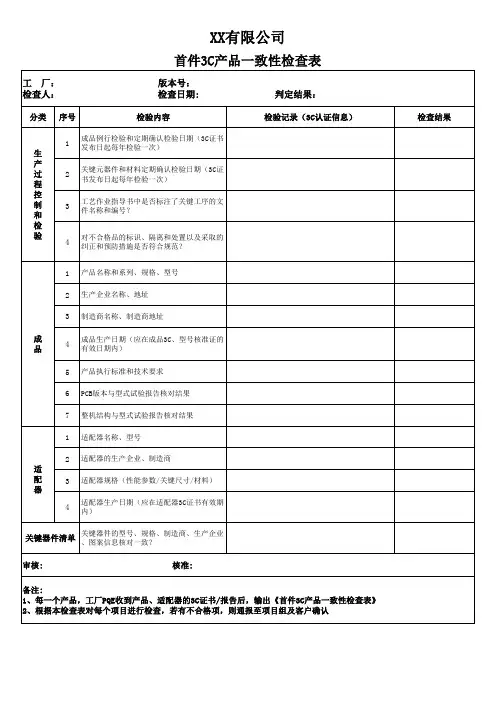
首件检查表
- 格式:doc
- 大小:123.00 KB
- 文档页数:4
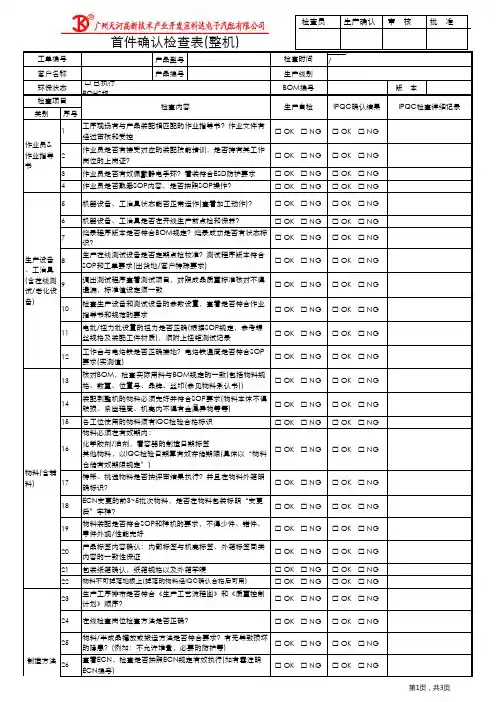
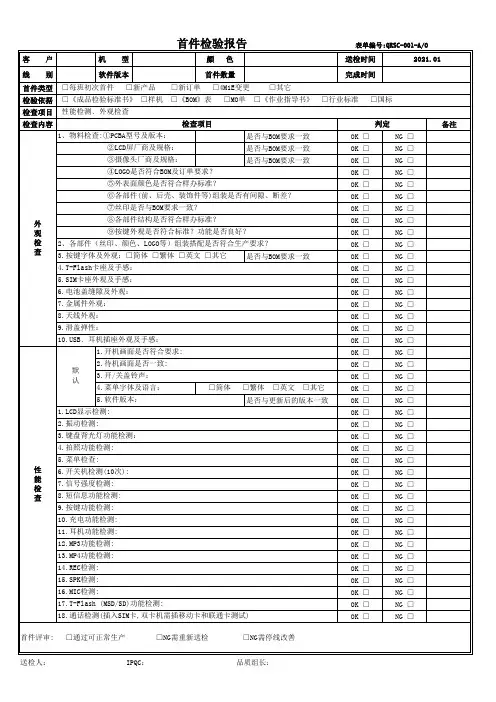
□ 已执行ROHS规版 本类别序号1□ OK □ NG □ OK □ NG 2□ OK □ NG □ OK □ NG 3□ OK □ NG □ OK □ NG 4□ OK □ NG □ OK □ NG 5□ OK □ NG □ OK □ NG 6□ OK □ NG□ OK □ NG 7□ OK □ NG□ OK □ NG 8□ OK □ NG □ OK □ NG 9□ OK □ NG □ OK □ NG 10□ OK □ NG □ OK □ NG 11□ OK □ NG □ OK □ NG 12□ OK □ NG □ OK □ NG 13□ OK □ NG □ OK □ NG 14□ OK □ NG □ OK □ NG 15□ OK □ NG □ OK □ NG 16□ OK □ NG□ OK □ NG17□ OK □ NG □ OK □ NG 18□ OK □ NG □ OK □ NG 19□ OK □ NG □ OK □ NG 20□ OK □ NG □ OK □ NG 21□ OK □ NG □ OK □ NG 22□ OK □ NG □ OK □ NG 23□ OK □ NG □ OK □ NG 24□ OK □ NG□ OK □ NG 25□ OK □ NG□ OK □ NG 26□ OK □ NG□ OK □ NG生产自检IPQC确认结果IPQC检查详细记录检查内容作业员&作业指导书生产设备、工治具(含在线测试/老化设备)物料(含辅料)制造方法包装纸箱确认,纸箱规格以及外箱字唛物料不可掉落地板上(掉落的物料经IQC确认合格后可用)生产工序排布是否符合《生产工艺流程图》和《质量控制计划》顺序?在线检查岗位检查方法是否正确?物料/半成品摆放或搬运方法是否符合要求?有无导致损坏的隐患?(例如:不允许堆叠,必要的防护等)查看ECN,检查是否按照ECN规定有效执行(如有需注明ECN编号)各工位使用的物料须有IQC检验合格标识物料必须在有效期内:化学胶剂/油剂,看容器的制造日期标签其他物料,以IQC检验日期算有效存储期限(具体以“物料仓储有效期限规定”)特采、挑选物料是否按评审结果执行?并且在物料外箱明确标识?ECN变更的前3~5批次物料,是否在物料包装标明“变更后”字样?物料装配是否符合SOP和样机的要求,不得少件、错件、零件外观/性能完好产品标签内容确认:内部标签与机壳标签、外箱标签同类内容的一致性保证调出测试程序查看测试项目,对照成品质量标准核对不得遗漏,标准值设定须一致检查生产设备和测试设备的参数设置,查看是否符合作业指导书和规范的要求电批/扭力批设置的扭力是否正确(根据SOP规定,参考螺丝规格及装配工件材质),须附上扭矩测试记录工作台与电烙铁是否正确接地?电烙铁温度是否符合SOP 要求(实测值)核对BOM,检查实际用料与BOM规定的一致(包括物料规格、数量、位置号、品牌、丝印(参见物料承认书))装配到整机的物料必须完好并符合SOP要求(物料本体不得破损、紧固程度、机壳内不得有金属异物等等)作业员是否熟悉SOP内容,是否按照SOP操作?机器设备、工治具状态能否正常运作(查看加工动作)?机器设备、工治具是否在开线生产前点检和保养?烧录程序版本是否符合BOM规定?烧录成功是否有状态标识?生产在线测试设备是否定期点检校准?测试程序版本符合SOP和工单要求(出货地/客户特殊要求)环保状态BOM编号检查项目工序现场有与产品装配相匹配的作业指导书?作业文件有经过审核和受控作业员是否有接受对应的装配技能培训,是否持有其工作岗位的上岗证?作业员是否有效佩戴静电手环?着装符合ESD防护要求□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目线缆插接与接线图是否一致?是否导通、极性接反、连接□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目。
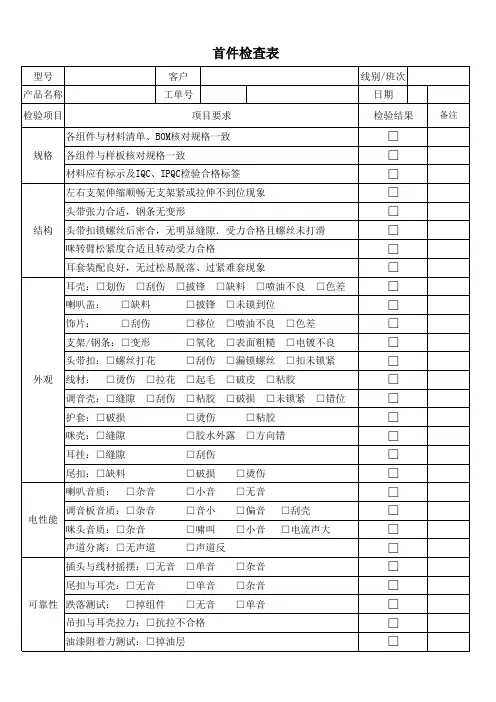
首件检查记录表在生产制造过程中,首件检查是一项至关重要的质量控制手段。
它能够及时发现产品在生产初期可能存在的问题,从而避免批量性的质量缺陷,降低生产成本,提高生产效率和产品质量。
而首件检查记录表则是这一过程的重要载体,它详细记录了首件产品的各项检查数据和结果,为后续的生产提供了可靠的参考依据。
首件检查记录表通常包含以下几个主要部分:一、产品基本信息这部分需要记录产品的名称、型号、规格、订单号、生产日期等关键信息。
这些信息能够明确被检查的产品对象,确保记录的准确性和可追溯性。
二、检查项目这是记录表的核心内容,涵盖了产品的各个方面,包括但不限于尺寸、外观、性能、材料等。
对于每个检查项目,都需要明确其标准要求、实际测量值或观察结果以及是否合格的判定。
例如,在尺寸检查方面,可能会涉及产品的长度、宽度、高度、孔径等具体参数。
标准要求会明确规定这些尺寸的允许公差范围,实际测量值则是通过相应的量具进行测量得到的数据。
将实际测量值与标准要求进行对比,判断其是否在公差范围内,从而得出合格或不合格的结论。
在外观检查中,需要关注产品表面是否有划痕、凹陷、变形、色差等缺陷。
对于每种可能出现的外观问题,都要有清晰的描述和判定标准。
性能检查则可能包括产品的强度、硬度、电气性能、机械性能等方面的测试,同样要记录测试的方法、标准和实际结果。
材料检查则要确认所使用的材料是否符合产品设计和客户要求,包括材料的种类、牌号、供应商等信息。
三、检查人员信息记录参与首件检查的人员姓名、工号以及检查的时间。
这有助于明确责任,确保检查过程的公正性和客观性。
四、不合格处理如果首件产品在某些检查项目中被判定为不合格,需要详细记录不合格的具体情况、原因分析以及采取的处理措施。
处理措施可能包括返工、报废、调整工艺参数等。
同时,还需要记录对不合格情况的跟踪结果,确保问题得到彻底解决,不会影响后续的生产。
五、审核与批准首件检查记录表通常需要经过相关负责人的审核和批准。

惠州市鑫永诚光电科技红外模组部首 件 检 查 表编号:确认: 工程部确认: 审核:客户 订单号品号下单日期 批量 品名检查日期首件数客户要求S M T序号 检 查 项 目异常描述 处理结果 1 产品反有物料规格是否与BOM 表相符 是( )否( )2 PCBA 板元件位置是否与图纸相符合 是( )否( )3 经回流焊后,锡面是否到位达到检验标准 是( )否( )4 锡膏是无铅低温( ) 无铅中温( ) 无铅高温( )5 回流焊设置温度( ) 实际温度( ) 组长: IPQC :后 焊6 产品所有物料规格是否与BOM表相符 是( )否( )7 产品所插元件位置是否与图纸相符合 是( )否( )8 PCB 经浸锡后是否有元件烫伤、浮高、错件等不良 是( )否( ) 9 PCB 经执锡后是否有空焊、假焊、半边焊等不良 是( ) 否( )10 PCB 板剪脚后,脚长是否在规定范围内 是( )否( ) (引脚长度标准1.5-2mm) 11 PCB 经测试后有无功能不良 无( )有( )12 波峰焊及锡炉温度是否在规定范围内 是( )否( )波峰焊265℃±5℃ 浸锡炉285℃±5℃组长: IPQC:外观功能检查测试13 供电电压为: 3.3V ( ) 5V ( ) 12V ( ) 其它( )14 首样电流分别是:1 2 3 4 15 LED 的波长: 650nm ( )850nm ( )940nm ( ) 其它( )16 LED 的功率: 9mil ( )10mil ( )12mil ( ) 14mil ( )16mil ( )其它( ) 17 LED 角度: 30度( )45度( )60度( )80度( )100度( )120度( )18 红外模组的开启照度: Lux 19 红外模组的关闭照度: Lux20 红外模组是否有过流保护:是( )否( ) 21 红外模组是否有过压保护:是( )否( ) 22 红外模组是否有双档位照度:是( )否( ) 23 模组是否清洗干净:是( )否( ) 24产品信赖性试验是否正常,具体描述:组长: IPQC : 备注:成品出货的运输方式,包装方法。
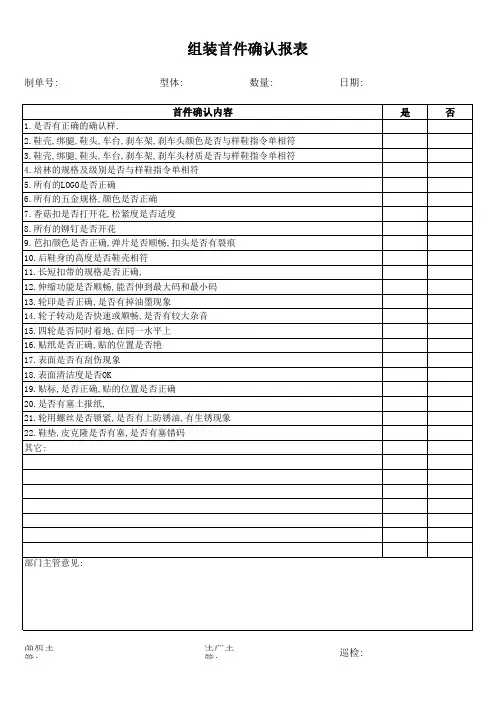
首件检验记录表
日期时间产品工人质量要求检验结果检查人备注
不变形,无板面凹凸,无裂纹,
无鼓包鼓泡无榫舌及边角缺损,
无痕纹
不变形,无板面凹凸,无裂纹,
无鼓包鼓泡无榫舌及边角缺损,
无痕纹
不变形,无板面凹凸,无裂纹,
无鼓包鼓泡无榫舌及边角缺损,
无痕纹
不变形,无板面凹凸,无裂纹,
无鼓包鼓泡无榫舌及边角缺损,
无痕纹
不变形,无板面凹凸,无裂纹,
无鼓包鼓泡无榫舌及边角缺损,
无痕纹
不变形,无板面凹凸,无裂纹,
无鼓包鼓泡无榫舌及边角缺损,
无痕纹
不变形,无板面凹凸,无裂纹,
无鼓包鼓泡无榫舌及边角缺损,
无痕纹
不变形,无板面凹凸,无裂纹,
无鼓包鼓泡无榫舌及边角缺损,
无痕纹
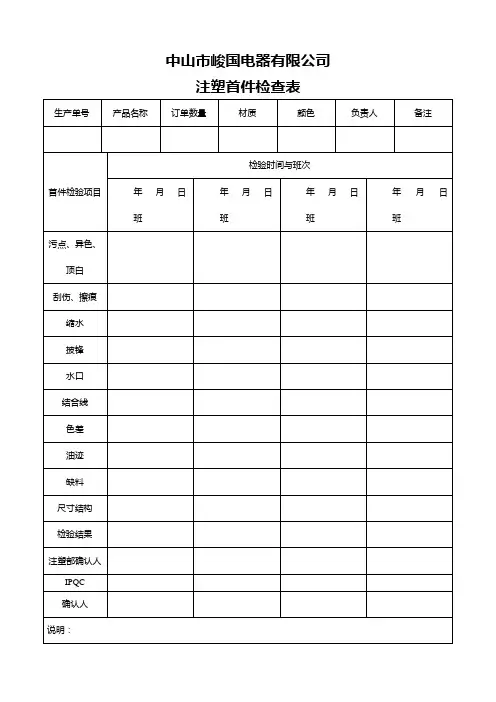
注:当日开机生产前应进行一次检查,检查合格后方能批量生产。
产品名称图号规格/型号班 组生产日期
检验时间 时 分
12345
外观
结构/装配
客诉跟进
最
终判定
结果
□合格
□不合格
□开机/开线首检 □修模首件 □转产首件
□生产参数变更 □材料变更 □其他:
实测值
质量部核准:
日 期:
检验员:
日 期:
1、所有项目均需连续检查最少3PCS。
2、首检的可靠性检测项目仅进行短时间能得出结论的试验。
(如拉力/吊重等)
3、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好3PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。
2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。
是否同意量产:
□是 □否
3、适用范围:新产品投入量产、间隔三个月又恢复生产、设计图纸发生重大变更、工艺流程和模式发生重大变更、其它指定项目等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”。
首件信息
检
查记录注意事
项填写说明
项目
尺寸
功能
F01/ZB.C-QM48
可靠性
持续改善
检验标准判定
首件检查记录表
备注。