型钢钢管钢板弯曲工艺守则样本
- 格式:doc
- 大小:861.50 KB
- 文档页数:11
目录1. 主体内容与适用范围 (2)2.编制依据 (2)3.钢管热煨弯的一般要求 (2)4. 热煨弯一般过程 (3)1. 主体内容与适用范围1.1 主体内容:钢管热煨弯的一般要求。
1.2 适用范围:适用于建筑钢结构钢管的热煨弯。
2.编制依据《钢结构施工验收规程》 GB50205-20013.钢管热煨弯的一般要求(1)钢管原材进厂检验依据《结构用无缝钢管》GB/T8162和《直缝电焊钢管》直缝电焊钢管GB/T13793。
此规范请参见《管桁架通用工艺》原材进厂检验部分。
热弯管的制作难点在于:烤火温度不容易控制,容易出现温度不够和过烧现象。
易出现旁弯和端头椭圆压扁。
(2)热煨弯是将钢材加热至900-1000℃之间,使钢材减小强度、增加塑性的基础上再模具上进行弯制加工,本法适用于较厚板钢管(厚度大于6mm)的弯制。
加热温度应控制在900-1000℃之间,钢材温度和颜色的辨别如下表:颜色温度℃颜色温度℃黑色470℃以下亮樱红色800-830暗褐色520-580 亮红色830-880赤褐色580-650 黄赤色880-1050暗樱红色650-750 暗黄色1050-1150深樱红色750-780 亮黄色1150-1250樱红色780-800 黄白色1250-1300 说明:上表所列的为白天观察的颜色,在日光下颜色相对较暗;在黑暗中,颜色相对较亮。
温度要求严格时,应采用红外线测温仪进行测量。
加热温度在500-550℃时,钢材产生蓝脆。
在这个温度范围内,严禁锤打和弯曲,否则钢材容易断裂。
(3)碳素结构钢在温度下降到700℃之前、低合金结构钢在温度下降到800℃之前,应结束加工。
应在空气中缓慢冷却。
(4)弯曲过程是在材料弹性变形后再达到塑性变形的过程,拉伸和压缩使材料内部产生应力,从而引起材料的一定的弹性变形,一旦外力作用(或同时降温),材料会产生一定的回弹,回弹量一般为0.04-0.06R(R 为半径)。
影响回弹的因素主要有: 材料的机械性能:屈服强度越大,回弹越大。
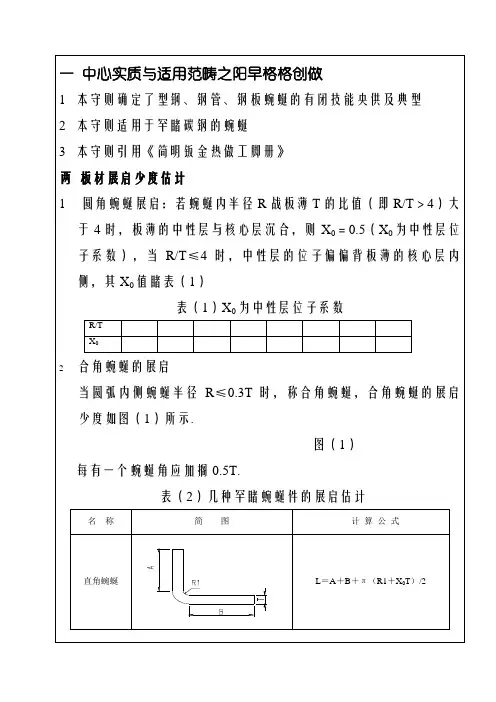
发放序号:01板材弯形工艺守则编号:GY02-2024编制:审核:批准:*********有限公司2024年5月1日1、适用范围本守则适用于板材沿直线弯成一定角度的工作压弯工序。
2、设备与工具2.1 通用设备W67Y-63折弯机。
2.2 专用工具:90 压弯模、R2、3、5、8、12、20的压弯模及常用的槽板模等。
2.3 定位装置:热铁、样板、随机附件等。
2.4 常用工具及检具:手锤、样冲、扳手、卷尺、钢板尺、=弯尺、万能角度尺、水平角尺、千分尺、卡尺、尺规等。
3、工艺准备-4表中的最小弯曲半径由弯曲线与材料碾压线相互的方向关系决定:两者相互垂直压弯时,以表中最小值为最小弯曲半径;两者相互平行压弯时,以表中最大值为最小弯曲半径。
通常平行压弯的最小弯曲半径比垂直压弯要大40~50%左右。
4.3弯曲线的弯型区域不得冲缺或钻孔,在弯型区域以外3~4㎜处方可冲缺或钻孔,但该处冲缺应为园角。
55.3检查试车工件的弯曲角度,如果不合格就继续调整,直至合格为止。
5.4 试弯首件,质检员检验合格后,进行批量折弯。
5.5 若选择未注尺寸公差,可按表2规定,门壳应选取负值。
表26、检查6.1 每种弯型工件的首件、末件必须由质检员依据图样及弯型工艺文件要求检验。
6.1.1 检查变形长度的极限偏差按表2规定。
6.1.2 检查变形角度的极限偏差按表3规定。
6.1.3 测量方法弯形件角度的测量,用万能角度尺进行测量,测量点在两端附近,对于1m以上长度的弯形件,必须测量其三点,即中间有一测量点。
6.2 批量生产时,责任人、质检员应根据图样和弯型工艺文件要求随机抽检。
发现不合格,应暂时停止折弯,分析查明原因并采取措施解决,再继续折弯。
6.3将不合格品与合格品分开放置。
折弯结束后,质检员记录不合格品数。
6.4 不合格品返工返修或补做工件,以保证需求数量。
6.5质检员对合格品工件标识放行。
6.6对不能及时处理的不合格品,应存放在不合格品区。
钢筋弯曲安全操作规程钢筋弯曲是建筑施工中常见的工序之一,但由于操作不当可能会导致安全事故的发生。
为了确保操作人员的安全和施工质量,需要制定相应的安全操作规程。
以下是钢筋弯曲安全操作规程的一些基本要点:一、操作前的准备工作1. 钢筋弯曲前,必须对工作区域进行清理,确保地面平整,没有杂物和障碍物。
2. 检查钢筋弯曲机和工具的状态,确保其正常运转并不存在异常情况。
3. 操作人员应穿戴好安全防护装备,包括头盔、安全鞋、耳塞、防护手套等,确保自身安全。
二、操作过程中的安全要求1. 操作人员在进行钢筋弯曲时,应按照图纸和规范要求进行操作,并严格控制弯曲度和弯曲角度。
2. 操作人员要保持专注,遵守工艺要求,不得随意更改弯曲机的参数设置。
3. 在弯曲过程中,操作人员要时刻注意机械设备的运行情况,发现异常立即停止操作,检查故障原因并进行维修。
4. 严禁在操作过程中将手或其他身体部位放入弯曲机内,防止意外伤害的发生。
5. 弯曲机周围必须设置警示标识,告知其他人员禁止靠近操作区域。
三、操作后的收尾工作1. 完成钢筋弯曲后,及时清理工作区域,将弯曲产生的废料和碎片清理干净。
2. 将钢筋弯曲机进行养护和维护,保证其正常运转并延长使用寿命。
3. 工作人员要随时注意自身健康状况,如出现疲劳或不适应该及时休息或就医。
四、事故应急处理1. 如发生事故或操作过程中出现意外情况,操作人员要立即停止操作,并向相关责任人报告,并对现场进行控制和保护,防止进一步意外事故的发生。
2. 如操作人员受伤,应立即进行急救处理,并送往医院进行进一步治疗。
五、安全培训和监督1. 对参与钢筋弯曲操作的人员进行必要的安全培训,包括操作规程、施工安全措施、急救知识等。
2. 监督和检查施工现场的操作情况,发现操作不当或存在安全隐患时,及时进行纠正和整改,确保施工安全。
总结:钢筋弯曲是建筑施工中必不可少的工序之一,但操作过程存在一定的危险性。
为了确保操作人员的安全,制定钢筋弯曲安全操作规程非常重要。
金属管弯曲试验操作规程(ISO9001-2015)1.0 目的和范围1.1本文件规定了测定圆形横截面的金属管弯曲塑性变形能力的试验方法。
1.2本文件适用于外径≤65mm的钢管。
1.3外径≤60mm的直缝电焊钢管,可用弯曲试验代替压扁试验。
1.4金属管横向条状试样的弯曲试样方法应根据GB/T 232来进行,以增加试样的原始弯曲率。
2.0 符号,名称和单位本文件使用的符号,名称和单位在下表中规定。
符号名称单位a(1)管壁厚度mmD 金属管原始外径mmL 试样原始长度mmr 弯心半径mmα弯曲角度(º)(1)在钢管标准中也用符号T表示此参数3.0 规范性应用文件下列文件对于本文件的作用是必不可少的。
凡是注日期的应用文件,仅注日期的版本适用于本文件。
凡是不注日期的应用文件,其最新版本(包括所有的修改单)适用于本文件。
3.1 GB/T 2975 钢及钢产品力学性能试验取样位置和试样制备3.2 GB/T 244 金属管弯曲试验方法3.3 GB/T 232 金属材料弯曲试验方法3.4 GB/T 13793 直缝电焊钢管4.0 原理将一根全截面的金属直管绕着一个规定半径和带槽的弯心弯曲,直至弯曲角度达到相关产品标准所规定的值。
5.0 试验设备5.1弯曲试样设备应在弯管试验机上进行,试验时试验机应能防止管的横截面产生椭圆变形。
5.2弯管试验机的弯心应具有与管外轮廓相适应的沟槽。
弯心半径由相关产品标准规定。
注:弯心半径的偏差,沟槽的深度和椭圆度均对实验结果有影响。
5.3 直缝电焊钢管弯曲半径为钢管外径的6倍,弯曲角度为90º,试验后焊缝处不得出现裂纹和裂口。
6.0 试样试样应是金属直管的一部分,并能在弯管试验机上进行试验。
7.0试验程序7.1试验一般应在10℃∽35℃的室温范围内进行。
对要求在控制条件下进行的试验,试验温度应为23℃±5℃。
7.2通过弯管试验机将不带填充物的管试样弯曲,试验时应确保试样弯曲变形段与金属管弯心紧密接触,直至达到规定的弯曲角度。

弯管工艺守则一、弯管前的准备工作1、材料选择选用符合设计要求的管材,材质、规格和壁厚应符合标准。
检查管材表面质量,确保无裂纹、凹陷、划伤等缺陷。
2、弯管设备的检查与调试检查弯管机的各个部件是否正常,如模具、夹具、传动系统等。
调试弯管机的参数,如弯曲角度、弯曲半径、推进速度等,以适应即将进行的弯管操作。
3、测量与标记根据设计图纸,准确测量管材需要弯曲的位置和长度,并做好标记。
使用合适的量具,如卷尺、角尺等,确保测量的准确性。
二、弯管操作要点1、装夹管材将管材正确地安装在弯管机的夹具上,确保管材的中心线与弯管模具的中心线重合。
夹紧管材,防止在弯曲过程中发生移动或松动。
2、弯曲过程启动弯管机,按照预设的参数进行弯曲操作。
控制弯曲速度,避免过快或过慢,以保证弯曲质量。
在弯曲过程中,密切观察管材的变形情况,如有异常应立即停机检查。
3、弯曲角度的控制利用弯管机上的角度测量装置,实时监测弯曲角度,确保达到设计要求。
对于精度要求高的弯管,可进行多次微调,以达到准确的角度。
4、弯曲半径的控制根据设计要求选择合适的弯管模具,确保弯曲半径符合规定。
检查弯曲后的管材半径,如有偏差应及时调整工艺参数或更换模具。
三、弯管后的处理1、外观检查检查弯曲后的管材外观,是否有褶皱、裂纹、过度变薄等缺陷。
对于表面有轻微缺陷的管材,可以进行修复处理,如打磨、补焊等。
2、尺寸测量再次测量弯曲后的管材尺寸,包括弯曲角度、弯曲半径、长度等,确保符合设计要求。
如有尺寸偏差过大的情况,应分析原因,采取相应的纠正措施。
3、去应力处理对于某些材质的管材,弯曲后可能会产生残余应力,需要进行去应力处理,如热处理等。
去应力处理应按照相关标准和规范进行,确保管材性能不受影响。
四、质量检验标准1、弯曲角度偏差一般情况下,弯曲角度偏差应控制在±1°以内。
对于高精度要求的弯管,角度偏差应更小,具体根据设计要求确定。
2、弯曲半径偏差弯曲半径偏差应不超过设计半径的±5%。
板材折弯工艺守则
图1液压折弯机;数控液压折弯机;卷尺、塞尺、角度尺、游标卡尺、千分尺等
图2
折弯机的压力,可随工件所需折弯压力的大小无级调整。
上下模接触后,转动溢流阀手柄就可改变折弯压力的大小,当达到要求值,锁紧手柄。
折弯机的压力大小可从压力表上指示出来。
一般溢流阀的工作压力调定为250Kg/cm2。
注意事项
当零件需要折弯时,其折弯高度<80mm。
如超过80mm则需要换刀口,或调整折弯
图3 图4 零件折弯后棱角应用万能角度尺测量,测量点不得少于三点,取其中最大的误
零件弯折线的直线度的测量将零件立放在检查平台上,用厚薄规测量,如图每天工作完毕应将设备擦洗干净,并加入润滑油。
图5。
板材折弯工艺守则1. 适用范围本工艺守则适用于使用弯曲压力机和数控折弯机对板料零件的加工。
2. 材料冷、热扎钢板,敷铝锌板。
3. 设备工装工具3.1 弯边机WY67-160/4000,工件压力1600KN,加工长度4.0m;数控折弯机HPB-12530AT,工件压力125ton,最大弯曲能力:5×3100mm,最大弯曲面积:100×3100mm;数控折弯机PS25032K,工件压力250ton,最大弯曲能力:8×3200mm。
3.2 各种弯边模,活动扳手。
4. 工艺准备4.1 调整好设备,根据加工件的要求选择并安装好弯边模。
4.2 把所需加工的工件放在工位器上,等待加工。
5. 工艺要求及工艺过程5.1 按图样标明的弯边方向和尺寸,对工件进行加工;确定弯曲多角的复杂零件时,弯边先后顺序很重要,不但关系到生产率的高低和产品质量,有时决定了零件是否能制出,故加工前一定要先确定弯边顺序,原则上应从外向内依次弯曲。
5.2 选择适当的上模和下模。
5.3 计算弯曲压力,调整高压溢流阀。
5.4 安装上、下模,升起滑块,放好下模,上模安装要两端平行,模口顶端成一直线(上模往往需多段拼接)。
从滑块口槽外侧向里将上模推到滑块中心位置使机床受力均衡,并固定螺栓。
点动开车,使上模缓慢进入选好的下模口内,调整下模,使上模中心正对下模口中心,固定好下模。
5.5 升起滑块,按弯边尺寸调整档板(靠山);对于数控折弯机可自动调节。
5.6 凡需保证加工工件的中间尺寸公差的,可采用外靠山的调整方法,借用机床原有搁料架装上移动定位靠山,当调整到所需要的尺寸时,再用螺栓固定,并需首件检查,中间抽查,以防靠山经常冲击而移动,影响零件质量。
5.7 弯曲角度的调整。
只须转动滑块下限调整手轮以控制上模进入下模的深度,一般必须经过试弯方可进行弯曲工作。
5.8 弯板工序是产品外形质量的关键,板料展开尺寸的确定是按理想状态和参数计算,且存在着前道工序板料厚度的误差,以及板料的各向异性,弯曲时各向延伸率的不同等等,在弯制属组成产品外形部分的尺寸和安装零件配合部分尺寸时为确保图样尺寸的要求,应试弯后才能施工,必须做好首件检查,中间抽验工作。
折弯作业指导
一、折弯工作总则
1、钢管杆的折管工序分为多棱形折管、圆形折管。
2、在折弯前须根据不同的边数(直径)准备角度(弧形)卡板。
二、折弯工作
1、根据多棱形的边数先择相应的角度卡板或圆弧卡板。
2、选择试样进行试折弯,试样的尺寸宽约100mm,长约1000mm。
试弯时,慢慢地调整折弯机行程,用角度样板测量折弯角度。
待折弯角度达到要求后,固定折弯机的行程。
试样厚度应与产品要求钢板厚度相同。
3、正常生产
3.1按多棱形钢管塔的边数将板材分成若干等份,线条清晰。
划线等份和折弯次数如表2。
表2
3.2根据钢管单边长度先择相适宜的下模具。
3.3将已划线钢板用行吊移至工作台(核实坡口朝向),进行折弯。
折弯刀位的次序如下图示意(示例为8边形):
图1
3.4正常生产折弯第一道线1-1’(图1)后,应进行首检,检验合格后方可继续生产。
3.5折弯成形后,用卷扬机将管塔从折弯机上取下。
3.6用行车将管塔吊到半成品区。
钢板折弯工艺守则1.适用范围本守则适用于折弯机床加工的各种黑色金属的各种角度的折弯加工。
2.材料2.1材料应符合图纸要求。
2.2 应具有良好的表面质量,表面应光洁平整、无锈蚀等缺陷,厚度应符合公差规定。
3.设备及工艺装备a.折弯机;模具;b.扳手、毛刷、手锤、油壶;游标卡尺、钢板尺、卷尺、角度尺等。
4.工艺装备4.1 检查材料的长、宽、厚,料纹方向应符合图纸要求,板材应清洁卫生。
4.2 根据图纸选用合适模具。
4.3 检查折弯机状况并进行卫生清理及保养4.4 工件加工完后应对折弯机及模具进行卫生清理5.工艺守则5.1 折弯守则的几点说明:5.1.1 本折弯守则根据现有折弯机凸凹模的几何形状而定。
5.1.2 不同弯边圆角采用不同R的凸模弯制,不同的材料厚度则需调换不同深度(即不同宽度)的凹模弯制。
5.1.3 本守则列有弯角尺边、弯外翘边、弯内翘边的有关极限尺寸表(表四、五、六、七、八)及材料厚度,弯边圆角与凹模深度关系表,弯边圆角展开尺寸表和各种材料最小弯曲半径表(表一、二、三)5.1.4 复式弯边是角尺边、外翘边、内翘边的数种情况的相互结合,其弯制方法可参照表九。
5.1.5本守则所列的各项参数可作为产品图纸弯边设计的依据。
5.2 材料厚度、弯边圆角与凹模深度关系表(表一)表一(括号内尺寸为数控折弯机尺寸)㎜5.3 各种材料最小弯曲半径表(表二)表三单位:mm5.5aa min 最小弯折尺寸 amin= h + c = b / 2 + ch 凹模深度 (h = b / 2 )弯边的最小极限尺寸决定于凹模深度及搁置尺寸,对于板厚为1~3㎜的搁置尺寸均为3㎜,对板厚3㎜以上的搁置尺寸均等于板厚。
表四(括号内尺寸为数控折弯机尺寸)㎜5.6外翘边弯边最小极限尺寸表(表六)弯外翘边,弯第一边弯第一边等同于弯角尺边的情况,弯第二边最小极限尺寸决定于选用弯边槽中心至外边的最小尺寸、弯第一边的弯边圆角及材料厚度。
d弯边槽中心至外边的最小尺寸 R 第一边的弯边圆角 t 材料厚度d 的数值见表五,弯第二边最小极限尺寸见表六表五 mm表六 (括号内尺寸为数控折弯机尺寸) mm5.7 内翘边弯边最小极限尺寸表(表七)数控折弯机内翘边弯边最大极限尺寸(图表一、表二) 弯内翘边: 弯第一边弯第二边;和第二边的弯边尺寸。