YH端子压接规范-Rev03
- 格式:pdf
- 大小:1.41 MB
- 文档页数:18

二合格连接器端子压接规范介绍1.压接高度过小2.压接高度过大3.&4.绝缘压接过小或过大5•松散的线芯6.剥线长度过短7.线缆插入过深8."香蕉"(过度弯曲)端子9.压接过于靠前10.喇叭口过小11.喇叭口过大12.尾料过长13.弹性片弯曲准则介绍正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。
但是还没有完全到长岀一口气的时候,特别是如果您选择的连接器使用压接系统。
虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付岀的所有辛苦努力。
虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
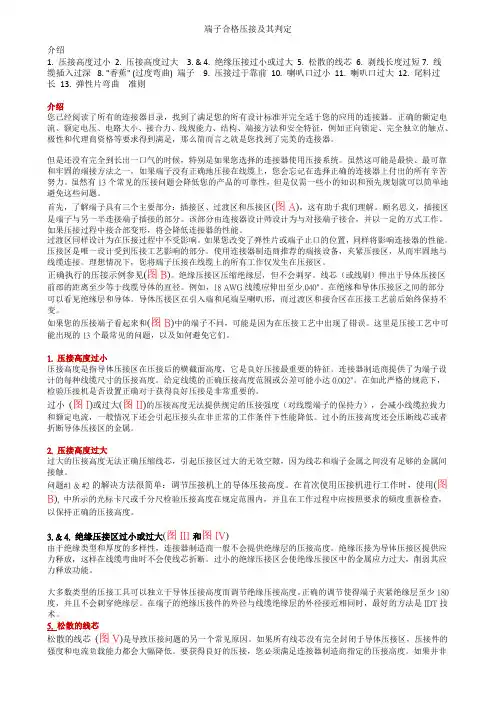
首先,了解端子具有三个主要部分:插接区、过渡区和压接区molex 端子剖析圧接区I过渡区I接合区绝缘圧接SA(图A)这有助于我们理解。
顾名思义,插接区是端子与另一半连接端子插接的部分。
该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。
如果压接过程中接合部变形,将会降低连接器的性能。
过渡区同样设计为在压接过程中不受影响。
如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。
压接区是唯一设计受到压接工艺影响的部分。
使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。
理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
正确执行的压接示例参见图 B[/b]。
绝缘压接区压缩绝缘层,但不会刺穿。
线芯(或线刷)伸岀于导体压接区前部的距离至少等于线缆导体的直径。
例如,18 AWG 线缆应伸出至少.040"。
在绝缘和导体压接区之间的部分可以看见绝缘层和导体。
导体压接区在 引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。
合格连接器端子压接规范介绍1. 压接高度过小2. 压接高度过大3. &4. 绝缘压接过小或过大5. 松散的线芯6. 剥线长度过短7. 线缆插入过深8."香蕉"(过度弯曲) 端子9. 压接过于靠前10. 喇叭口过小11. 喇叭口过大12. 尾料过长13. 弹性片弯曲准则介绍正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。
但是还没有完全到长出一口气的时候,特别是如果您选择的连接器使用压接系统。
虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付出的所有辛苦努力。
虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
首先,了解端子具有三个主要部分:插接区、过渡区和压接区(图A)这有助于我们理解。
顾名思义,插接区是端子与另一半连接端子插接的部分。
该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。
如果压接过程中接合部变形,将会降低连接器的性能。
过渡区同样设计为在压接过程中不受影响。
如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。
压接区是唯一设计受到压接工艺影响的部分。
使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。
理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。
正确执行的压接示例参见图B[/b]。
绝缘压接区压缩绝缘层,但不会刺穿。
线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。
例如,18 AWG线缆应伸出至少.040"。
在绝缘和导体压接区之间的部分可以看见绝缘层和导体。
导体压接区在引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。
如果您的压接端子看起来和图B[/b]中的端子不同,可能是因为在压接工艺中出现了错误。
端子压接技术检验规范
1.目的
为保证公司生产的产品质量,为压接作业员和半成品检验员提供检验方法及依据。
2.测试设备
拉力测试仪、显微镜、卡尺、千分尺、直尺
3.检验方案
3.1外观全检、尺寸抽检、拉力抽测;
3.2高度:抽测250到500个检查一次绝缘皮压接高度和芯线压接高度;
3.3质量控制:所有不合格品按不合格品处理流程执行;
4.压接高度
压接高度是在压接后,通过量测芯线和绝缘层压装的中央部H(见下图),压装高度参考拉力、压接高度对照表。
5.压接外形要求、:
压接重点管控项目如下:
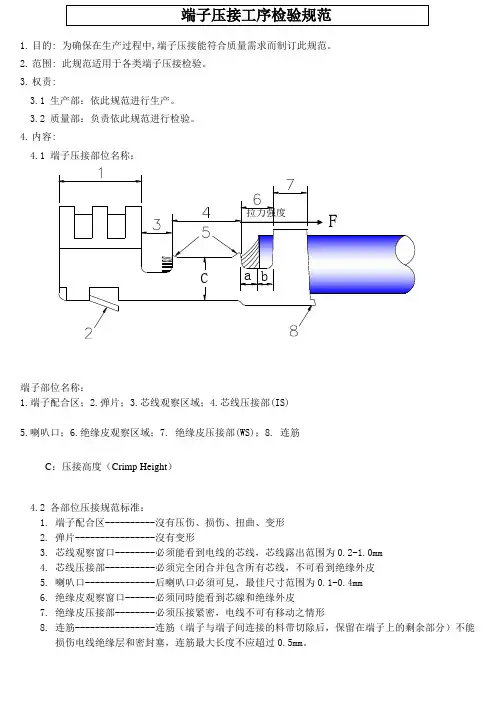
端子压接技术检验规范
6.标准压接图示与压接不良图示
6.1压接标准图示:
6.2压接不良图示
芯线露出绝缘皮压接过少端子头部变形残留带过长
线芯断裂绝缘皮进入线芯压接区端子变形(低头)残留带过长
无线芯电缆剥皮不良端子变(翘头) 倒钩变形
线芯伸出过长电缆绝缘皮破损端子左右歪斜无倒钩
端子压接技术检验规范
后脚压断绝缘层压接过高端子扭曲变形无喇叭口
压两个端子绝缘层压接过高,绝缘皮压伤端子变形(开裂) 喇叭口过大
压两根线材高低脚,绝缘皮压伤端子变形(端子偏头) 排线方向压反不符合图纸绝缘皮压接毛刺过大绝缘压着部错位端子变形(倒钩平低或无倒钩)长短线线芯压装毛刺过大绝缘层压装过量端子变形(端子断开)
测抽。
连续端子压接标准要求连续端子压接是一种常见的电气连接方式,常见于电子产品、家用电器和电气设备中。
它通过将电线插入端子的孔中并将其压紧来建立可靠的电气连接。
在生产和安装过程中,连续端子的压接必须符合一系列的标准要求,以确保连接的可靠性和安全性。
连续端子压接的标准要求包括端子的设计和材料选用。
端子应具有良好的导电性和导热性能,并能承受一定的电流负荷和温度。
常见的端子材料包括铜、铝和铜合金,其设计应考虑到导线的尺寸、形状和保护性外壳等因素。
连续端子压接的标准要求还包括压接工具和压接操作的规范。
压接工具应具备足够的压力和控制力,并具备良好的耐磨性能和稳定性。
对于不同类型和尺寸的端子,应选择适当的压接工具,以确保良好的连接效果。
压接操作应按照相应的标准要求进行,包括端子孔口的清洁、导线的正确插入、压接力的施加和保持时间的控制等。
对于不同类型和尺寸的端子,操作方法可能会有所不同,但都需要遵循可靠性和安全性的原则。
在压接过程中,还应注意防止导线断裂、端子变形和压接不牢固等问题的发生。
除了上述要求,连续端子压接还需要满足一系列的性能测试和质量控制要求。
例如,压接连接应能够承受一定的拉力、振动和温度变化,并保持稳定的电阻值。
对于大规模生产的产品,还需要进行批量测试和质量抽检,以确保全部连接质量符合要求。
连续端子压接的标准要求还包括可靠性和安全性的评估。
连接应具有良好的电气传导性和机械强度,以保证电流正常传输和连接不松脱。
此外,压接连接的质量还应受到长期使用、振动、温度和湿度等环境因素的影响,并具备一定的防护性能和耐久性。
总之,连续端子压接标准要求包括端子的设计和材料选用、压接工具和压接操作的规范、性能测试和质量控制要求以及可靠性和安全性的评估等方面。
这些要求的实施可以确保连续端子连接的可靠性和安全性,提高电子产品和电气设备的性能和质量。
端子压接规范端子压接是指通过加压的方式,将导线固定在电气设备或连接器的接触片上,实现电流的传递和连接的一种方法。
在电气工程的安装和维护过程中,端子压接是一个非常重要的环节,其质量的好坏直接关系到电气设备的安全可靠性。
为了确保端子压接的质量,一般有以下几个规范需要遵守。
首先,选择适当的压接工具和压接型号。
不同类型的导线和连接器需要使用不同的压接工具和型号。
所选用的压接工具和型号应与导线和连接器的尺寸和材质相匹配,以充分保证压接的安全可靠性。
其次,在进行端子压接之前,需要对导线进行剥皮和铜芯镀锡处理。
导线的剥皮长度应符合规定,一般为导线长度的1.5倍,以确保在压接过程中,导线可以完全进入连接器的接触片内,并与之充分接触。
铜芯镀锡可以提高导线与连接器的接触面积和接触质量,增加导线与连接器之间的连接可靠性。
接下来,进行端子压接时,需要掌握压接力度和时间。
压接力度要适中,不宜过大也不宜过小。
过大的力度可能会损坏导线或者连接器,导致连接不牢固;过小的力度则可能造成导线与连接器之间的接触不良,导致电流接触电阻过高。
压接时间也需要适当把握,不能过长也不能过短。
过长的时间会过分加热导线和接触片,可能导致松动或变形;过短的时间则可能导致接触不良或者连接不牢固。
最后,在端子压接完成后,应进行质量检查和测试。
检查的内容包括:导线是否完全进入接触片内;接触片是否与导线充分接触;导线与连接器之间是否有松动现象。
测试的内容包括:使用万用表测试导线的电阻值;进行拉力测试,检查连接是否牢固。
只有通过了质量检查和测试,才能确定端子压接的质量符合规范要求。
总之,端子压接是电气工程中非常重要的一环,其质量的好坏直接关系到电气设备的安全可靠性。
在进行端子压接时,需要选择适当的压接工具和型号,正确进行剥皮和铜芯镀锡处理,掌握适当的压接力度和时间,以及进行质量检查和测试。
只有规范地进行端子压接,才能确保电气设备的正常运行和安全可靠。
实用标准文案端子压接工艺规范目录修改记录. ..................................................... 错误!未定义书签。
目录. (1)参考文件. (3)1目的 (4)2适用范围 (4)3适用人员 (4)4名词术语 (4)5工艺 (4)5.1工艺流程 (4)5.1.1备线工艺流程 (4)5.1.2压接工艺流程 (5)5.2工艺原理 (5)5.3工艺要求 (5)5.4工作环境 (5)文档大全5.5设备、工具及要求 (5)5.5.1工具及要求 (5)5.5.2压接工具的校准 (6)5.5.3检验装置 (6)6质量控制 (6)6.1控制点 (6)6.2控制方法 (7)6.2.1备线的检验 (7)6.2.2压接过程控制及拉力实验 (7)6.2.3压接完成后的目检 (7)6.3备线 (7)6.3.1普通导线备线 (7)6.3.2同轴及双轴线缆备线 (10)6.4压接 (11)6.4.1............................................. 6.4.1. 普通导线端子压接116.4.2同轴及双轴线缆中心导体端子压接 (23)6.4.3屏蔽层压接 (24)6.5拉力实验的质量记录 (26)6.5.1拉力实验的质量记录应包括的信息 (26)6.5.2检验记录保存期限 (27)附录1. 拉力实验验收表 (28)线缆及线束组件的要求与验收》《电子组件的可接受性》参考文件[1]IPC/WHMA-A-620[2]IPC-A-610D1目的1.1.1.1本工艺规程作为端子压接的工艺标准。
2适用范围2.1.1.1本工艺规程适用于产品的端子压接及检验。
3适用人员3.1.1.1本工艺规程适用于电子装联操作人员、质量检查人员及其它相关人员。
4名词术语4.1.1.1美国线标(AWG标明导线直径的标准规格,主要用于美国。
4.1.1.2鸟笼形:导线股线与导线原状分离。
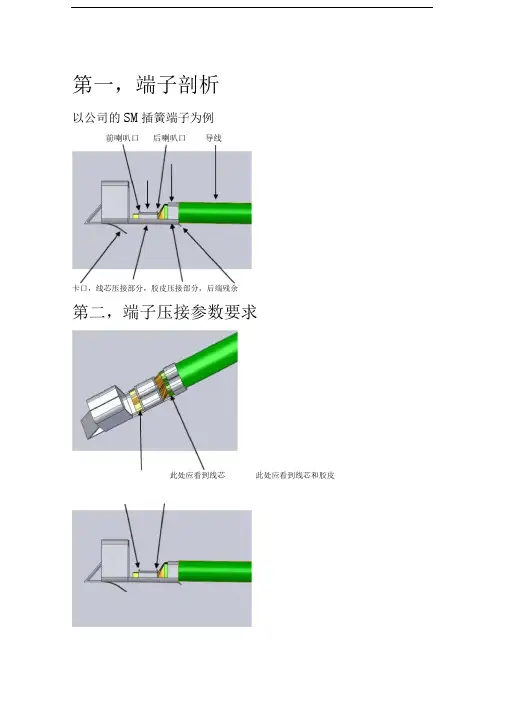
第一,端子剖析
以公司的SM插簧端子为例
前喇叭口后喇叭口导线
卡口,线芯压接部分,胶皮压接部分,后端残余第二,端子压接参数要求
此处应看到线芯此处应看到线芯和胶皮
端子与电线压接后的拉力试验
1,端子与电线的压接应牢固,在规定拉力下不应损伤或脱开,其拉力值应不小于下表的规
不良压接
线芯太长压着胶皮线芯太短
端子坏掉芯线外露
端子变形
(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注!)。
端子压着标准及检验规 范全Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】1. 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2. 范围: 此规范适用于各类端子压着检验.3. 权责:制造部:依此规范进行生产.品质部:负责依此规范进行检验.4. 内容:端子压着部位名称:端子部位名称:各C部:位压压着着高规度范(标Cr准im:p Height)1.端子配合区 2.弹片F 1.2. 3.端弹芯子片线配-观-合-察-区-窗---口--------------------------没没必C 有有须压变能伤形看a 、到b损电伤线、的扭芯曲线拉、,力变芯强形线度露出范围为芯线345...压芯芯喇着线线叭部观压口--察着--窗部--口(-I-S-)-必须完全闭合并包含所有芯线,不可看到绝缘外皮6.绝缘皮观察窗口4. 喇叭口--------------後喇叭口必须可见,最佳尺寸范围为绝缘皮观7.察绝窗缘口皮--压--着--部必(须WS同) 时能看到芯线和绝缘外皮8.料带5. 绝缘皮压着部--------必须铆合紧密,电线不可有移动之情形9.料带6. 料带----------------前端料带尺寸范围为,后端尺寸范围为 mm端子各部位压着确认: 4.3.1 喇叭口位置确认○ 良好△ 可接受× 不可接受前后均有喇叭口后方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线4.3.2 料带切断位置确认(参考)4.3.3 电线位置确认 ○ 良好△ 可接受△ 可接受×?不可接受×?不可接受×?不可接受绝缘皮压着过短,此种不良现象 将造成端子拉力不足,易脱落。
绝缘皮压着过长,将造成铜丝易断 落或接触不良,出现开路或瞬间开路。
芯线压着过短,此种现象易造 成端子拉力不足,易脱落×?不可接受×?不可接受×?不可接受导体压着过长,此现象将造成端 子不易与 HOUSING 实配,影响装配。
1.目的为规范本公司的线束端子压接操作,规定端子压接标准,提高产品品质。
2.范围本规范适用于公司所有线束压接操作。
3.职责3.1技术部:负责制作线束图纸、制定端子压接标准。
3.2制造部:负责按照线束图纸及线束端子压接标准进行生产。
3.3品保部:负责对端子压接的品质确认及本规范执行的监督。
4.内容4.1名词4.2通用要求× 不可接受 × 不可接受 × 不可接受绝缘皮压着过短,此种不良现象将造成端子拉力不足,易脱落。
绝缘皮压着过长,将造成铜丝易断落或接触不良,出现开路或瞬间开路。
芯线压着过短,此种现象易造成端子拉力不足,易脱落导体压着过长,此现象将造成端子不易与HOUSING 实配,影响装配。
芯线压着过短,此种现象易造成端子拉力不足,易脱落芯线飞丝,可能造成拉力不足,且存在与相邻芯线短路的隐患4.4压接要求常见不良或缺陷4.4.1剥线不良注:1.剥线长度:①2.8铜件/2.8四方插:4±0.2mm ②小5556铜件:2.5±0.2mm 2.检查线芯是否受损,一定要剥开线皮3个mm 以上。
芯线断裂可接受根数4.4.2端子压接缺陷刺破绝缘皮-NG 没有压住绝缘皮-NG 绝缘皮被压进铆接端子-NG绝缘皮没有被铆接端子完全铆压-NG 导线松散,没有完全被铆压住-NG 铆压区内有股线被压住-NG线股终端在导体铆压区不可见-NG 线股超出端子高度-NG 线股伸出端子之外-NG线股伸进端子结合区-NG 端子变形-NG 线皮压接区变形-NG4.5外观检验端子压接尺寸及外观CCD要求(品保检查及员工自检)4.5.1线材的准备(参见线束图纸)4.5.2检查剥皮长度、线材长度、芯线剥皮损伤情况;4.5.3检验余料长度4.5.4导体压着区检验①压接高度,宽度及压接形状,背面批峰不超过0.13mm②导体压接部位必须完全闭合并包含所有线芯③后喇叭口必须可见④导体末端必须平齐、伸出压接区4.5.5绝缘皮压接①压接尺寸和压接形状,无特殊要求情况下压接高度取决于线材的大小,以能压紧线皮不刺穿为标准。