端子压接标准图示1
- 格式:doc
- 大小:1.00 MB
- 文档页数:1
端子接线压接高度及宽度标准端子接线压接是电气连接中重要的一步,它决定了电气连接的稳定性和可靠性。
在进行端子接线压接时,高度和宽度的标准非常重要。
本文将详细介绍端子接线压接的高度和宽度标准。
一、端子接线压接高度标准端子接线压接的高度标准是指端子上导体裸露的高度。
它对于电气连接的可靠性和绝缘性起着至关重要的作用。
一般来说,高度标准会根据不同的端子类型和应用领域有所不同。
对于一般的低压端子,其高度一般要求在1.5mm至2mm之间。
这是因为这些端子通常用于低压、低电流的电路连接,对于电气性能的要求相对较低,高度标准也相应较低。
而对于高压、高电流的端子,其高度标准则会相应提高。
在高电压、高电流的应用场景中,要求端子的压接面积尽可能大,以降低电阻和热量产生,提高电气连接的稳定性。
因此,这类端子的高度标准一般会在2mm至2.5mm之间。
此外,端子接头的高度标准还应该注意以下几点:1. 接线端子的高度要均匀一致,避免出现高低不平。
2. 不同型号、不同规格的端子在高度标准上可能有所不同,需要根据实际情况进行调整。
3. 在压接过程中,应避免过度压接导致高度不满足标准。
二、端子接线压接宽度标准端子接线压接的宽度标准是指按照端子的设计规格,导线被挤压后的宽度。
与高度标准类似,宽度标准也会根据不同的端子类型和应用领域有所不同。
在一般的低压、低电流的应用场景中,端子接线的宽度标准一般会在1mm至1.5mm之间。
这是因为低电流下,端子对于电阻和热量的要求相对较低,宽度标准也相应较低。
而在高压、高电流的应用场景中,端子接线的宽度标准则会相应提高。
高电流时,通过增加接线的宽度,可以减小导线的电阻和热量产生,提高电气连接的稳定性。
因此,这类端子的宽度标准一般会在1.5mm至2mm之间。
不同型号、不同规格的端子在宽度标准上也会有所不同,需要根据实际情况进行调整。
同时,在压接过程中,应避免过度压接导致宽度不满足标准。
总结:端子接线压接的高度和宽度标准是保证电气连接质量和可靠性的重要因素。
IPC-A-620标准培训忠佑电子(杭州)有限公司2006年09月A版IPC 简 介IPC(美国电子电路和电子互连行业协会)是国际性的行业协会,拥有约2300家会员公司,他们代表着当今电子互连行业所有的领域。
IPC的会员公司分布在全球近50国家和地区,这些会员公司既有员工人数仅25名,或者是全球知名的公司。
人们几乎每天都在使用他们的产品。
IPC成立于1957年,当时称为印制电路学会。
1977年,IPC的名称修改为电子电路互连和封装学会,以进一步反映与电子互连行业相应的种类繁多的产品。
1998年,我们的名称再次作了更改,暨IPC –Association Connecting Electronics Industries,来表明IPC成立后40多年来赢得的国际知名度和凸显IPC服务于电子互连行业的各个技术领域。
IPC会员公司的行业领域是:印制电路行业 -- 生产印制电路裸板的公司或单位,产品供他们自己使用或销售给OEM客户。
IPC会员公司中有全球知名的印制电路板制造商。
另外,会员单位名录中,注明了印制电路板供应商,设备制造商,原材料制造商和服务公司。
由于印制电路板是所有电子产品的基础,因此,设计和使用印制电路板的诸OEM,在会员单位名录有重点介绍。
电子组装行业 – 各类电子组装产品的公司,电子组装是电子产品的核心。
会员单位名录中,有自己完成组装的OEM,或者将产品和系统外发包给电子制造服务(EMS)公司的OEM。
IPC有着服务于EMS行业的悠久历史,如1984年出版第一份市场研究报告,80年代末期在行业中发展和推广EMS名称的应用。
所有的知名EMS公司都是IPC的会员。
名录中,按组装设备制造商,原材料制造商,分别介绍。
正如印制电路板行业一样,电子组装行业的会员也包括诸OEM公司。
设计 -- 设计印制电路板布线的设计师或公司。
一名设计师可以是在一家电路板制造公司,组装公司,或OEM工作;或者可以是独立的设计承包者。

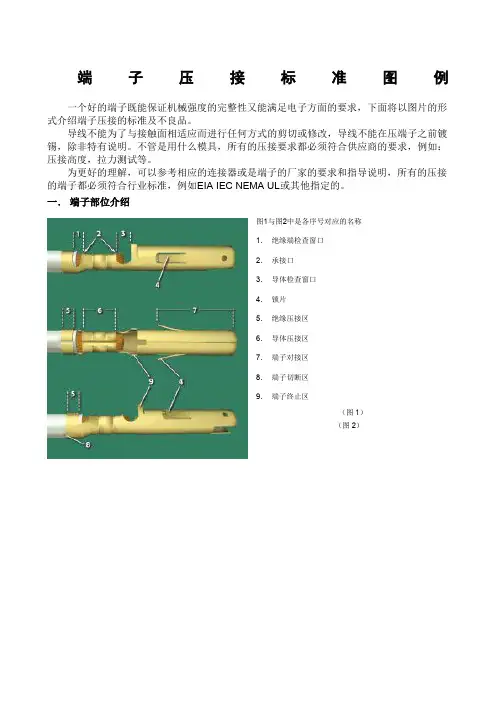
端子压接标准图例一个好的端子既能保证机械强度的完整性又能满足电子方面的要求,下面将以图片的形式介绍端子压接的标准及不良品。
导线不能为了与接触面相适应而进行任何方式的剪切或修改,导线不能在压端子之前镀锡,除非特有说明。
不管是用什么模具,所有的压接要求都必须符合供应商的要求,例如:压接高度,拉力测试等。
为更好的理解,可以参考相应的连接器或是端子的厂家的要求和指导说明,所有的压接的端子都必须符合行业标准,例如EIA IEC NEMA UL或其他指定的。
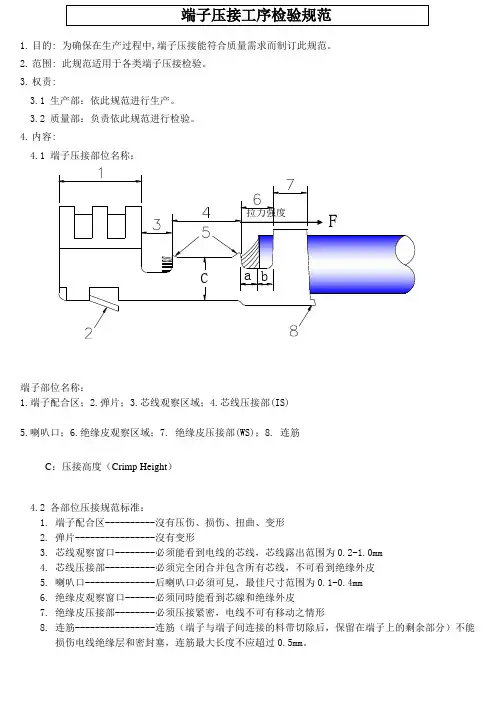
一.端子部位介绍图1与图2中是各序号对应的名称1.绝缘端检查窗口2.承接口3.导体检查窗口4.锁片5.绝缘压接区6.导体压接区7.端子对接区8.端子切断区9.端子终止区(图1)(图2)二.端子压接标准1.绝缘皮包裹要求:导线绝缘皮末端要超过绝缘压接区,在绝缘压接区与导体压接区中间位置。
绝缘皮要求很平整的形成完全被包裹而且是不能切断或是破环绝缘皮,不能破环绝缘外套。
假如有不同的导线,所有导线的绝缘皮都必须超过绝缘压接区(如两根及以上的连压)。
图3所示是绝缘皮的标准包裹及所在位置,即绝缘端检查窗口的中心位置(图3)图4中所示的4种情况是不符合标准要求但可以接受(1)只要绝缘压接压接区没有被切断,破坏,深入到电线绝缘表面,绝缘表面的微小的变形可以接受(2)绝缘压接扣对电线绝缘外套提供了180度的外围包裹,而且压接区的两头在电线绝缘外头的顶部连接(3)绝缘压接扣没有在顶部连接,但是环绕了电线,在顶部留下少于45度的开口(图4)图5中所示的两种情况是不符合标准要求但可以接受,1是导线绝缘皮太靠近导体压接区边缘,2是导线绝缘皮在绝缘压接区的检视窗边缘,没有进入绝缘端检查口区域(两种情况都需要用放大镜可以看到绝缘层和导线)。
(图5)以下列出了几种常见的不合格示例:图6所示属不合格,绝缘压接区碰到了导线里面的线芯。
(图6)图7所示属不合格,绝缘压接区要求有不少于180度包裹绝缘皮时才符合要求。
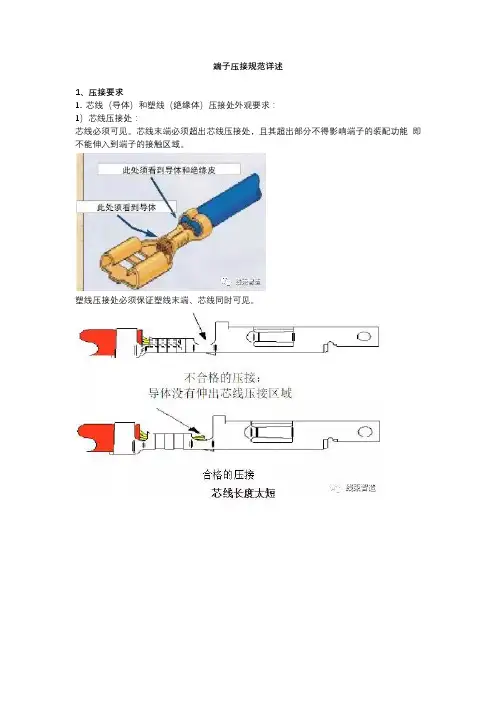
端子压接规范详述1、压接要求1. 芯线(导体)和塑线(绝缘体)压接处外观要求:1)芯线压接处:芯线必须可见。
芯线末端必须超出芯线压接处,且其超出部分不得影响端子的装配功能即不能伸入到端子的接触区域。
塑线压接处必须保证塑线末端、芯线同时可见。
2)芯线压接处、塑线压接处:导体不允许有任何单根导线外露及损伤。
针对以上要求,对于芯线和塑线压接外观的判定总则为:2. 喇叭口压接要求喇叭口分前喇叭口和后喇叭口。
后喇叭口必须保证能看到,前喇叭口最好也要有。
无喇叭口和过大的喇叭口都是不可接受的。
一般要求,喇叭口近似为端子材料的2倍,要求要后端必须能明显看到喇叭口,判定依据可参照下图:3. 余料切断要求端子压接时,要求必须能看到余料;过长的余料长度、无余料都是不可接受的。
通常要求余料切断长度为端子材料的1.0-1.5倍。
对于余料切断的具体长度判断要求满足以下三点:1)余料切断前端不超过0.3mm,后端长度不超过0.5mm;2)余料上的毛边不允许超过0.3mm;3)余料和毛边必须不能影响端子插入护套里。
4. 端子压接容易发生的变形及判断标准。
要求:端子弯曲变形不允许影响端子连接,及端子的接插功能。
5. 有密封塞的端子压接要求对于有些需要加密封塞的端子压接,主要有以下几点:1)密封塞在塑线压接部位必须安全可靠;2)密封塞在压接后无损坏现象;3)密封塞颈部末端在塑线压接和芯线压接之间必须可见;4)导线的绝缘皮在密封塞内必须可见。
2、压接截面1. 压接截面分析判定:1)压接对称;2)所有的芯线都被压紧;3)端子芯线压接内壁无裂缝;4)芯线压接区压接片中心闭合,顶端无间隙。
合格的塑线压接有以下三种压接方式:1)F-压接;2)重叠压接;3)交叉压接。
普通端子压接截面分析判定图:注意:芯线压接披锋高度不允许超过0.13mm,宽度不允许超过0.1mm。
旗型端子压接截面分析判定图:合格的(带密封塞)压接截面参考下图:不合格的(带密封塞)压接截面如下图所示:密封塞被刺穿。
端子接线压接高度及宽度标准1. 端子接线压接高度标准:端子的接线压接高度是指绝缘外皮剥开后裸露的导体与端子的接触高度。
接线压接高度标准主要取决于所使用的端子类型、线缆规格和设备要求等因素。
以下是一些常用的端子接线压接高度标准的参考内容:1.1 线缆规格基础上的端子接线压接高度:根据线缆规格的不同,应采用相应的端子接线压接高度。
通常,低压电缆的接线压接高度一般在1.5mm-2.5mm之间,中压电缆的接线压接高度一般在2.5mm-4.0mm之间,高压电缆的接线压接高度一般在4.0mm-6.0mm之间。
1.2 端子类型基础上的端子接线压接高度:不同类型的端子,其接线压接高度也有所不同。
例如,U型端子的接线压接高度一般在2.0mm-4.0mm之间,C型端子的接线压接高度一般在2.0mm-5.0mm之间,F型端子的接线压接高度一般在3.0mm-5.0mm之间。
1.3 设备要求基础上的端子接线压接高度:根据不同的设备要求,端子的接线压接高度也会有所差异。
例如,在高温环境下使用的设备,由于导线的膨胀系数较大,一般需要增加端子接线压接高度以确保连接的稳定性。
此外,某些特殊设备可能对端子接线压接高度有额外的要求,需要按照设备制造商的要求进行选择。
2. 端子接线压接宽度标准:端子的接线压接宽度是指导线的裸露部分与端子的接触宽度。
端子接线压接宽度标准的选择主要取决于导线规格、端子类型和电流负载等因素。
以下是一些常用的端子接线压接宽度标准的参考内容:2.1 导线规格基础上的端子接线压接宽度:根据导线规格的不同,应选择相应的端子接线压接宽度。
通常,导线截面积在1.5mm²以下时,可以选择2.8mm的端子接线压接宽度;导线截面积在2.5mm²-6.0mm²之间时,可以选择4.8mm的端子接线压接宽度;导线截面积在10mm²以上时,可以选择6.3mm的端子接线压接宽度。
2.2 端子类型基础上的端子接线压接宽度:根据不同类型的端子,其接线压接宽度也会有所不同。
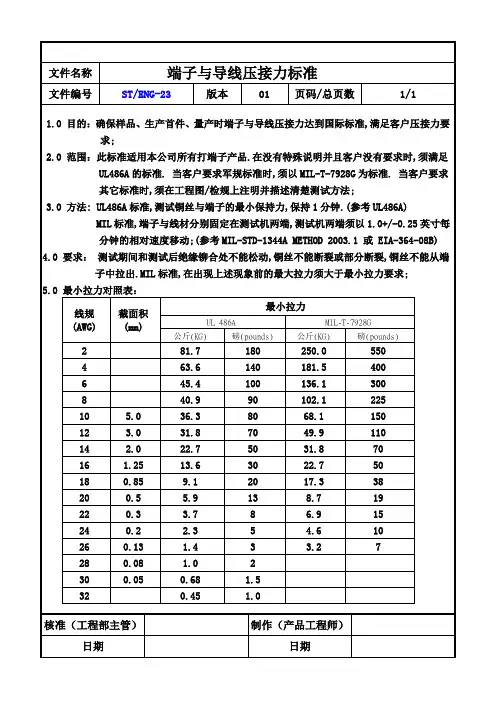
1.0. 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.0. 范围: 此规范适用于各类端子压着检验.2.权责:2.1.制造部:依此规范进行生产.2.2.质量部:负责依此规范进行检验.3.0.定义:无.4.0.内容:5. 5.1. 端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可。
5.1.2.端子的内模压着导体后外露部分须超过0.2~1mm。
5.1.3.正确铆压如附图一: (Rightly crimp as bellow)0.2~1mm5.2.端子不良铆压标准:(Badly crimping as bellow)5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落,如附图二:5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落,如附图三。
5.2.4.端子内模有导体外露(分叉),如附图五:5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与H.S.G实配,如附图六:5.2.6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落,如附图七:5.2.7.端子内模压着突嘴过大(超过内模的1/3),如附图八:5.3.端子内模导体压着高度测量方式,如附图九:5.5.端子内模导体拉力测试及检验方式,如附图十一:5.5.1.测试长度以150mm左右为标准5.5.2.脱去外被20mm左右。
5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力;5.5.4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量;5.5.5.拉力测试后应检验端子拉出后的状况,若导体芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体芯线无一股芯线留在内模中,则必须重新将端子内模高度调低,(除铆压双并线端子外);5.5.6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合5.5.5条.5.6.端子铆压后拉力必须符合要求标准,详细见附件一: 端子铆压规格一览表5.7.端子外观检验标准:(Criterion of visual inspection)5.7.1.端子的功能端不可有开口、变形、扭曲等不良且应必须保证电气功能及实配OK。
JMDZ 苏州捷美电子有限公司企业标准JMDZ-QR-B-15.A0.2012接线端子工艺标准2012年月日发布2012年月日实施苏州捷美电子有限公司SuZhou Jiemei Electronic Co., Ltd.版权所有侵权必究All rights reserved接线端子是用于实现电气连接的一种配件产品,工业上划分为连接器的范畴。
随着工业自动化程度越来越高和工业控制要求越来越严格、精确,接线端子的用量逐渐上涨。
在公司中接线端子的使用还是存在一些问题,为降低接线端子使用的报废率,提高产品接线的可靠性,避免一些低级错误的产生,特编写此规范标准。
本标准用于电气研发人员及装配人员在进行接线端子连接时进行参考。
本标准在全公司范围内,作为强制性标准。
本标准由开发部归口。
本标准起草部门:开发部。
本标准主要起草人:陈健。
参与复审人员:本标准于2012 年月首次发布。
一. 导线处理 (4)1.1 裁线 (4)1.2 穿护套 (4)1.3 剥皮 (4)二. 端子压接 (8)2.1 端子各部分名称 (8)2.2 绝缘铆压区 (8)2.3 绝缘检查窗口 (10)2.4 导体铆压 (10)2.5 喇叭口 (11)2.6 铆压齐平 (11)三. IDC (12)3.1 聚合排线的铆压 (12)3.2 离散线的铆压........................ (13)四. 焊锡 (16)4.1 导线沾锡 (16)4.2 去金 (16)4.3 焊锡通则 (16)4.4 绝缘 (16)4.5 钩柱焊接 (17)4.6 弯钩接线焊接 (18)4.7 杯型端子焊接 (18)4.8 柔性套管绝缘 (19)五. 连接 (20)5.1 焊锡连接 (20)5.2 铆压连接 (20)六. 连接器连接 (22)6.1 螺丝连接安装 (22)6.2 附件套管 (22)6.3 软管和护套 (22)6.2 连接器的损坏 (23)七. 端子的拉力 (24)接线端子检测标准 (25)附录1 (26)一导线处理在进行接线端子连接时,首先要求对所用导线导体进行判断是否为良品,若为良品,如有需要则须对部分导线进行处理。
1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2.0范围:此规范适用于各类端子压着检验.3.权责:3.1.制造部:依此规范进行生产.3.2.品保部:负责依此规范进行检验.4.定义:无.5.0内容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2.端子的内模压着导体后外露部分须超过0.2~1mm。
5.1.3.正确铆压见: 如附图一.5.2.端子不良铆压标准:5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
如附图二。
5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
如附图三。
5.2.3.尾料切断部分,所剩下之料头超过1mm. 如附图四。
5.2.4.端子内模有导体外露(分叉). 如附图五。
5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与5.2.6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。
如附图七。
5.2.7.端子内模压着突嘴过大(超过内模的1/3)。
如附图八。
5.3.端子内模导体压着高度测量方式:如附图九5.4.端子外模绝缘外被压着检验方式:5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
如附图十.5.5.端子内模导体拉力测试及检验方式:如附图十一.5.5.1.测试长度以150mm左右为标准5.5.2.脱去外被20mm左右。
5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
5.5.4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.15.5.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外)5.5.6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合5.6.端子铆压后高度及拉力必须符合要求标准.5.6.1.详细见附件一:端子铆压规格一览表.5.6.2.若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定的依据。